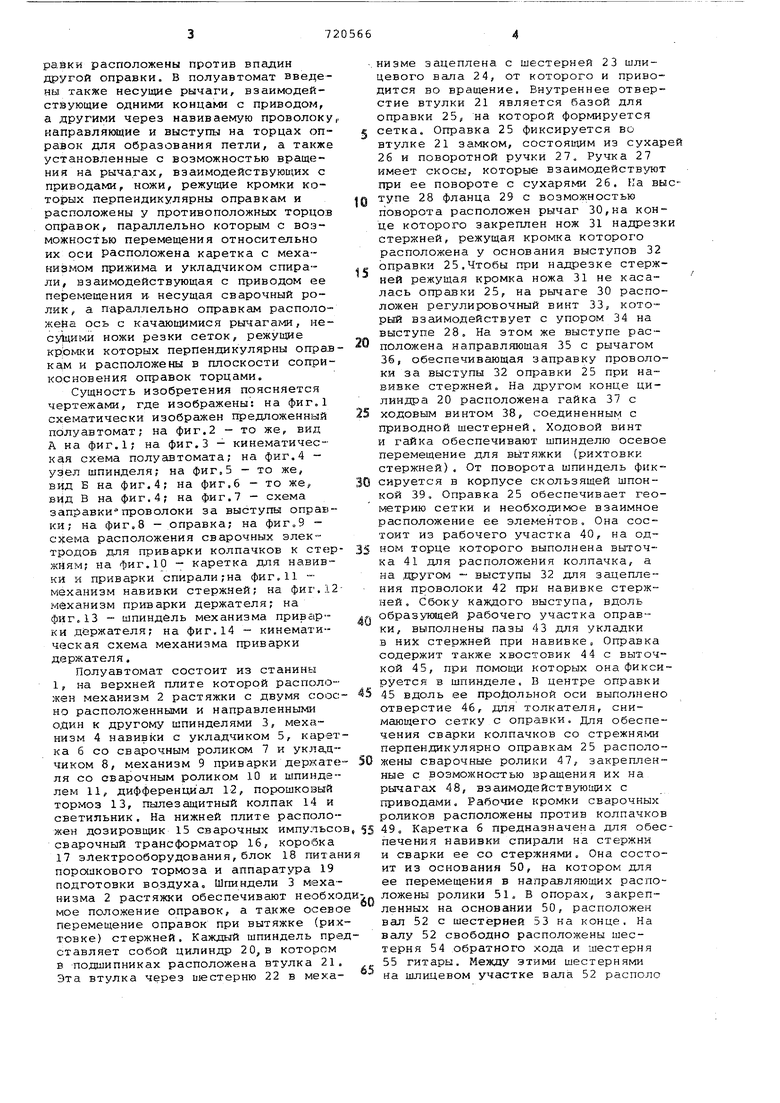
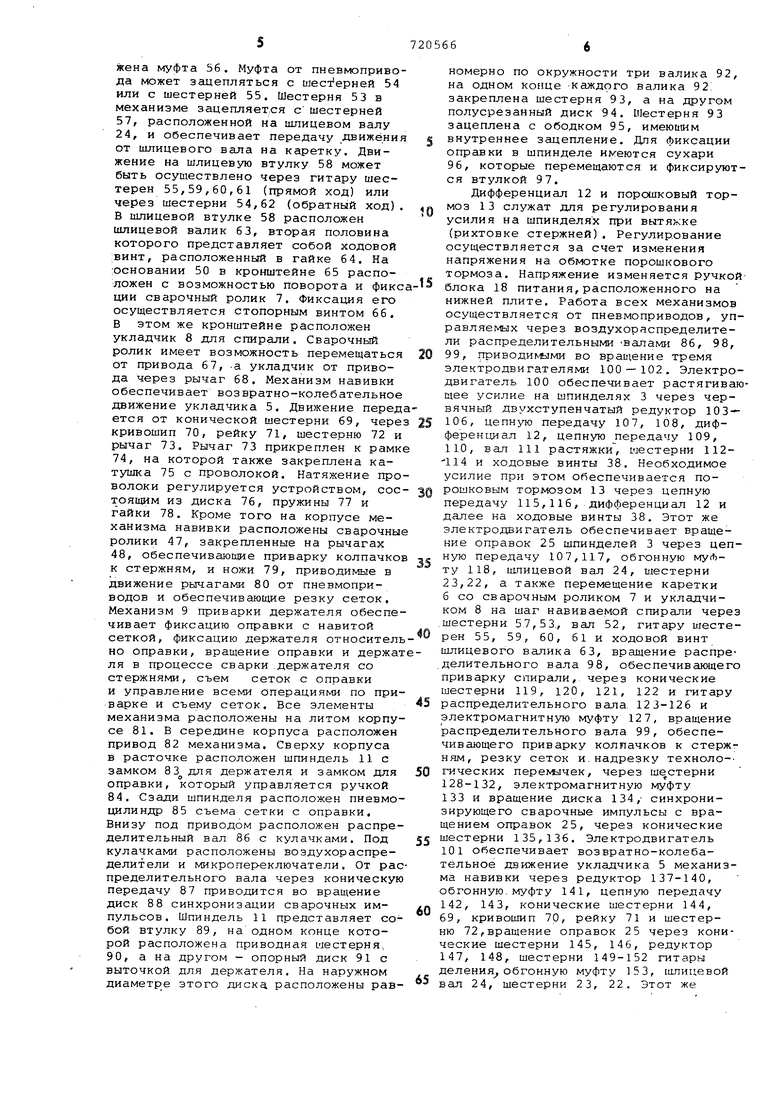
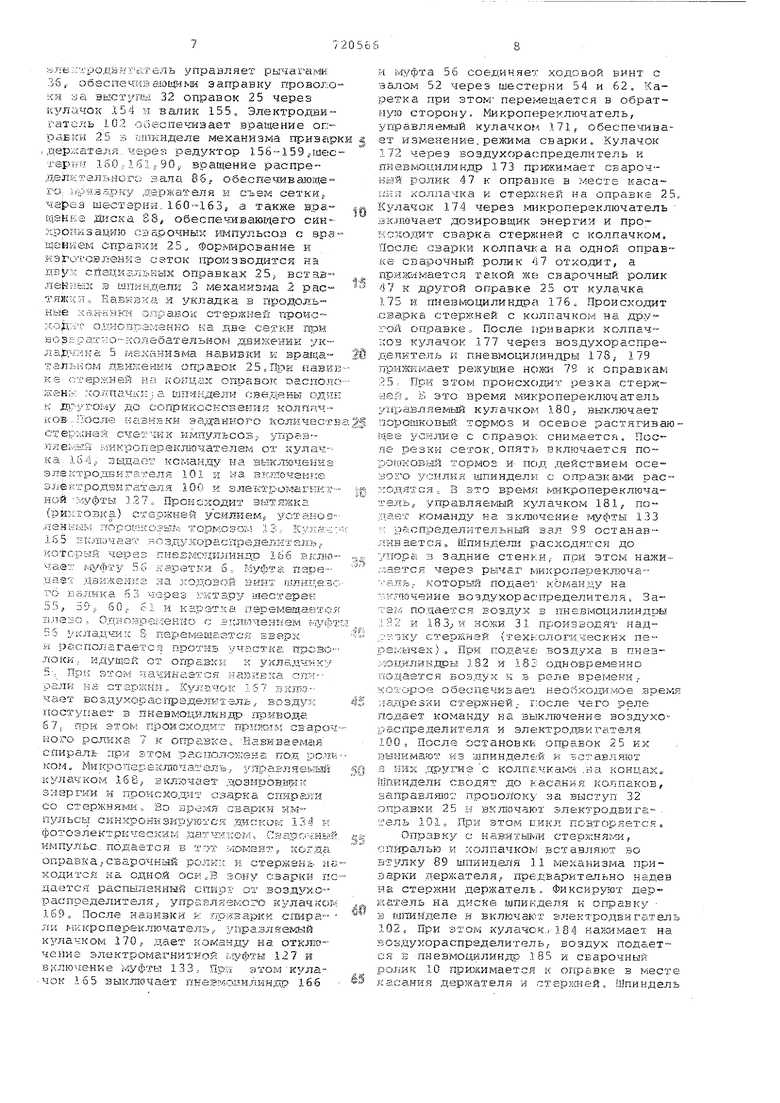
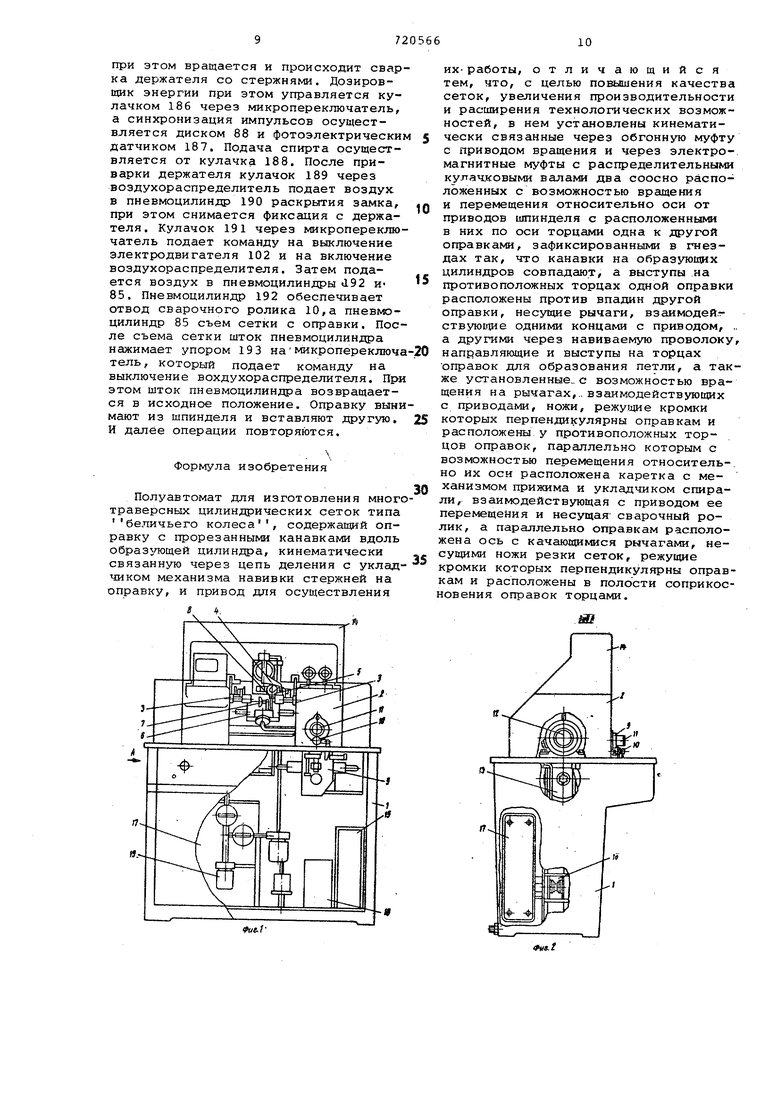
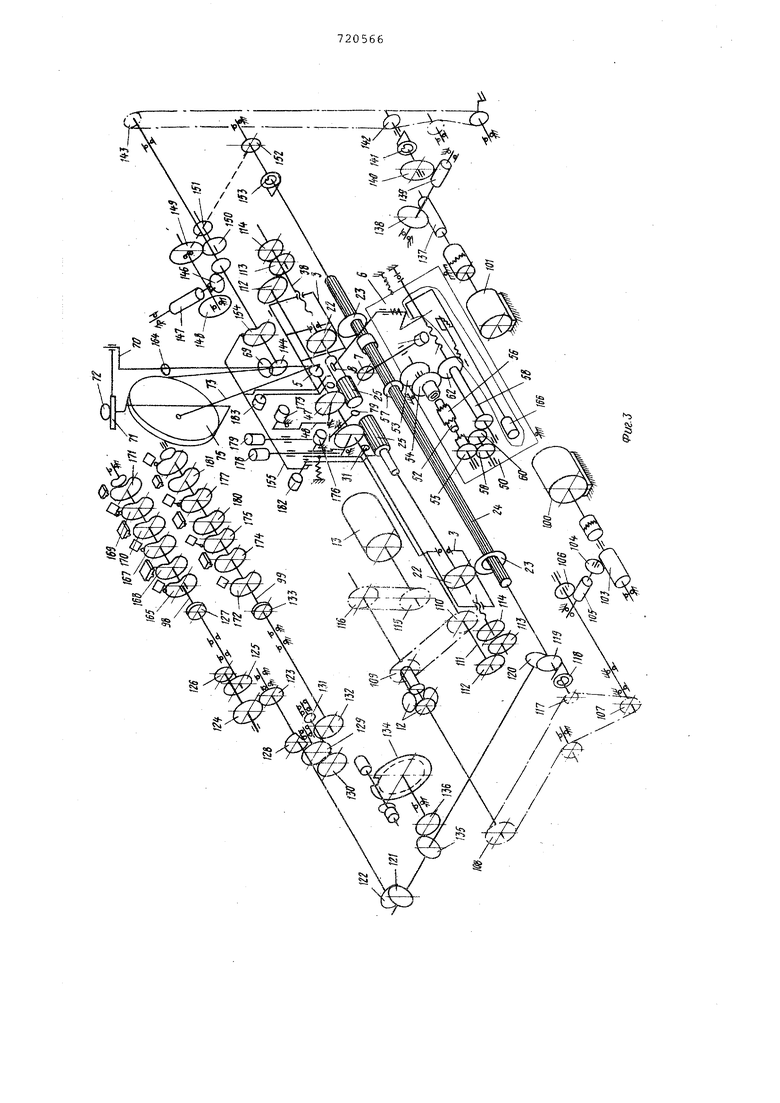
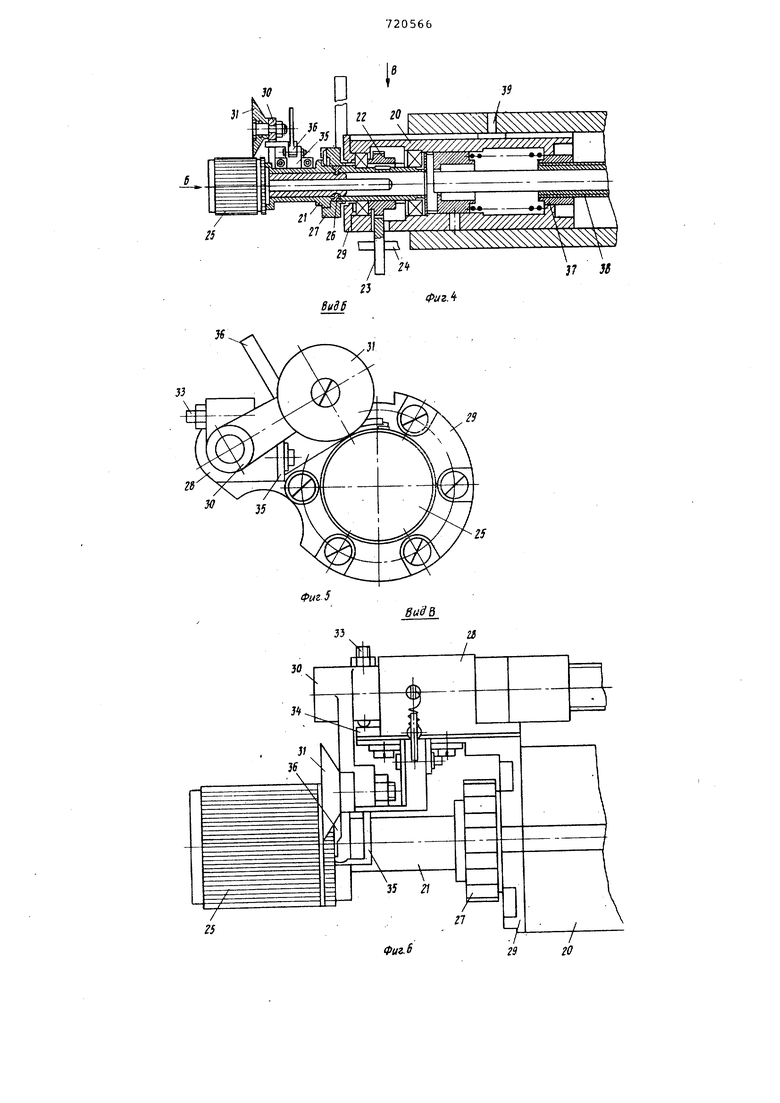
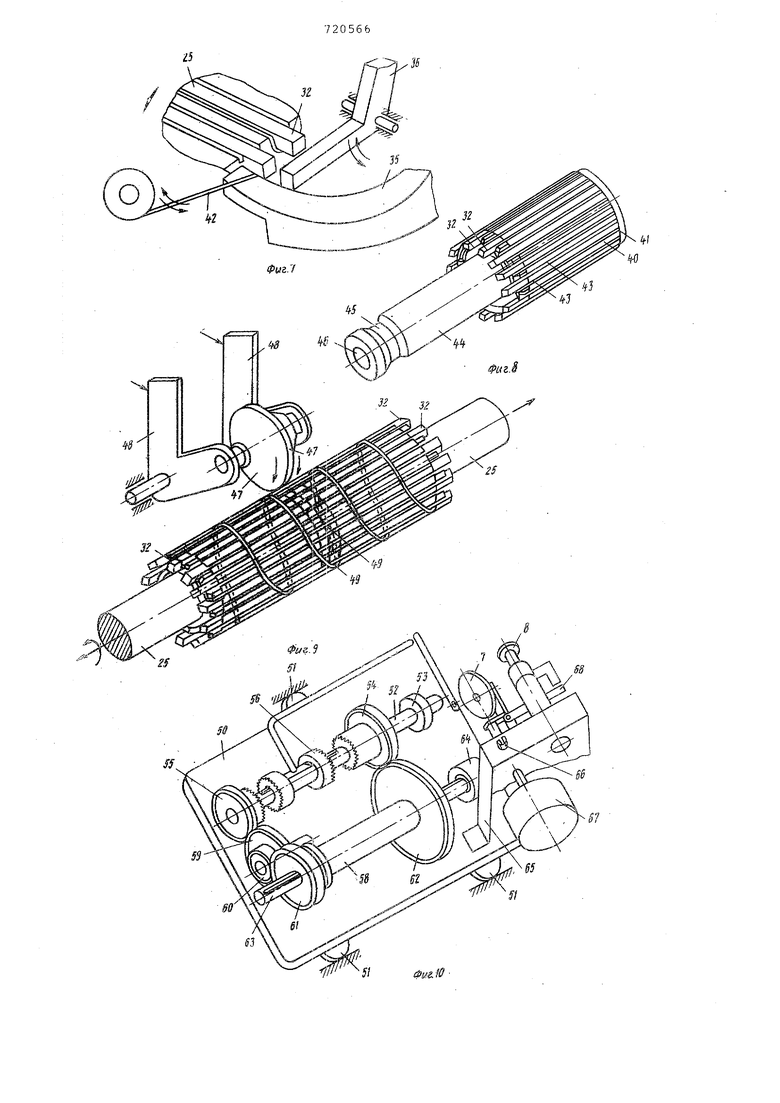
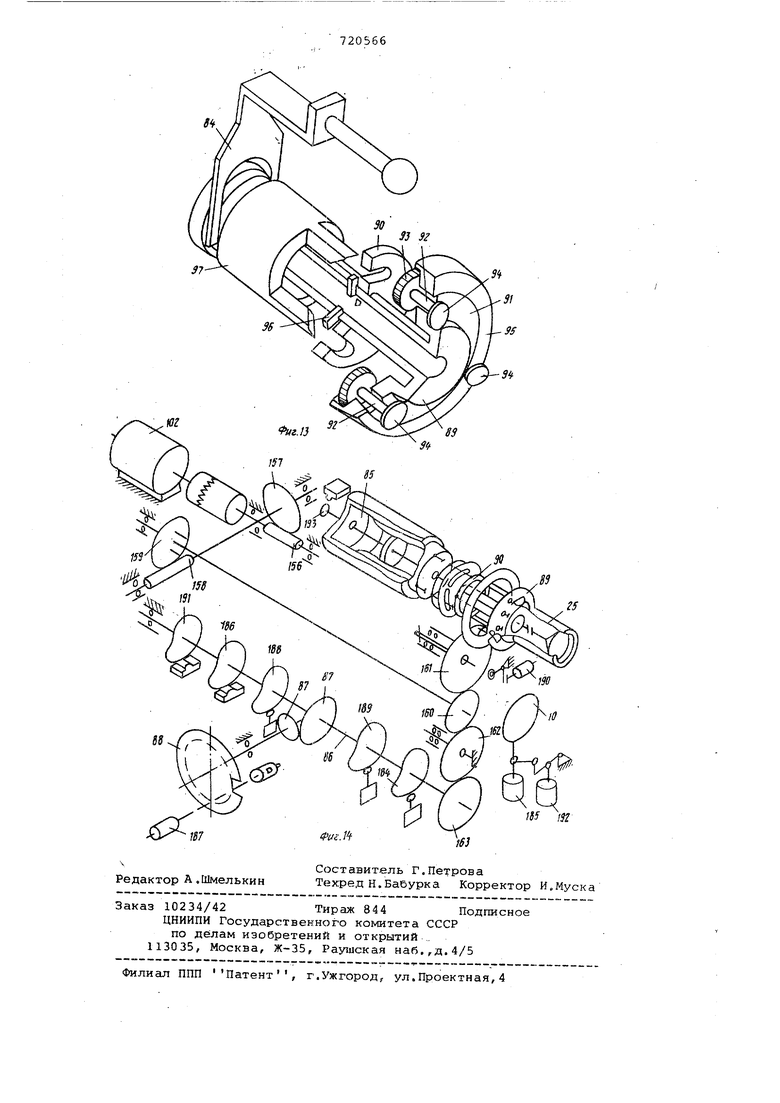
изобретение, касается электровакуумного машиностроения и может быть применено на предприятиях, изготавливающих электровакуумные приборы, в частности среднегенераторные лампы. Известно устройство для изготовле ния многотраверсных цилиндрических сеток типа беличьего колеса , COC тоящее из механизма навивки стержней с укладчиком/ совершающим вращательное движение относительно оправки в плоскости параллельной ее оси, оправки,«связанной через храповое колесо, собачку, кулачрк и шестерни с валом привода механизма навивки, а также привода, об/еепечивающего их работу. Механизм навивки на другом конце вала содержит кулачковое устройство, обеспечивающее ему возврат но-поступательное движение в направлении перпендикулярном плоскости навивки. Недостатком этого устройства явля ляется применение одной целой оправки, которая не позволяет осуществить вытяжку (рихтовку стержней), что при водит к значительному браку изготавл ваемых сеток, Применение одной целой оправки сужает технсЗлогические возможности устройства для изготовления сеток, так как уменьшается количество типоразмеров сеток возможных в изготовлении, а также увеличивает расход проволоки. Кроме того, отсутствие механизмов, обеспечивающих приварку колпачков, навивку и приварку спиралей или поясов, а также приварку держателя оставляет много немеханизированных операций по изготовлению сеток или требует других дополнительных устройств. Цель изобретения - повышение качества сеток, увеличение производительности и расширение технологических возможностей. Это достигается тем, что в предложенном полуавтомате установлены кинематически связанные через обгонную муфту с приводом вращения и через электромагнитные муфты с распределительными кулачковыми валами два соосно расположенных с возможностью вращения и перемещения относительно оси от приводов шпинделя с расположенными в них по оси торцами одна к .