Изобретение относится к способам и устройствам для изготовления арматурных элементов5 пpимeкяe Фrx для дисперсного армирова} ия строительных изделий.
По основному авт.св. N 9Д9 1 23 известен способ изготовлении л,иснерсной арматуры путем резки нитевидных материалов на отрезз и, при этом нитевидные материалы предварительно наматывают в бухту, а резку осуществляют по нормалям к оси бухть ГЛ .
- i,j
Известно та.кже устройство для изготовления дисперсной арматуры, включа од|;ее станину, диск, механиз подачи, приспособление для фиксадии бухты, причем это приспособление выполнено в виде поворотного торообразкого основания с радиальнымз-i прорезями и секторами-держателями, имеющими выступы, зафиксированные в прорезях основания, и прижимные колодки ft
Недостатком известньк способа и устройства является возможность изготовления только рассыпной арматуры. При формировании строительных изделий рассыпной арматурой ухудшается ее удобоукладываемость при перемешивании с бетонной смесью с образованием комков арматуры.
Для улучшения распределения арматуры Б бетонной смеси арматурные элементы пакетируют путем соединения водорастворимым клеем, который постепенно растворяется в бетонной смеси. Однако пакетирование арматуры после ее изготовления является малопроизводительной операцией, так как при этом требуется ориентация ее в одном направлении и фиксация на время склеивания ,
Цель изобретения -. обеспечение одновременного пакетирования арматуры.
Цель достигается тем, что согласно способу изготовления дисперсной арматуры после наматьвания нитевидного материала в бухту ее пропитывагот водорастворимым клеем, а после п ердения клея осуществляют резку бухты.
Устройство для изготовления дис- персной арматуры снабжено форсункой для нанесения клея, установленной на салазках механизма подачи режущего диска.
Кроме того, с целью повышения производ ттелыюсти путем сокрагдения времен и склезчвания нитевп;;иого материала в бухте, ycTpoiicTBO снабжено :1аг 5евателем,, смонтированным на торообразном основании приспособления для фи):сации бухты.
На фиг. 1 изображено устройство ;{лл ocyiuecTBJie ния предлагаемого способа ,общий вид на фиг. 2 - разрез на фиг. 1.
При м е р. Стальную проволоку диаметром 0,3 мм наматьшают в бухту диаметром 220 мм с поперечным сечением 65x35 мм и пропитывают водорастворимым составом на основе казеинового .-елея. Для ускорения процесса твердения клея бухту нагревают до 1емпературы 90 С. После этого режут на 16 сс-зкторных бло.коз, в которых склеенньш отрезки проволоки длину 30-43 MN;.
Устройство для изготовления такой арматуры включает станину 1 с закрепленнь;ми на ней салазкамр 2 и двигате jieM 3, имеющим удлиненньй вал 4, на который насажен режуаций диск 5. Бухта 6 стальной п})оволоки закреплена в приспособлении 7 ггля .фиксации, выполненном в виде торообразного основания 8 с радиальными прорезями 9 и прижимпыки колодками 10, Колодки 10 прижаты болтами 11 к бухте 6 и секторным держате.тгям 12. Секторные держатели 12 имеют вьгступь 13, зафиксированные в прорезях 14 основания 8.
Приспособление 7 для фиксадии бухты -5 имеет горизонтальную ось 15 враи1,ения и снабжено стопором 16, включа}ощим диск с отверстиями 17, в которые входит болт 18, соединяющий кронштейн 19, соеди1-;енньш со станиной 1.
Устройство содержит клеераспылительнуад форсунку 20, смонтированную на кронштейне 21, присоединенном к 2, и теплокагрева- тель 22, помеп.енный внутри торообраз)ого основания 8, либо охватывающий это основание.
Устройство работает следующим образом.
