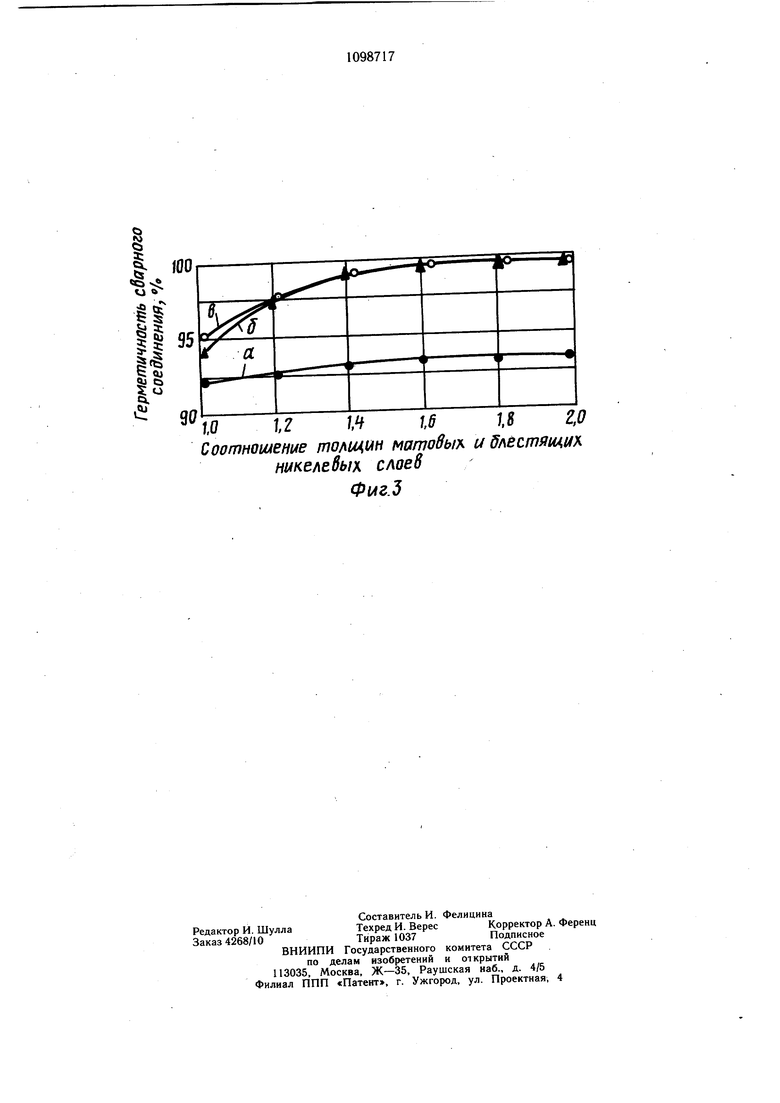
Изобретение относится к области холодной сварки и может найти применение при герметизации корпусов полупроводниковых приборов. Одной из важных операций холодной сварки является подготовка поверхностей соединяемых металлов и сплавов. Учитывая требования вакуумной гигиены, не представляется возможным использовать очистку деталей и обеспечить стабильность соединений. Поэтому при изготовлении полупроводниковых приборов широко применяется способ подготовки деталей к холодной сварке путем нанесения на поверхность свариваемых деталей никелевых и других покры тий, так как такие поверхности не нуждаются в дополнительной специальной обработке. Известен способ подготовки поверхностей герметизируемых деталей полупроводникового прибора перед холодной сваркой, включающий нанесение покрытия гальванического никеля толщиной 0,01-0,02 толщины основы соединяемых деталей 1. К недостаткам способа относятся недостаточные прочность и герметичность сварного соединения в условиях вибрации и других динамических нагрузок. Целью изобретения является повышение прочности и герметичности сварного соединения и коррозионной стойкости прибора. Поставленная цель достигается тем, что согласно способу подготовки поверхностей герметизируемых деталей полупроводникового прибора перед холодной сваркой, включающему нанесение покрытия гальванического никеля толщиной 0,01-0,02 толщины основы соединяемых деталей, гальваническое покрытие выполняют двухслойным, где первый слой матовый, а второй блестящий, при отнощении толщины первого к второму, равном 1,6-1,8. Нанесение двойного слоя никелевого покрытия (вместо одного) на детали перед сваркой дает более высокое качество соединения, потому что одинарный слой никеля более пластичный, а двойной слой более хрупкий. В процессе пластической деформации непосредственно в плоскости соприкосновения двух свариваемых