другой оправками, зафиксированными в гнездах так, что канавки на образующих цилиндров совпадаютр Выступы на противоположных торцах одной оправки расположены против впадин другой оправки, В полуавтомат ввецены также несущие рычаги, взаимодействующие одними концами с приводом, а другими через навиваемую проволоку направлякяцие и выступы на торцах оправок для образования петли, а также установленные с возможностью вращения на рычагах, взаимодействующих с приводами, ножи, режущие кромки которых перпендикулярны оправкам и расположены у противоположных торцов оправок, параллельно которым с возможностью перемещения относительно их оси расположена каретка с механизмом прижима и укладчиком спирали, взаимодействующая с приводом ее перемещения и- несущая сварочный ролик, а параллельно оправкам расположена ось с качаиощимися рычагами, несущими ножи резки сеток, режущие кромки которых перпендикулярны опрал кам и расположены в плоскости соприкосновения оправок торцами. Сущность изобретения поясняется чертежами, где изображены: на фигЛ схематически изображен предложенный полуавтомат; на фиг,2 - то же, вид А на фиг,1; на фиг.З - кинематическая схема полугштомата; на фиг,4 - узел шпинделя; на фиг.З - то же, вид Б на фиг,4; на фиг,6 то же, вид В на фиг,4 на фиг,7 - схема заправки проволоки за выступы оправки; на фиг.З - оправка; на фиг„9 схема расположения сварочных электродов для приварки колпачков к ст€;р жням; на фиг, 10 - каретка для навивки и приварки спирали;на фиг.11 механизм навивки стержней; на фи1,12 механизм приварки держателя на фиг. 13 - шпиндель механизма привс1р-ки держателя; на фиг.14 - кинематическая схема механизма приварки держателя. Полуавтомат состоит из станины 1, на верхней плите которой расположен механизм 2 растяжки с двумя соос но расположенными и направленным один к другому шпинделями 3, механизм 4 навивки с укладчиком 5, карет ка 6 со сварочным роликом 7 и укла,цчиком 8, механизм 9 приварки деркате ля со сварочным роликом 10 и шпинделем 11, дифференциал 12, порошковый тормоз 13, пылезащитный колпак 14 и светильник. На нижней плите расположен дозировщик 15 сварочных импульсо сварочный трансформатор 16, коробка 17 электрооборудования,блок 18 пита порошкового тормоза и аппаратура 19 подготовки во здуха. Шпиндели 3 меха низма 2 растяжки обеспечивают необхо мое положение оправок, а также осево перемещение оправок при вытяжке (ри товке) стержней. Каждый шпиндель пре ставляет собой цилиндр 20, в котором в подшипниках