2. Устройство для автоматического регулирования процесса контактной сварки, содержащее датчик давления, измерительный усилитель, интегросумматор, электронный ключ, схему сравнения, источник опорного сигнала, блок управления и исполнительный орган, отличающееся тем, что устройство снабжено схемой И, формирователем импульсов сброса, последовательно соединенными генератором тактовых импульсов, двоичным счетчиком, постоянным запоминающим устройством, цифроаналоговым
1
Изобретение относится к области контактной сварки и может быть использовано преимущественно при сварке малогабаритных деталей с открытой зоной образования соединения при производстве изделий приборостроительной и электронной промышленности.
Цель изобретения - повышение стабильности качества сварки.
Поставленная цель достигается способом автоматического регулирования процесса контактной сварки, основанным на изменении давления в контакте соединяемых деталей, сравнении полученного сигнала с эталонным и регулировании режима сварки по сигналу рассогласования, осуществление которого обуславливается применением предлагаемого устройства.
На фиг. 1 изображена блок-схема устройства, реализующего способ; на фиг. 2 - графики изменения тока и давления, поясняющие сущность способа.
При сварке малогабаритных деталей с открытой зоной образования соединения (сварка проволок между собой или с плоской деталью встык, втавр, внахлест) характер изменения давления в контакте деталей на стадии нагрева тесно связан с термическим циклом и с высокой степенью точности, что определяет качество сварного соединения. При сварке по наиболее распространенной простейщей циклограмме с постоянным усилием, действующим на подвижный электрод, о таких параметрах термического цикла, как скорость нагрева, максимально достигнутая температура и длительность ее существования в зоне сварки можно косвенно судить по скорости и степени снижения давления, а также времени поддержания давления на минимальном уровне. Оптимальные значения параметров нагрева и соответственно давления, определяющие требуемый закон их изменения, зависят от теплофизи- ческих свойств и размеров свариваемых
преобразователем и дифференциальным усилителем, при этом входы схемы И подключены к выходам двоичного счетчика, а выход схемы И подключен к входу генератора тактовых импульсов, один из выходов двоичного счетчика соединен с входом формирователя импульсов сброса, выход последнего подключен к управляющему входу электронного ключа, причем второй вход дифференциального усилителя соединен с выходом измерительного усилителя.
материалов и для конкретных деталей определяются расчетным или экспериментальньш путем. Изменение давления в контакте соединяемых деталей по заданному закону, выбранному в соответствии с оптимальной скоростью нагрева до сварочной температуры и длительностью поддержания этой температуры в зоне сварки, и воспроизведение от сварки к сварке заданного термического цикла обеспечивается автоматическим регулированием сварочного тока в процессе сварки.
Устройство для автоматического регулирования сварочного тока в соответствии с заданным законом изменения давления снабжено последовательно соединенными генератором тактовых импульсов 1, двоичным счетчиком 2, постоянным запоминающим устройством 3, цифроаналоговым преобразователем 4, дифференциальным усилителем 5, интегросумматором 6, схемой 7 сравнения, блоком 8 управления и исполнительным органом 9, а также содержит датчик 10 давления, подключенный через измерительный усилитель 11 ко второму входу дифференциального усилителя 5, электронный ключ 12, установленный в цепи обратной связи интегросумматора 6 и связанный своим управляющим входом через формирователь 13 импульса сброса с одним из выходов счетчика 2 и входом блока 8, источник 14 опорных сигналов, подключенный ко второму входу схемы 7 сравнения и схему И 15, входы которой соединены с параллельными выходами двоичного счетчика 2, а выход подключен к управляющему входу генератора 1. При этом исполнительный орган 9, являющийся конденсаторным дозировщиком энергии сварочного тока, выполнен в виде автономного последовательного инвертора (на фиг. 1 обведен пунктирной линией), состоящего из тиристоров 16 и 17 и рабочего конденсатора 18, сварочного трансформатора 19 в качестве нагрузки инвертора. Парал.iiriiriiiiiiiiii,.,
лельно рабочему конденсатору 18 подключено шунтирующее регулируемое сопротивление 20 и тиристор 21.
Инвертор подключается к источнику питания с накопительным (балансным) конденсатором 22.
Реализация способа с помощью предлагаемого устройства осуществляется следующим образом.
