Изобретение относится к электрической промьлиленности и предназначе но для использования в производстве тел накала, Известно устройство для резки сп ралей электрических ламп накаливаНИН, содержащее механизм подачи спи рали, механизм резки, состоящий из направляющей дюзы и ножа, снабженно го электромагнитным приводом, датчи длины отрезаемой спирали и блок управления, электрически соединенный указанным датчиком и коммутирующим приспособлением для включения приво да Cl 3. Однако известное устройство не позволяет существенно увеличить ско рость резки спирали из-за чрезмерных нагрузок на детали механизма ре ки, совершёцощие возвратно-поступательнОе движение,.Наиболее близким по технической сущности к изобретению является уст ройство для резки спиралей электрических ламп накаливания, содержащее корпус, электрический привод, механизм перемещения ножа, кинематически связанный с механизмом подачи спи рали и датчик положения тире, закрепленный на корпусе и электрически соединенный с входом блока управ ления t2, Известное устройство не позволяет увеличить скорость резки спирали вследствие чрезмерных ударных нагрузок на детали механизмов резки при их возвратно-поступательном перемещении, которые возникают под воздействием инерционных сил, возрастающих с увеличением скорости резки и приводящих к ускоренному износу, деформациям и поломкам этих деталей, Целью изобретения является повышение быстродействия при увеличении точности резки. Поставленная цель достигается тем что в устройстве для резки спиралей электрических леиип накаливания, содержащем корпус, электрический привод. Механизм перемещения ножа, кинематически связанный с механизмом подачи спирали, и датчик положения тире, закрепленный на корпусе и элек трически соединенный с первым входом блока управления, в кинематическую связь механизмов пере.мещения ножа и подачи спирали введен дифференциалвный механизм с двумя последовательно включенными выходными звеньями, вход ное звено которого соединено с дополнительным электроприводом, электрически связанным с выходом блока управления, второй вход которо го электрически соединен с датчиком положения ножа, закрепленным на корпус На фиг. 1 схематически изображено устройство резки спиралей; на фиг, 2 временная последовательность импульсов напряжения датчико1з положения ножа и тире. Устройство состоит из корпуса 1 (фиг, 1), в котором расположены валы 2-5, Электродвигатель б через ременную передачу 7 соединен с валом 2, на котором насажен маховик 8 с закрепленными на нем резцами 9. Вал 2 через винтовую пару 10 соединен с валом 3,который через сменные зубчатые колеса 11 соединен с валом 4, а на другом конце вала 3 насажен регулировочный диск 12, На валу 4 насажено зубчатое колесо 13, находящееся в зацеГшении с дифференциальным механизмом 14, Последний соединен с валом 5, на котором расположен тяговый диск 15, и с зубчатым колесом 16, насаженным на вал двигателя 17. Тяговый диск 15, через спираль 18, навитую на керне, связан с катушкой 19 и неподвижными направляющими элементами 20, на которых расположен датчик 21 положения тире. Рядом с регулировочным диском 12 на корпусе 1 расположен датчик 22 положения ножа. На входы блока управления 23 поступают световые сигналы от датчиков 21 и 22, а выход его соединен с двигателем коррекции 17, Принцип работы устройства резки спиралей заключается в следующем. Вращение от двигателя 6 через ременную передачу 7 передается валу 2 и находящемуся на нем маховику 8. Резцы 9, закрепленные на маховике 8, вращаются непрерывно и режут подающуюся спираль, закрепленную на керне. Вал 2 через винтовую-пару 10 передает вращение валу 3 и через сменные зубчатые колеса 11 - валу 4,зубчатому колесу 13 и звену дифференциального механизма 14, которое сообщает вращение валу 5 и насаженному на него тяговому диску 1, Находящийся в контакте со спиралью 18 тяговый диск 15 сматывает ее с катушки 19 и подает через направляющие элементы 20 на позицию резки под резцы 9. При этом за один оборот маховика 8 спираль перемещается на заданную величину, определяемую выбором сменных зубчатых колес 11, paccчиfaFныx для определенного типа спиралей электрических ламп накаливания. В случае резки другого типа спиралей необходимо сменить зубчатые колеса 11. Перемещение спирали 18 под действием тягового диска 15 из-за изменения его скорости вращения, износа элементов тягового диска или иного рода причин не остается постоянным и может привести к смещению места реза спиралей в ту или иную сторону относительно середины тире на величину, превышающую заданное поле допусков на размеры спирали с тире. В этом случае необходимо спираль сместить по направлению ее подачи или в обратном направлении путем .увеличения либо уменьшения скорости вращения тягового диска 15, С этой целью в устройство введен дополнительный двигатель 17, корректирую1ций через дифференциальный механизм 14 скорость вращения тягового диска 15.
При настройке устройства оператор устанавливает вручную резец 9 точно в середине тире спирали.
