Изобретение относится к области строительства, в частности к изготовлению арматуры для дисперсного армирования бетонных строительных конструкций.
Известны способ и устройство для изготовления дисперсной арматуры, в которых выполняют размотку проволоки с катушек в размоточном узле, периодическое профилирование посредством профилирующих роликов и резку проволоки на мерные отрезки режущим устройством.
Известные способ и устройство обеспечивают выдачу определенного количества арматуры непосредственно в бетономешалку во время приготовления смеси, либо в
промежуточные транспортируемые емкости.
Недостатками известных способа и устройства являются сложность получения постоянных формы и размеров арматурных элементов, а также необходимость периодической регулировки натяжения и замены профилирующих роликов.
Известен способ изготовления дисперсной арматуры, включающий намотку нитевидного материала в бухту, пропитку его водорастворимым клеем и резку по нормалям к оси бухты после твердения клея.
Устройство для осуществления этого способа включает станину, режущее устрой
GO Ю СО
ство, механизм его подачи, приспособление для фиксации бухты, устройство для нанесения клея и нагреватель, размещенный внутри приспособления для фиксации бухты.
Известные способ и устройство обеспе- чивают одновременно с изготовлением дисперсной арматуры ее пакетирование, что повышает производительность установки и облегчает транспортировку готовой продукции.
Недостатком известных способа и устройства является нестабильность получаемой арматуры по профилю, сечению и размерам, что обусловлено многослойной намоткой нитевидного материала и изно- сом вращающихся деталей режущего устройства. Многослойная намотка нитевидного материала также обусловливает неравномерность пропитки бухты клеящим составом и необходимость длительной термообработки, что усложняет технологию изготовления дисперсной арматуры.
Целью изобретения является обеспечение постоянства формы и размеров дисперсной арматуры и упрощение ее изготовления.