расположена втулка 21 Эта втулка через шестерню 22 в меха низме зацеплена с шестерней 23 шлицевого вала 24, от которого и приводится во вращение. Внутреннее отверстие втулки 21 является базой для оправки 25, на которой формируется сетка. Оправка 25 фиксируется во втулке 21 замком, состоящим из сухарей 26 и поворотной ручки 27 Ручка 27 имеет скосы, которые взаимодействуют при ее повороте с сухарями 26, На выступе 28 фланца 29 с возможностью поворота расположен рычаг 30,на конце которого закреплен нож 31 надрезки стержней, режущая кромка которого расположена у основания выступов 32 оправки 25,Чтобы при надрезке стержней режущая кромка ножа 31 не касалась оправки 25, на рычаге 30 расположен регулировочный винт 33, который взаимодействует с упором 34 на выступе 28. На этом же выступе расположена направляющая 35 с рычагом 36, обеспечивающая заправку проволоки за выступы 32 оправки 25 при навивке стержней. На другом конце цилиндра 20 расположена гайка 37 с ходовым винтом 38, соединенным с приводной шестерней. Ходовой винт и гайка обеспечивают шпинделю осевое перемещение для вытяжки (рихтовки стержней), От поворота шпиндель фиксируется в корпусе скользящей шпонкой 39, Оправка 25 обеспечивает гео «трию сетки и необходимое взаимное расположение ее элементов. Она состоит из рабочего участка 40, на одном торце которого выполнена выточка 41 для расположения колпачка, а на другом - выступы 32 для зацепления проволоки 42 при навивке стержней. Сбоку каждого выступа, вдоль образукнцей рабочего участка оправки, выполнены пазы 43 для укладки в них стержней при навивке, Оправка содержит также хвостовик 44 с выточкой 45, при помощи которых она фиксируется в шпинделе. В центре оправки 45 вдоль ее продольной оси выполнено отверстие 46, ,цля толкателя, снимающего сетку с оправки. Для обеспечения сварки колпачков со стрежнями перпендикулярно оправкам 25 расположены сварочные ролики 47, закрепленные с возможностью вращения их на рычагах 48, взаимодействующих с приводами. Рабочие кромки сварочных роликов расположены против колпачков 49 о Каретка 6 предназначена для обеспечения навивки спирали на стержни и сварки ее со стержнями. Она состоит из основания 50, на котором для ее перемещения в направляющих расположены ролики 51, В опорах, закрепленных на основании 50, расположен вал 52 с шестерней 53 на конце. На валу 52 свободно расположены шестерня 54 обратного хода и шестерня 55 гитары. Между этими шестернями на шлидевом участке аала 52 располо жена муфта 56. Муфта от пневмопривода может зацепляться с шестерней 54 или с шестерней 55. Шестерня 53 в механизме зацепляет.