деталей, т. е. в зоне сварки, происходит более интенсивное растрескивание поверхностных слоев (в том числе покрытия), лучщее течение металла и более легкий вынос из этой зоны поверхностных включений (остатков покрытия, пленок, загрязнений) , интенсивный выход в зону сварки внутренних ювенильных слоев металла и, как следствие этих факторов, обеспечивается более качественное и надежное соединение. На фиг. 1 приведен экспериментально полученный график зависимости прочности сварного соединения от соотношений толщин матового и блестящего покрытий; на фиг. 2 - график зависимости герметичности сварного соединения от соотнощений толщин матового и блестящего покрытий; на фиг. 3 - график зависимости коррозионной стойкости прибора в зависимости от соотношений толщин матового и блестящего покрытий. Толщина матового слоя равна а - 6- 8 мкм, b - 9-16 мкм, в - 17-22 мкм. Пример. Образцы (медный держатель и коваровый баллон) перед сваркой промывают, обезжиривают и наносят гальваническим способом различные толщины никелевых слоев (матовых, блестящих) общей толщиной 0,01-0,02 толщины основы, где медной 850 мкм, а коваровой 470 мкм, замеряют толщину покрытий и подвергают холодной сварке. Затем проверяют прочность соединений на разрывной машине РМ-500, герметичность щва масс-спектрометрическим и вакуумно-жидкостным методами, коррозионную стойкость прибора - в камере влажности при 313± 2 К и влажности 98 %. Приборы, изготовленные с использованием предлагаемого способа, обладают повыщенньши показателями прочности сварного соединения, 100% герметичностью и коррозионной стойкостью прибора. Кроме того, внедрение двухслойного никелирования поверхностей диодов и тиристоров позволяет исключить операцию никелирования готового прибора, увеличивает на 3-5% выход годных приборов.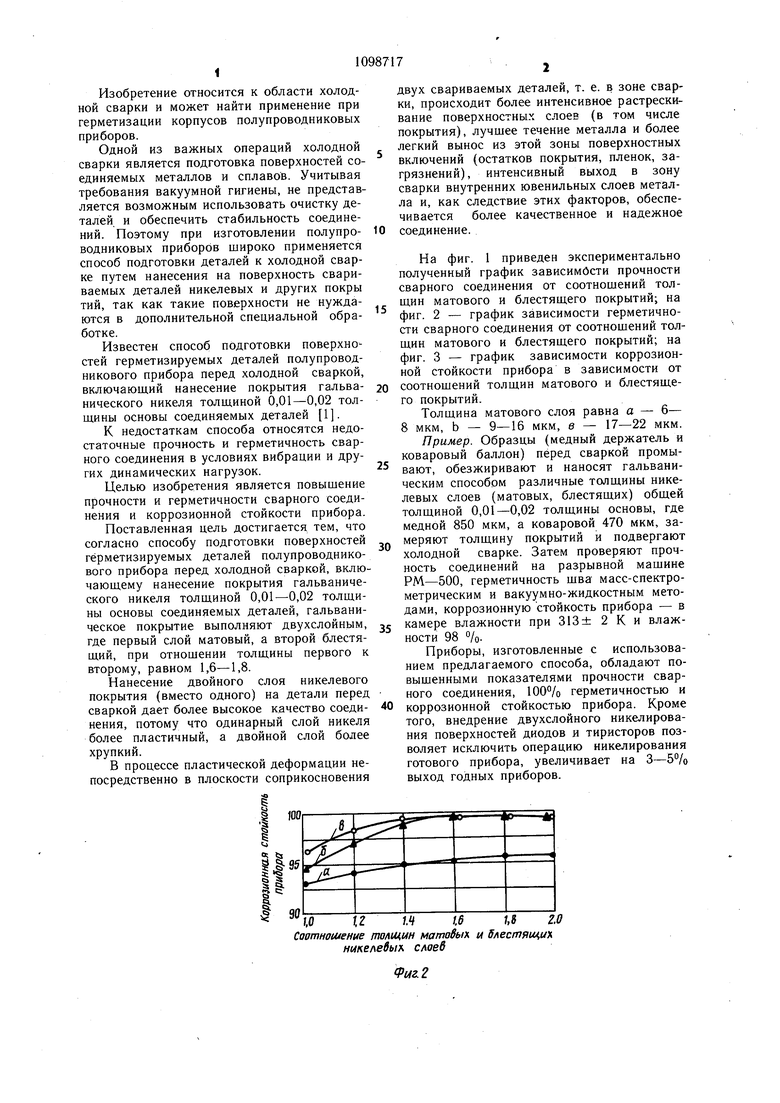