Перед установкой бухты 6 включают теплопагреватель 22. Бухту 6 устанавливают в торообразном основании 8 и ф иксируют секторными держателями 12, СГопором 16 и болтами 11. Одновременно с подачей режущего диска 5 включают клеераспределительиую форсунку 20, Каей пропит|;1вает бухту нитевидного материала,, а нагрев основания 8 и посредством него бухты интенсифицирует процесс высыхания клея. Б}гхту режут на сегментные блоки, длина KOTOpbtx определяется требуемой длиной дисперсной арматуры. Блочную армат.уру помещают в бетонную смесь, в процессе перемешивания которой происходит постепенное раствс рение клея, в результате чего дисперс ная арматура распадается из блоков и равномерно распределяется в бетонной смеси без образования комков. Исг ольэоза1;ие- изобретешш обеспечшзает при изготовлении дисперсной арматуры одновременное ее пакетирова-нис, что повышает производител.мюсть изготовления блочной арматуры, Приме.нение блочной арматуры, склеенной водорастворимь клеем при смешивании ее с бетонной смесью, обеспечивает удобоукладываемость дисперсной арматурь в бетоне и тем повышение качества изготовления дисперсно армированных железобетонных изделий.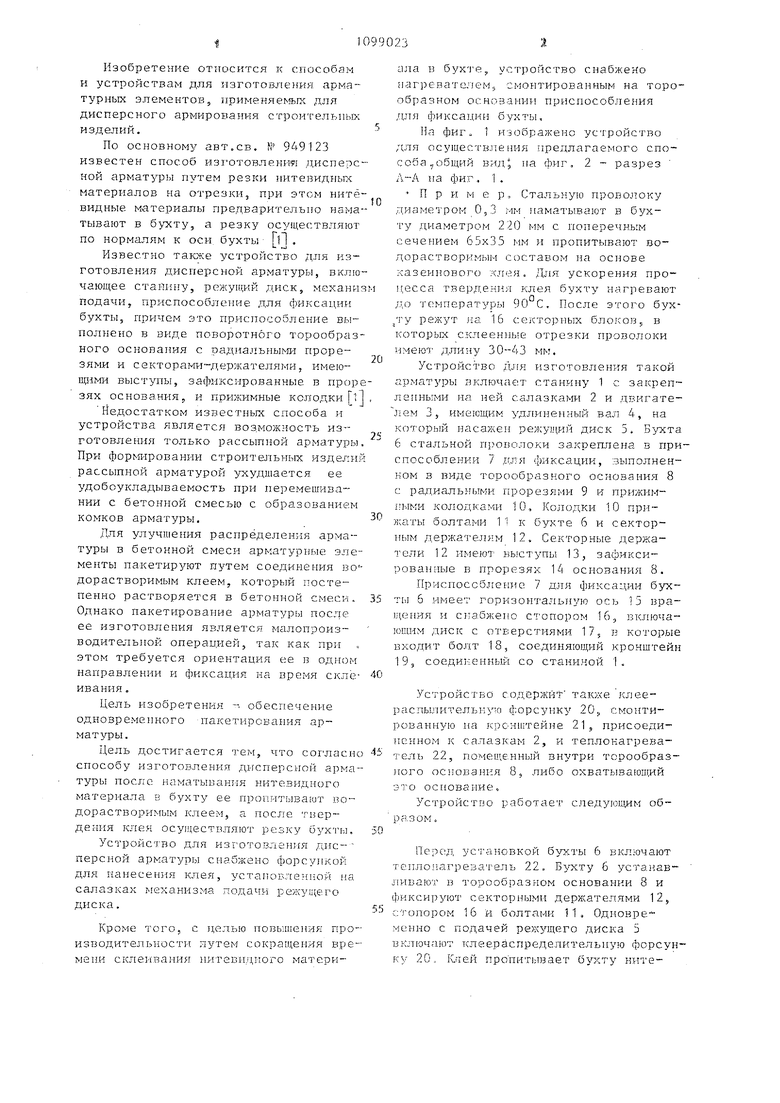

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления дисперсной арматуры и устройство для его осуществления | 1980 |
|
SU949123A1 |
| Способ изготовления дисперсной арматуры и устройство для его осуществления | 1990 |
|
SU1731918A1 |
| Способ изготовления дисперсной арматуры | 1986 |
|
SU1373777A2 |
| СПОСОБ УПАКОВКИ ДИСПЕРСНОЙ АРМАТУРЫ | 1990 |
|
SU1723860A1 |
| Устройство для изготовления дисперсной арматуры | 1988 |
|
SU1546586A2 |
| Установка для изготовления железобетонных изделий | 1986 |
|
SU1831426A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ ЭЛЕМЕНТОВ | 2010 |
|
RU2458215C2 |
| УСТАНОВКА ДЛЯ САНИТАРНОЙ ОЧИСТКИ ГАЗОВЫХ ВЫБРОСОВ С ЦЕНТРОБЕЖНЫМИ ФОРСУНКАМИ | 1992 |
|
RU2050951C1 |
| Установка для изготовления предварительно напряженных железобетонных изделий | 1976 |
|
SU971081A3 |
| УСТАНОВКА ДЛЯ САНИТАРНОЙ ОЧИСТКИ БОЛЬШИХ ОБЪЕМОВ ГАЗОВЫХ ПРОМЫШЛЕННЫХ ВЫБРОСОВ | 1992 |
|
RU2050948C1 |
1. Способ изготовления дисперсной арматуры по авт.св. № 949123, отличающийся тем, что, с целью обеспечения одновременного пакетирования арматуры, после наматыI вания нитевидного материала в бухту, ее пропитывают водорастворимым клеем, а после твердения клея осуществляют резку бухты. 2.Устройство для изготовления дисперсной арматуры по авт.св.№949123, отличающееся тем, что, с цельро обеспечения одновременного пакетирования арматуры, оно снабжено форсункой для нанесения кяея, установленной на салазках механизма подачи режущего диска. 3.Устройство по. п. 2, отличающееся тем, что, с целью повышения производительности путем сокращения времени склеивания ните- i видного материала в бухте, оно снабжено нагревателем, смонтированным на торообразном основании приспособления для фиксации бухты.
21
.г
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ изготовления дисперсной арматуры и устройство для его осуществления | 1980 |
|
SU949123A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