ся с шестерней 57, расположенной на шлицевом валу 24, и обеспечивает передачу движения от шлицевого вала на каретку. Движение на шлицевую втулку 58 может быть осуществлено через гитару шестерен 55,59,60,61 (прямой ход) или через шестерни 54,62 (обратный ход). В шлицевой втулке 58 расположен шлицевой валик 63, вторая половина которого представляет собой ходовой винт, расположенный в гайке 64. На :основании 50 в кронштейне 65 расположен с возможностью поворота и фикс ции сварочный ролик 7. Фиксация его осуществляется стопорным винтом 66. В этом же кронштейне расположен укладчик 8 для спирали. Сварочный ролик имеет возможность перемещаться от привода 67, -а укладчик от привода через рычаг 68. Механизм навивки обеспечивает возвратно-колебательное движение укладчика 5. Движение перед ется от конической шестерни 69, чере кривошип 70, рейку 71, шестерню 72 и рычаг 73. Рычаг 73 прикреплен к рамк 74, на которой также закреплена катушка 75 с проволокой. Натяжение про волоки регулируется устройством, сос тоящим из диска 76, пружины 77 и гайки 78. Кроме того на корпусе механизма навивки расположены сварочны ролики 47, закрепленные на рычагах 48, обеспечивающие приварку колпачко к стержням, и ножи 79, приводимые в движение рычагами 80 от пневмоприводов и обеспечивающие резку сеток. Механизм 9 приварки держателя обеспе чивает фиксацию оправки с навитой сеткой, фиксацию держателя относитель но оправки, вращение оправки и держат ля в процессе сварки держателя со стержнями, съем сеток с оправки и управление всеми операциями по при варке и съему сеток. Все элементы механизма расположены на литом корпусе 81. В середине корпуса расположен привод 82 механизма. Сверху корпуса в расточке расположен шпиндель 11 с замком 83 для держателя и замком для оправки, который управляется ручкой 84. Сзади шпинделя расположен пневмо цилиндр 85 съема сетки с оправки. Внизу под приводом расположен распределительный вал 86 с кулачками. Под кулачками расположены воздухораспределители и микропер-еключатели, От рас пределительного вала через коническую передачу 87 приводится