Указанная цель достигается тем, что в способе изготовления дисперсной арматуры, включающем намотку нитевидного материала на бобину, пропитку его водорастворимым клеем и резку по нормалям к оси бобины после твердения клея, намотку нитевидного материала осуществляют на бобину заданного профиля в один слой, который до пропитки клеем обжимают по форме бобины.
Указанная цель достигается также тем, что в устройстве для изготовления дисперсной арматуры, содержащем станину, бобину для намотки нитевидного материала, приспособление для подачи клея, нагреватель и режущие диски, бобина выполнена с профилем, соответствующим форме дисперсной арматуры с боковыми выступами по нормали к ее оси, и снабжена прижимны- ми колодками с профилем, соответствующим профилю бобины, при этом нагреватель установлен внутри бобины, приспособление для подачи клея соединено с отверстиями, образованными в прижим- ных колодках, а режущие диски установлены на уровне боковых выступов бобины.
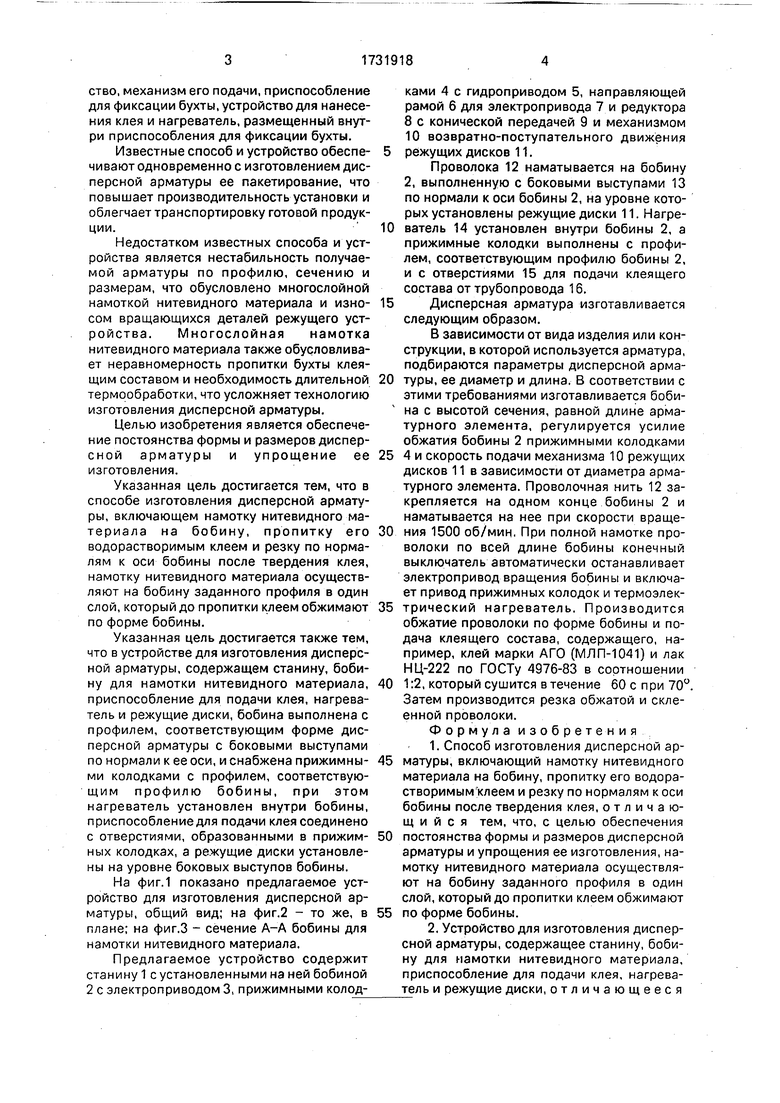
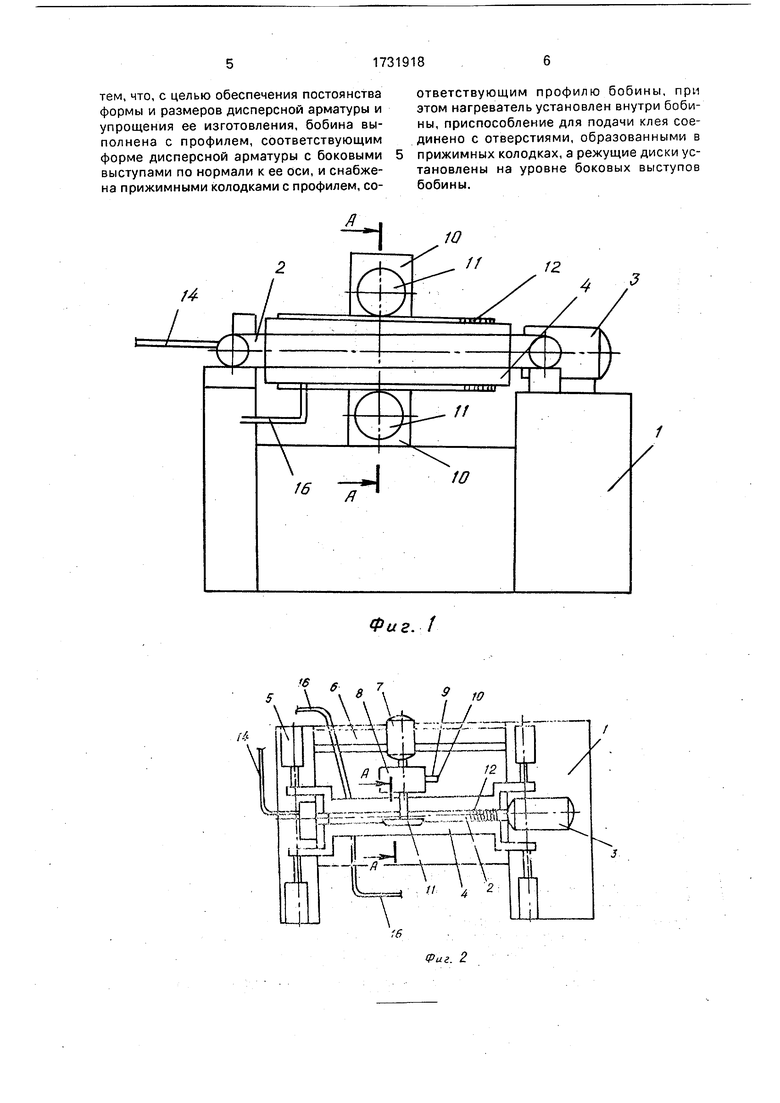
На фиг.1 показано предлагаемое устройство для изготовления дисперсной арматуры, общий вид; на фиг.2 - то же, в плане; на фиг.З - сечение А-А бобины для намотки нитевидного материала.
Предлагаемое устройство содержит станину 1 с установленными на ней бобиной 2 с электроприводом 3, прижимными колодками 4 с гидроприводом 5, направляющей рамой 6 для электропривода 7 и редуктора 8 с конической передачей 9 и механизмом 10 возвратно-поступательного движения режущих дисков 11.
Проволока 12 наматывается на бобину 2, выполненную с боковыми выступами 13 по нормали к оси бобины 2, на уровне которых установлены режущие диски 11. Нагреватель 14 установлен внутри бобины 2, а прижимные колодки выполнены с профилем, соответствующим профилю бобины 2, и с отверстиями 15 для подачи клеящего состава от трубопровода 16.
Дисперсная арматура изготавливается следующим образом.