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛЕНТА ДЛЯ ВЫВОДНЫХ РАМОК ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ И ИНТЕГРАЛЬНЫХ СХЕМ | 1993 |
|
RU2037912C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА МИКРОСХЕМЫ | 2013 |
|
RU2561240C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИХ КОНТАКТОВ ИЗ ЛИТЕЙНЫХ СПЛАВОВ АЛЮМИНИЯ | 1992 |
|
RU2037927C1 |
| Способ диффузионной сварки изделий из стали и алюминия | 2020 |
|
RU2754134C1 |
| Способ химического никелирования заготовок стоматологических боров | 2022 |
|
RU2805729C1 |
| Способ нанесения электропроводного защитного покрытия на алюминиевые сплавы | 2023 |
|
RU2817277C1 |
| ХРОМИРОВАННАЯ ДЕТАЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2445408C2 |
| СПОСОБ СОЗДАНИЯ ЗАЩИТНОГО ДЕКОРАТИВНОГО ПОКРЫТИЯ | 2003 |
|
RU2233915C1 |
| Электролит для электроосаждения блестящих никелевых покрытий | 2024 |
|
RU2820423C1 |
| Способ лазерной сварки алюминиевых сплавов | 2017 |
|
RU2681072C1 |
СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТЕЙ ГЕРМЕТИЗИРУЕМЫХ ДЕТАЛЕЙ ПОЛУПРОВОДНИКОВОГО ПРИБОРА ПЕРЕД ХОЛОДНОЙ СВАРКОЙ, включающий нанесение покрытия гальванического никеля толщиной 0,01-0,2 толщины основы соединяемых деталей, отичающийся тем, что, с целью повышения прочности и герметичности сварочного соединения, и коррозионной стойкости прибора гальваническое покрытие выполняют двухслойным, где первый слой матовый, а второй блестящий, при отношении толщины первого к второму, равном 1,6-1,8. S (Л со 00 Фиг. 1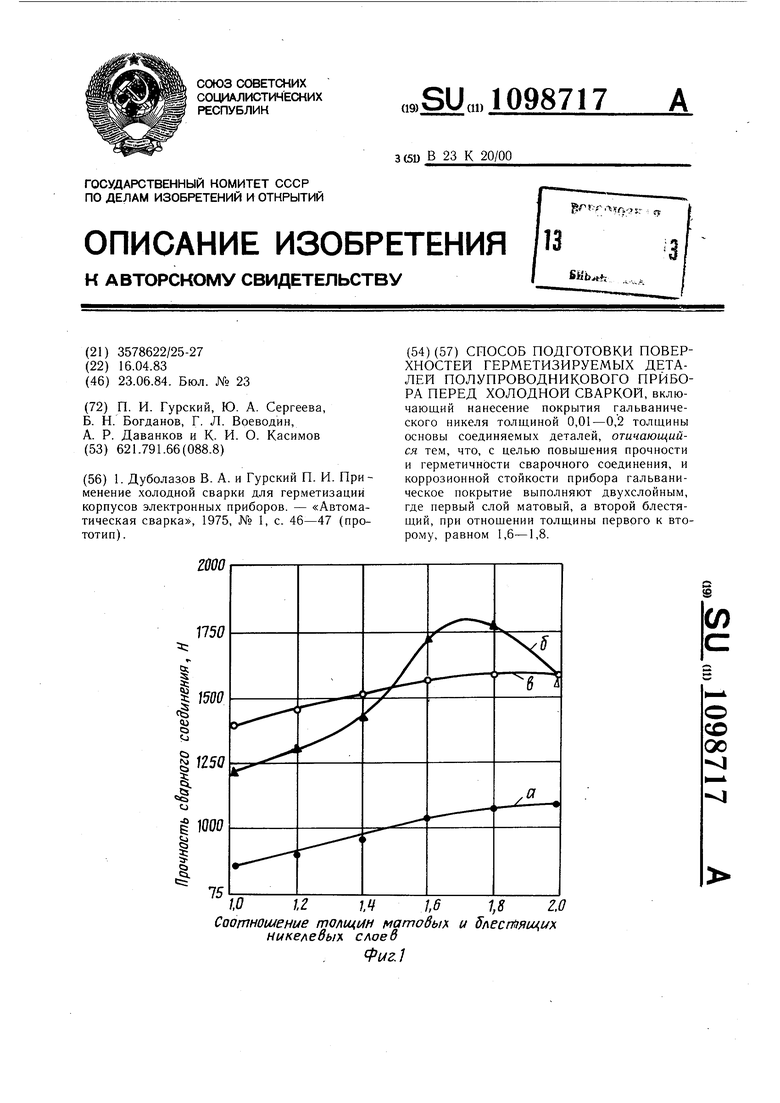
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Дуболазов В | |||
| А | |||
| и Гурский П | |||
| И | |||
| Применение холодной сварки для герметизации корпусов электронных приборов | |||
| - «Автоматическая сварка, 1975, № 1, с | |||
| Способ изготовления звездочек для французской бороны-катка | 1922 |
|
SU46A1 |
| гооо WПи,61,8 2,0 Саотномение тоАЩ1/1Н матовые, и )( нике/ евыу | |||
| слоев | |||