во вращение диск 88 синхронизации сварочных импульсов. Шпиндель 11 представляет собой втулку 89, на одном конце которой расположена приводная шестерня, 90, а на другом - опорный диск 91 с выточкой для держателя. На наружном диаметре этого диска, расположены рав номерно по окружности три валика 92, на одном -каждого валика 92. закреплена шестерня 93, а на другом полусрезанный диск 94. Шестерня 93 зацеплена с ободком 95, имеюиим внутреннее зацепление. Для фиксации оправки в шпинделе имеются сухари 96, которые перемещаются и фиксируются втулкой 97. Дифференциал 12 и порошковый тормоз 13 служат для регулирования усилия на шпинделях при вытяхке (рихтовке стержней). Регулирование осуществляется за счет изменения напряжения на обмотке порошкового тормоза. Напряжение изменяется ручкойблока 18 питания,расположенного на нижней плите. Работа всех механизмов осуществляется от пневмоприводов, управляемых через воздухораспределители распределительными Валами 86, 98, 99, приводиьыми во вращение тремя электродвигателями 100 - 102. Электродвигатель 100 обеспечивает растягивающее усилие на шпинделях 3 через червячный двухступенчатый редуктор 103- 106, цепную передачу 107, 108, дифференциал 12, цепную передачу 109, 110, вал 111 растяжки, шестерни 112114 и ходовые винты 38. Необходимое усилие при этом обеспечивается порошковым тормозом 13 через цепную передачу 115,116, дифференциал 12 и далее на ходовые винты 38. Этот же электродвигатель обеспечивает вращение оправок 25 шпинделей 3 через цепную передачу 107,117, обгонную мугьту 118, шлицевой вал 24, шестерни 23,22, а также перемещение каретки 6 со сварочным роликом 7 и укладчиком 8 на шаг навиваемой спирали через шестерни 57,53,, вал 52, гитару шестерен 55, 59, 60, 61 и ходовой винт шлицевого валика 63, вращение распределительного вала 98, обеспечивающего приварку спирали,, через конические шестерни 119, 120, 121, 122 и гитару распределительного вала, 123-126 и электромагнитную муфту 127, вращение распределительного вала 99, обеспечивающего приварку колпачков к стержг ням, резку сеток и,надрезку техноло-гических перекычек, через шестерни 128-132, электромагнитную муфту 133 и вращение диска 134,- синхронизирующего сварочные импульсы с вращением оправок 25, через конические шестерни 135,136. Электродвигатель 101 обеспечивает возвратно-колебательное движение укладчика 5 механизма навивки через редуктор 137-140, обгонную, муфту 141, цепную передачу 142, 143, конические шестерни 144, 69, кривошип 70, рейку 71 и шестерню 72,вращение оправок 25 через конические шестерни 145, 146, редуктор 147, 148, шестерни 149-152 гитары деления обгонную муфту 153, шпицевой вал 24, шестерни 23, 22. Этот же