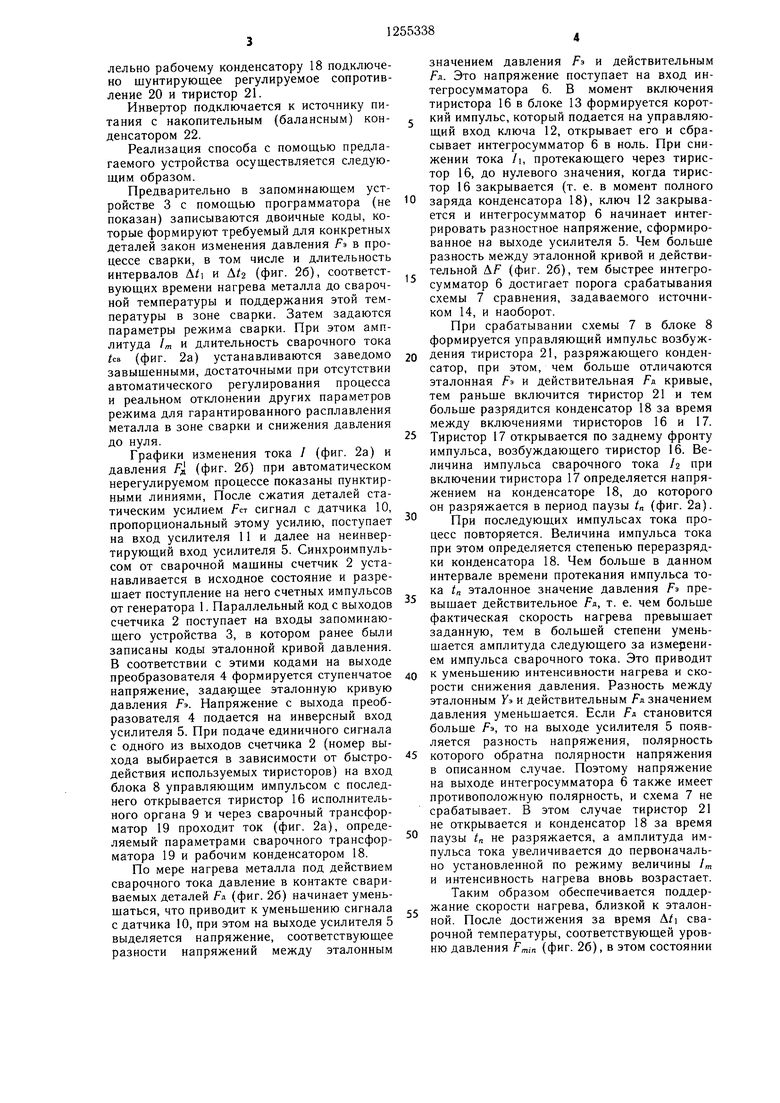
Предварительно в запоминающем устройстве 3 с помощью программатора (не показан) записываются двоичные коды, которые формируют требуемый для конкретных деталей закон изменения давления Fa в процессе сварки, в том числе и длительность интервалов A/i и (фиг. 26), соответствующих времени нагрева металла до сварочной температуры и поддержания этой температуры в зоне сварки. Затем задаются параметры режима сварки. При этом амплитуда 1т и длительность сварочного тока tcB (фиг. 2а) устанавливаются заведомо завышенными, достаточными при отсутствии автоматического регулирования процесса и реальном отклонении других параметров режима для гарантированного расплавления металла в зоне сварки и снижения давления до нуля.
Графики изменения тока / (фиг. 2а) и давления F (фиг. 26) при автоматическом нерегулируемом процессе показаны пунктирными линиями. После сжатия деталей статическим усилием fcT сигнал с датчика 10, пропорциональный этому усилию, поступает на вход усилителя 11 и далее на неинвертирующий вход усилителя 5. Синхроимпульсом от сварочной машины счетчик 2 устанавливается в исходное состояние и разрешает поступление на него счетных импульсов от генератора 1. Параллельный код с выходов счетчика 2 поступает на входы запоминающего устройства 3, в котором ранее были записаны коды эталонной кривой давления. В соответствии с этими кодами на выходе преобразователя 4 формируется ступенчатое напряжение, задающее эталонную кривую давления Рэ. Напряжение с выхода преобразователя 4 подается на инверсный вход усилителя 5. При подаче единичного сигнала с одного из выходов счетчика 2 (номер выхода выбирается в зависимости от быстродействия используемых тиристоров) на вход блока 8 управляющим импульсом с последнего открывается тиристор 16 исполнительного органа 9 и через сварочный трансформатор 19 проходит ток (фиг. 2а), определяемый параметрами сварочного трансформатора 19 и рабочим конденсатором 18.
По мере нагрева металла под действием сварочного тока давление в контакте свариваемых деталей Fa. (фиг. 26) начинает уменьшаться, что приводит к уменьшению сигнала с датчика 10, при этом на выходе усилителя 5 выделяется напряжение, соответствующее разности напряжений между эталонным
значением давления А и действительным Fn. Это напряжение поступает на вход ин- тегросумматора 6. В момент включения тиристора 16 в блоке 13 формируется корот- 5 кий импульс, который подается на управляющий вход ключа 12, открывает его и сбрасывает интегросумматор 6 в ноль. При снижении тока /1, протекающего через тиристор 16, до нулевого значения, когда тиристор 16 закрывается (т. е. в момент полного 0 заряда конденсатора 18), ключ 12 закрывается и интегросумматор 6 начинает интегрировать разностное напряжение, сформированное на выходе усилителя 5. Чем больше разность между эталонной кривой и действительной AF (фиг. 26), тем быстрее интегросумматор 6 достигает порога срабатывания схемы 7 сравнения, задаваемого источником 14, и наоборот.
