Передаточные отношения шестерен 15 и 16
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления дисперсной арматуры и устройство для его осуществления | 1980 |
|
SU949123A1 |
| Способ изготовления дисперсной арматуры и устройство для его осуществления | 1983 |
|
SU1099023A2 |
| АВТОМАТ ДЛЯ РАЗМАТЫВАНИЯ ТОРООБРАЗНЫХ БУХТ ГЛАДКОЙ ПРУЖИННОЙ ПРОВОЛОКИ И ПОСЛЕДУЮЩЕГО ПРОСТРАНСТВЕННОГО ЕЕ ГОФРИРОВАНИЯ | 1997 |
|
RU2116856C1 |
| Правильно-отрезной автомат | 1988 |
|
SU1567311A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ | 2001 |
|
RU2203753C2 |
| Способ изготовления дисперсной арматуры и устройство для его осуществления | 1990 |
|
SU1731918A1 |
| Гвоздильный автомат | 1978 |
|
SU751486A1 |
| Устройство для мерной резки длинномерного материала | 1980 |
|
SU1000143A1 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРУЖИН с ДВУМЯ ВЕТВЯМИ ПРОТИВОПОЛОЖНОГО НАПРАВЛЕНИЯ | 1971 |
|
SU424644A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ КОНДИТЕРСКИХ ПЛАСТОВ | 1994 |
|
RU2101957C1 |
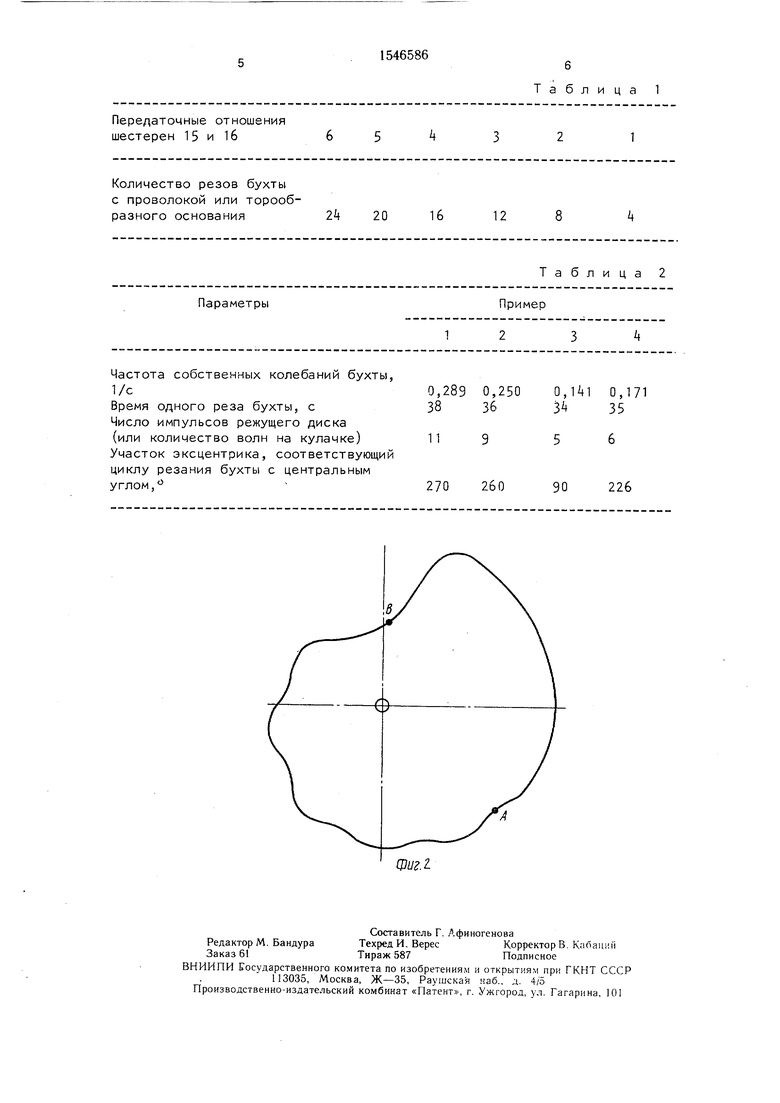
Изобретение относится к области строительства, в частности к армированию строительных изделий дисперсной арматурой, к устройствам обработки нитевидного материала, например проволоки. Цель изобретения - повышение производительности устройства. Устройство для изготовления дисперсной арматуры содержит поворотное торообразное основание 17 с установленной