иле:- родаHi ciTель управляет рычагами: 36 f обеспечив заправку ггроволохи аа знступы 32 оправок 25 через кулачок 154 и валик 155 Электродвигатель 1U2 осЬзспечизает вращение оправки 25 3 ипшнделе механизма приварки ,держателя,чарез редуктор 156-159 лиесаернч ,90,, вращение распреобеспечив ающе
зала
го. ь:рив-4 ку держателя и съем сетки,: через шест арки. 160-163, а также вра, тдайке Диска 88, обеспечивающего синкроиизацию оэарочных импульсоа с вращением справки 25J Формирование и кэгот.свлениз саток производится на BBvv специйльных оправках 25f вставлекнйх э ыпнндели 3 механизма 2 рас™ тял;к: т„ Кавквка и укладка з продольные кан-авки оправок стержней пройс- ход:я;г оддновраменко ка две сетки щри воз рал-;о-колебательном движении укладчлка 5 механизма навивки к зрахцатальком ДЕ иксе НИИ оправок 25 Прн пазккке стержней на концах оправогс паспо.ло женк голпачк1;; а ишчкдеик сведены одаи к другому до соприкссновекня колп;1чков-,;1осле кавиЕКК за хйнкого количеств стерл;наи импульсов, управ-ляе;1йга микропереключателем от кулач-ка 16и.; зыдаот команду на зкключеккз электродвигателя 101 и ва вкяочанке 31 ектродвыгателя 100 и злектромагкктной Т.-УФТЫ 27. Происходит внтяжка (рихтовка) стержней уснлиемг устакоз
леН;-;М 5 ПОрОШКОЭЫГ,/ ТОПКОЗУМ 13- Kv:r:..ioS включает яоздухораспределителззг
куй
nsjse-на кодовой винт ерез гитару шестара -;
д1) оУ;. 60, 61 и карэтка паремещаетс; lijie i o,., ОпноБременно с B ijnn ieHi-vsjvi 55 укладчи;{ 8 перемещается вверх и располагаете;э против участке, np;;:B( локк; идущей от onpaBXis к укладч Ку 5, При этом начинается навивка сшт-ралк на стержни,. Кулачок 16 воздухораспределитель, возду ;: поступает в пкевмоцилиьз.цр ггривода 67, при этом происходит прижим сварочкого ролика 7 к оправке,, Навиваемгш спираль при этом расположена под ком. Микроперекл очатель, управляе щй кулачком 168,,, включает дозиров.шп.с энергии ц происко щл сзарка спира ти со стержнями. Во ире-«8и сварки импульсы синхронизируются дискок 134 и фотоэлектрическим датчнксгд,, импульс., подается в тот .