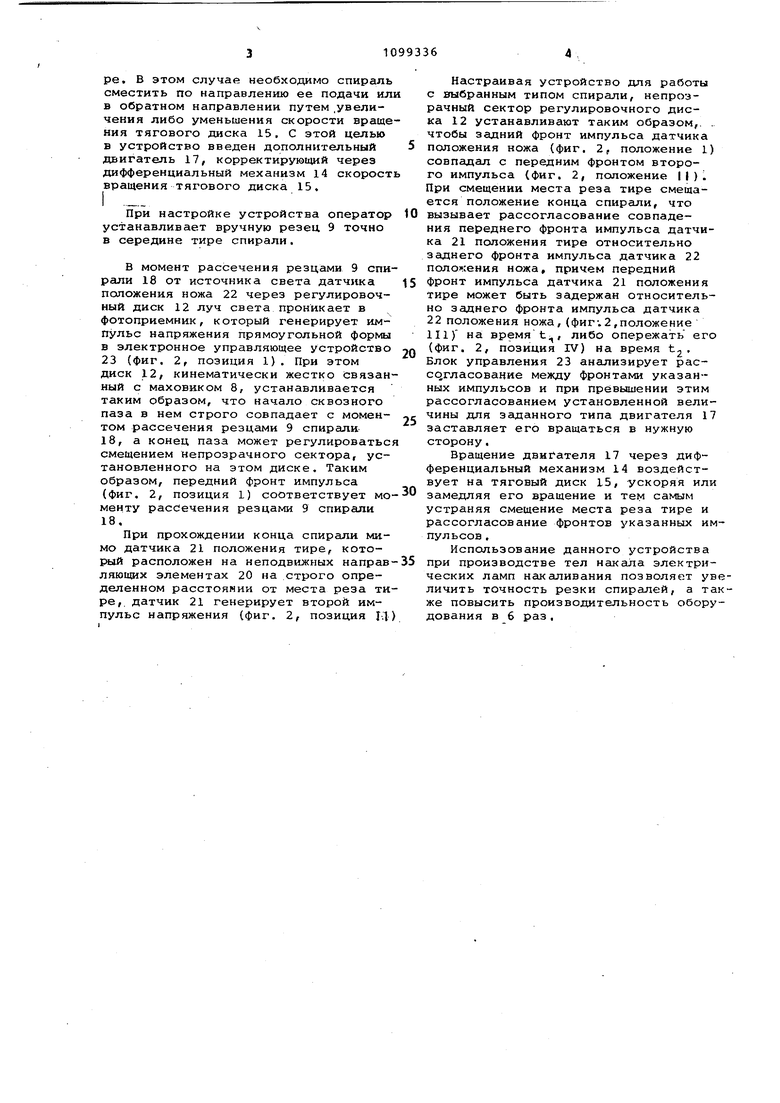
В момент рассечения резцами 9 спирали 18 от источника света датчика положения ножа 22 через регулировочный диск 12 луч света проникает в фотоприемник, который генерирует импульс напряжения прямоугольной формы в электронное управляющее устройство 23 (фиг. 2, позиция 1), При этом диск 12, кинематически жестко связанный с маховиком 8, устанавливается таким образом, что начало сквозного паза в нем строго совпадает с моментом рассечения резцами 9 спирали 18, а конец паза может регулироваться смещением непрозрачного сектора, установленного на этом диске. Таким образом, передний фронт импульса (фиг. 2, позиция 1) соответствует моменту рассечения резцами 9 спирали 18.
При прохождении конца спирали мимо датчика 21 положения тире, который расположен на неподвижных направляющих элементах 20 на строго определенном расстоянии от места реза тире,, датчик 21 генерирует второй импульс напряжения (фиг. 2, позиция I-.})
Настраивая устройство для работы с выбранным типом спирали, непрозрачный сектор регулировочного диска 12 устанавливают таким образом,. чтобы задний фронт импульса датчика положения ножа (фиг. 2, положение I) совпадал с передним фронтом второго импульса (фиг. 2, положение И). При смещении места реза тире смещается положение конца спирали, что вызывает рассогласование совпадения переднего фронта импульса датчика 21 положения тире относительно заднего фронта импульса датчика 22 положения ножа, причем передний фронт импульса датчика 21 положения тире может быть задержан относительно заднего фронта импульса датчика 22 положения ножа, (фиг;2,положение 111) на время t:,, либо опережать его (фиг. 2, позиция IV) на время t. Блок управления 23 анализирует рассдгласование между фронтами указанных импульсов и при превышении этим рассогласованием установленной величины для заданного типа двигателя 17 заставляет его вращаться в нужную сторону.
Вращение двигателя 17 через дифференциальный механизм 14 воздействует на тяговый диск 15, ускоряя или замедляя его вращение и тем самым устраняя смещение места реза тире и рассогласование фронтов указанных импульсов .
Использование данного устройства при производстве тел накала электрических ламп накаливания позволяет увличить точность резки спиралей, а таже повысить производительность оборудования в 6 раз.