в нем бухтой с проволокой 18, алмазный диск 14, жестко закрепленный на валу двигателя 13, установленного на каретке 8 с возможностью возвратно-поступательного движения. Привод режущего диска выполнен в виде эксцентрика 6, взаимодействующего одновременно с роликом 7, смонтированным на каретке 8, и посредством зубчатой пары 9 и 10 - с водилом 11 мальтийского креста 12, который зубчатой парой 15 и 16 соединен с торообразным основанием 17. Эксцентрик выполнен в виде кулачка, участок которого, соответствующий циклу разрезания бухты, выполнен волнистым. При этом количество волн N=FT, где F - частота собственных колебаний бухты, T - время перерезывания одного сечения бухты. Зубчатая пара 15 и 16 выполнена сменной, что расширяет диапазон регулирования длиной отрезаемой проволоки, в зависимости от диаметра бухты меняют количество резов за один оборот основания. 2 ил.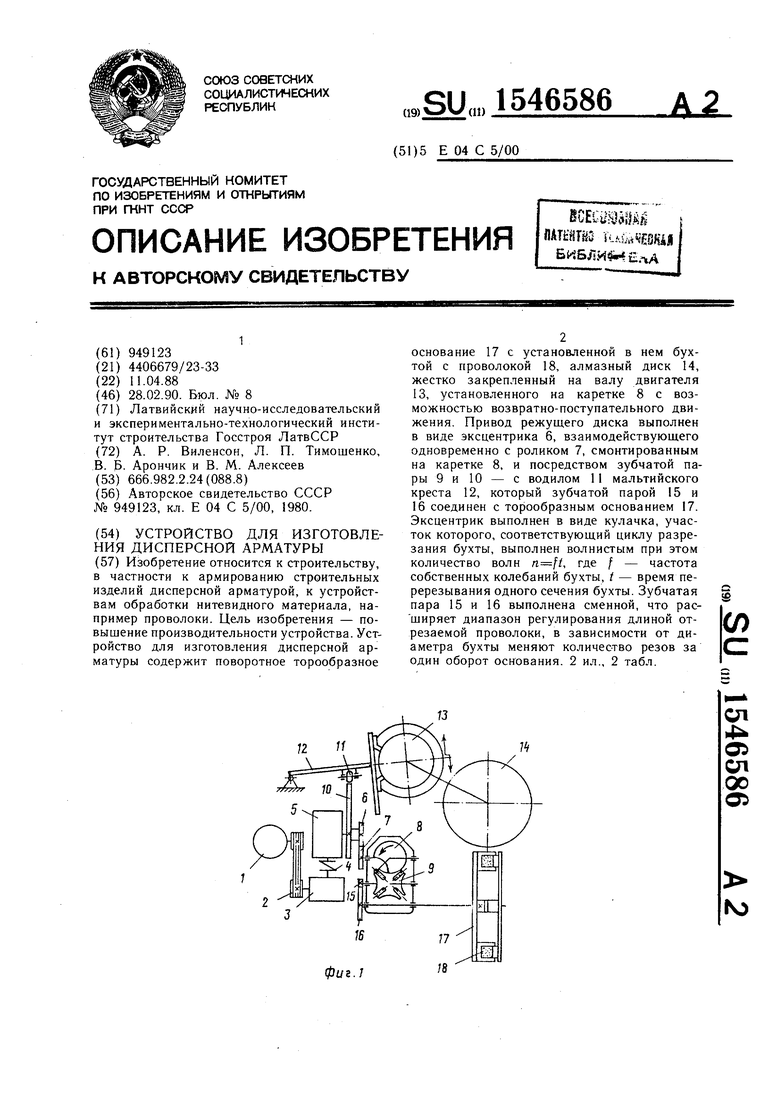
Количество резов бухты с проволокой или торооб- разного основания
2k 20
Частота собственных колебаний бухты,
1/с
Время одного реза бухты, с
Число импульсов режущего диска
(или количество волн на кулачке)
Участок эксцентрика, соответствующий
циклу резания бухты с центральным
углом,0
16
12
0,141 0,171 ЗА35
270 260
90
226
сриг. 1
| Способ изготовления дисперсной арматуры и устройство для его осуществления | 1980 |
|
SU949123A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