момент, когда оправка,сварочный ролки и стержень находитсй на одной осИоВ зону сварки подается распыленный спирт от зоздуи.о-распределителя, упразляекого кулачггс к 169. После навивки к Г1риваркк с пир а- ил iикpoпepeключaтeль, упразляемкй кулачком 170 г дает команду на отключение электромагнитной итуфты 127 и включение муфти 133, При этомкулачок 165 вык, пнеэмонилиндр 166
и г.гуфта 56 соединяет ходовой винт с залом 52 через шестерни 54 и 62. Каретка при ЭТОМ перемещается в обратную сторону. Микропереключатель, управляемый кулачком 171 обеспечивает изменегг ке. режима сварки. Кулачок 172 через воздухораспределитель и пневмоцилиндр 173 прижимает сварочвый ролик 47 к оправке в месте касапкя колпачка к стерхскей на оправке 25 Кулачок 174 через мшропереключатель вк,11юча.ет дозировщик энергии и пронс5со;о7лт сварка стержней с колпачко, После сзарки колпачка на одной оправке сварочный ролик 47 отходит, а прийсамается такой же сварочный ролик 47 к другой оправке 25 от кулачка 175 и пневмоцилин,цра 176 Происходит -сварка стержней с колпачком на другой оправке с. После приварки колпачкоз кулачок 177 через воздухораспре™ ..пь н пневмоци.линдры 178 179 пр.ижимает режушже ножи 79 к оправкам 25,- При этом происходит резка стержяей, В это время микропереключатель управляемый кулачком 180. выключает поротиковьШ тормоз и осевое растягиваюгдее усилие с справок снимается. После резки сеток.опять включается порошковый тормоз и- под действием осевого усилия шпиндели с оправками рас одятся -; В это время мз-1 сропереключатель,- угфавляемый кулачком 181, подает команду на включение муфты 133 : распределительный вал S9 останав-ливается, Шп,иклели расходятся до упора 3 задние стенки г при этогч нажи-;:;,ается через рычаг микропереключа™ .ель;- который подает команду ка тк сючение воздухораспределителя. Затем по.цается воздух в пневмоцилиндры i.2 и 183 и 31 производят над:-1-;аку стерйней (техкологи.ческих перег/:ычек) „ При подач-е.; воз.цуха в пнев;-Ж5диликдры 182 и 183 одновременно подается воздух к в реле времени.. которое об-еспечивае1 необ.ходимое врем ; ау:1резки стержней г;осле чего реле по.дает команду на выключение воздухораспределителя и электродвигателя 100, После остановки оправок 25 их вынимают из шпинделей к вставляют в них друзтие с колпачками ,на концах шпиндели сводят до касания ко-ппс1ков, заправлшот проволоку за выступ 32 оправки 25 и включают э,лектродвига . тель 101 о При этом цикл повторяется«