В зависимости от вида изделия или конструкции, в которой используется арматура, подбираются параметры дисперсной арматуры, ее диаметр и длина. В соответствии с этими требованиями изготавливается бобина с высотой сечения, равной длине арматурного элемента, регулируется усилие обжатия бобины 2 прижимными колодками 4 и скорость подачи механизма 10 режущих дисков 11 в зависимости от диаметра арматурного элемента. Проволочная нить 12 закрепляется на одном конце бобины 2 и наматывается на нее при скорости вращения 1500 об/мин. При полной намотке проволоки по всей длине бобины конечный выключатель автоматически останавливает электропривод вращения бобины и включает привод прижимных колодок и термоэлектрический нагреватель. Производится обжатие проволоки по форме бобины и подача клеящего состава, содержащего, например, клей марки АГО (МЛП-1041) и лак НЦ-222 по ГОСТу 4976-83 в соотношении 1:2, который сушится в течение 60 с при 70° Затем производится резка обжатой и склеенной проволоки.
Формула изобретения
1.Способ изготовления дисперсной арматуры, включающий намотку нитевидного материала на бобину, пропитку его водорастворимым клеем и резку по нормалям к оси бобины после твердения клея, отличающийся тем, что, с целью обеспечения постоянства формы и размеров дисперсной арматуры и упрощения ее изготовления, намотку нитевидного материала осуществляют на бобину заданного профиля в один слой, который до пропитки клеем обжимают по форме бобины.
2.Устройство для изготовления дисперсной арматуры, содержащее станину, бобину для намотки нитевидного материала, приспособление для подачи клея, нагреватель и режущие диски, отличающееся
тем, что, с целью обеспечения постоянства формы и размеров дисперсной арматуры и упрощения ее изготовления, бобина выполнена с профилем, соответствующим
ответствующим профилю бобины, при этом нагреватель установлен внутри бобины, приспособление для подачи клея соединено с отверстиями, образованными в
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления дисперсной арматуры и устройство для его осуществления | 1983 |
|
SU1099023A2 |
| Способ изготовления дисперсной арматуры и устройство для его осуществления | 1980 |
|
SU949123A1 |
| Устройство для обвязки бухт, механизм захвата и подачи бухт и механизм подачи обвязочного материала | 1989 |
|
SU1703560A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ВОЛОКНИСТОГО НОСИТЕЛЯ ИММОБИЛИЗОВАННОЙ БИОМАССЫ | 2005 |
|
RU2297898C2 |
| Технологическая линия для изготовления неметаллической композитной арматурной сетки | 2022 |
|
RU2788691C1 |
| СПОСОБ УПАКОВКИ ДИСПЕРСНОЙ АРМАТУРЫ | 1990 |
|
SU1723860A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ ЭЛЕМЕНТОВ | 2010 |
|
RU2458215C2 |
| Способ изготовления дисперсной арматуры | 1986 |
|
SU1373777A2 |
| Машина для намотки гибкой ленты на оправку | 1986 |
|
SU1416327A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТА АРМАТУРНОГО КАРКАСА ЗАДАННОГО ПРОФИЛЯ | 2010 |
|
RU2445184C1 |
Использование: область строительства для изготовления арматуры для дисперсного армирования бетонных строительных конструкций. Сущность изобретения: способ изготовления дисперсной арматуры включает намотку нитевидного материала 12 на бобину 2 в один слой, который до пропитки клеящим составом обжимают по форме бобины 2, после чего выполняют резку нитевидного материала 12 по нормали к оси бобины 2. Изготовление дисперсной арматуры выполняют на устройстве, содержащем станину 1, установленные на ней бобину 2 с прижимными колодками 4 с гидроприводом 5, направляющую раму 6 для механизма 10 возвратно-поступательного движения режущих дисков 11. Бобина 2 выполнена с профилем, соответствующим форме дисперсной арматуры с боковыми выступами по нормали к ее оси, на уровне которых установлены режущие диски 11, а прижимные колодки 4 выполнены с профилем, соответствующим профилю бобины 2. Нагреватель 14 установлен внутри бобины 2, а трубопровод 16 для подачи клеящего состава соединен с отверстиями, образованными в прижимных колодках 4. 2 с.п. ф-лы, 3 ил. (Л
форме дисперсной арматуры с боковыми 5 прижимных колодках, а режущие диски ус- выступами по нормали к ее оси, и снабже- тановлены на уровне боковых выступов на прижимными колодками с профилем, со- бобины.
ft
б б 7
Uл 1
&&
Фиг. /
Фаг. 2
А - А
и
Фк Р 3. 40
45 50
| Способ изготовления дисперсной арматуры и устройство для его осуществления | 1983 |
|
SU1099023A2 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