При срабатывании схемы 7 в блоке 8 формируется управляющий импульс возбуж- 0 дения тиристора 21, разряжающего конденсатор, при этом, чем больше отличаются эталонная Fa и действительная Fa кривые, тем раньше включится тиристор 21 н тем больше разрядится конденсатор 18 за время между включениями тиристоров 16 и 17. 5 Тиристор 17 открывается по заднему фронту импульса, возбуждающего тиристор 16. Величина импульса сварочного тока /2 при включении тиристора 17 определяется напряжением на конденсаторе 18, до которого он разряжается в период паузы /„ (фиг. 2а). При последующих импульсах тока процесс повторяется. Величина импульса тока при этом определяется степенью переразрядки конденсатора 18. Чем больще в данном интервале времени протекания импульса тока tn эталонное значение давления Fa пре- выщает действительное FA, т. е. чем больше фактическая скорость нагрева превышает заданную, тем в большей степени уменьшается амплитуда следующего за измерением импульса сварочного тока. Это приводит 0 к уменьшению интенсивности нагрева и скорости снижения давления. Разность между эталонным УЭ и действительным FA значением давления уменьщается. Если FA становится больще FS, то на выходе усилителя 5 появляется разность напряжения, полярность которого обратна полярности напряжения в описанном случае. Поэтому напряжение на выходе интегросумматора 6 также имеет противоположную полярность, и схема 7 не срабатывает. В этом случае тиристор 21 не открывается и конденсатор 18 за время паузы tn не разряжается, а амплитуда импульса тока увеличивается до первоначально установленной по режиму величины /„ и интенсивность нагрева вновь возрастает. Таким образо.м обеспечивается поддержание скорости нагрева, близкой к эталонной. После достижения за время A/i сварочной температуры, соответствующей уровню давления Fmm (фиг. 26), в этом состоянии
металл зоны сварки выдерживается в течение времени Л/2. По достижении на выходе счетчика 2 определенного кода, соответствующего окончанию процесса сварки, сигналом обратной связи через логическую схему 15 запрещается работа генератора 1 и соответственно прохождение тактовых импульсов на вход счетчика 2. В этом случае на тиристоры 16, 17 и 21 исполнительного
органа 9 управляющие импульсы не поступают и, следовательно, ток через сварочный трансформатор 19 не проходит до начала следующего цикла сварки.
Предлагаемый способ автоматического регулирования обеспечивает поддержание от сварки к сварке заданного термического цикла, что повышает стабильность качества сварных соединений.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления процессом контактной сварки и устройство для его осуществления | 1981 |
|
SU965669A1 |
| Способ автоматического управления процессом контактной сварки и устройство для его осуществления | 1990 |
|
SU1743765A1 |
| Устройство для управления процессом контактной сварки | 1982 |
|
SU1085722A1 |
| Способ соединения элементов аккумуляторной батареи | 1987 |
|
SU1640755A1 |
| Способ и устройство для выполнения межэлементных соединений свинцово-кислотных аккумуляторных батарей | 2020 |
|
RU2747154C1 |
| ЦИФРОВОЙ ДОЗАТОР ЭЛЕКТРОЭНЕРГИИ ДЛЯ ТОЧЕЧНОЙ СВАРКИ | 2003 |
|
RU2245236C2 |
| Способ электродуговой сварки с короткими замыканиями дугового промежутка и устройство для его осуществления | 1984 |
|
SU1168367A1 |
| Устройство для управления преобразователем постоянного тока | 1980 |
|
SU1120475A1 |
| Источник питания для дуговой сварки | 1989 |
|
SU1745454A1 |
| Устройство для контактной микросварки | 1982 |
|
SU1058739A1 |
1. Способ автоматического регулирования процесса контактной сварки, основанный на измерении давления в контакте соединяемых деталей, сравнении полученного сигнала с эталонным и регулировании режима сварки по сигналу рассогласования; отличающийся тем, что, с целью повышения стабильности качества сварки, сигнал рассогласования получают при измерении текущих значений давления и значений, заданных программой, и по последнему автоматически корректируют амплитуду сварочного тока до получения давления электродов на соединение ц,еталт, соответствующего давлению, заданному программой. Син1гронизаиал о/п cSapovHou тшть/ (Л ю сд ел со ее 00
фиг. 2
Составитель В. Катин
Редактор Н. ЕгороваТехред И. ВересКорректор О. Луговая
Заказ 4757/14Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам )13обретений и открытий
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
| Устройство для контактной микросварки | 1982 |
|
SU1058739A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ управления процессом контактной сварки и устройство для его осуществления | 1981 |
|
SU965669A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Авторское свидетельство СССР № 1086722, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