Ж
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для резки спиралей с тире для ламп накаливания | 1981 |
|
SU1062805A1 |
| Устройство для резки спиралей электрических ламп накаливания | 1985 |
|
SU1377935A1 |
| Устройство для резки спиралей электрических ламп накаливания | 1981 |
|
SU955287A1 |
| Устройство для резки спиралей электрических ламп накаливания | 1981 |
|
SU964790A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СПИРАЛЕЙ | 1990 |
|
RU2030021C1 |
| Автоматическая линия для изготовления гнутосварных дисков из пруткового материала | 1979 |
|
SU927465A1 |
| Автомат для изготовления спиралей овального сечения | 1987 |
|
SU1488080A1 |
| Автомат для изготовления плетеной металлической сетки | 1980 |
|
SU895579A1 |
| Устройство для автоматической подачи на барабан монтажного автомата спиралей ламп накаливания | 1978 |
|
SU746782A1 |
| Полуавтомат для изготовления многотраверсных цилиндрических сеток типа "беличьего колеса | 1973 |
|
SU720566A1 |
УСТРОЙСТВО ДЛЯ РЕЗКИ СПИРАЛЕЙ ЭЛЕКТРИЧЕСКИХ ЛАМП НАКАЛИВАНИЯ, содержащее корпус, электрический привод, механизм перемещения ножа, кинематически связанный с механизмом подачи спирали, и датчик положения тире, закрепленный на корпусе и электрически соединенный с первым входом блока управления, отличающеес я тем, что, с целью повышения быстродействия при увеличении точности резки, в кинематическую связь механизмов перемещения ножа и подачи спирали введен дифференциальный механизм с двумя последовательно включенными выходными звеньями, входное звено которого соединено с дополнительным электроприводом, электрически связанным с выходом блока управления, вто- § рой вход которого электрически соедк(Л нен с датчиком положения ножа, закрепленным на корпусе. со со со со о: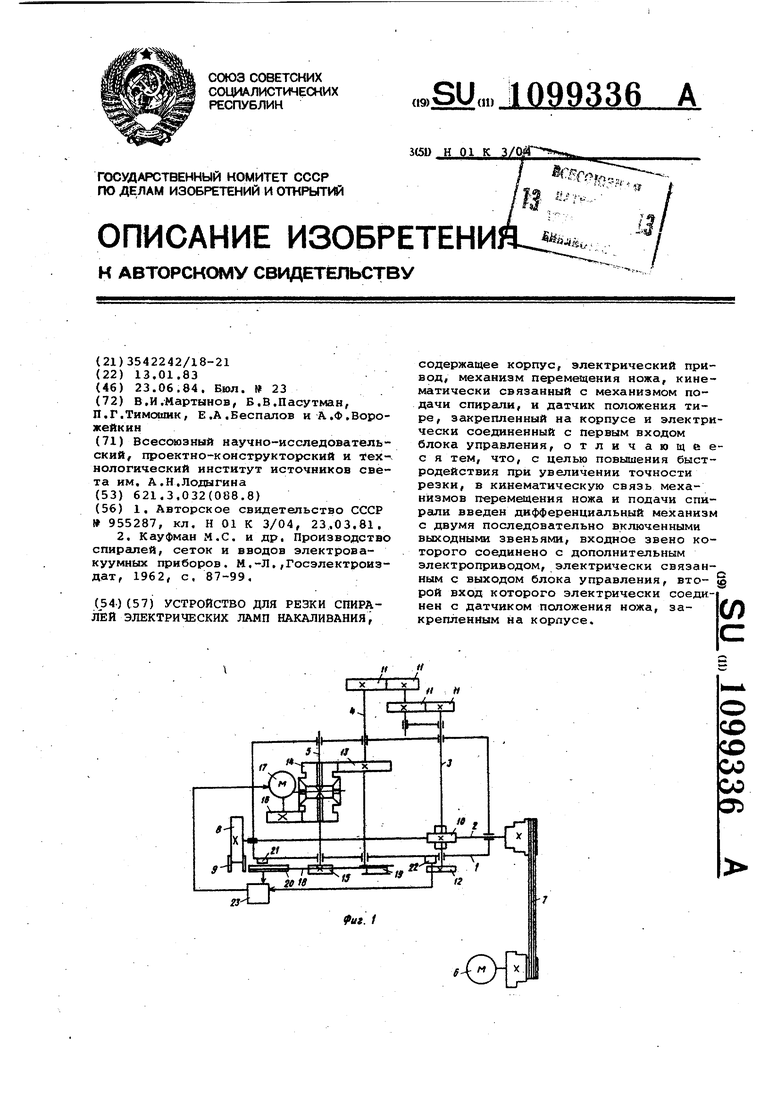
Фиг. 2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для резки спиралей электрических ламп накаливания | 1981 |
|
SU955287A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Кауфман М.С | |||
| и др | |||
| Производство спиралей, сеток и вводов электровакуумных приборов | |||
| М.-Л.,Гocэлeктpoиэдaт, 1962, с | |||
| Торфодобывающая машина с вращающимся измельчающим орудием | 1922 |
|
SU87A1 |