Оправку с навитыми стер;«нями, спгтралью и колпачком вставляют во втулку 89 шпинделя 11 механизма приварки держателя,, предварительно надев на держатель,. Фиксируют деркатель на диске шпинделя и оправку в шпинде.ле и вк,лючак т электродвигател 102с При этом кулачок., 184 нажимает на воздухораспределитель, воздух подается в пнезмоцилиндр 185 и сварочный РО-лик 10 прижимается к оправке в глест касания держате-ля и стерлдаей. Шпиндел при этом вращается и происходит свар ка держателя со стержнями. Дозировщик энергии при этом управляется кулачком 186 через микропереключатель, а синхронизация импульсов осуществляется диском 88 и фотоэ лектрически датчиком 187, Подача спирта осуществляется от кулачка 188. После приварки держателя кулачок 189 через воздухораспределитель подает воздух в пневмоцилиндр 190 раскрытия замка, при этом снимается фиксация с держателя. Кулачок 191 через микропереклю чатель подает команду на выключение электродвигателя 102 и на включение воздухораспределителя. Затем подается воздух в пневмоцилиндры «192 и85. Пневмоцилиндр 192 обеспечивает отвод сварочного ролика 10,а пневмоцилиндр 85 съем сетки с оправки. Пос ле съема сетки шток пневмоцилиндра нажимает упором 193 намикропереключ тель, который подает команду на выключение вохдухораспределителя. Пр этом шток пневмоцилиндра возвращается в исходное положение. Оправку вын мают из шпинделя и вставляют другую, И далее операции повторяются. Формула изобретения Полуавтомат для изготовления мног траверсных цилиндрических сеток типа беличьего колеса , содержащий оправку с прорезанными канавками вдоль образ пощей цилиндра, кинематически связанную через цепь деления с уклад чиком механизма навивки стержней на оправку, и привод для осуществления их- работы, отличающийся тем, что, с целью повышения качества сеток, увеличения производительности и расширения технологических возможностей, в нем установлены кинематически связанные через обгонную муфту с приводом вращения и через электромагнитные муфты с распределительными кулачковыми валами два соосно расположенных с возможностью вращения и перемещения относительно оси от приводов шпинделя с расположенными в них по оси торцами одна к другой оправками, зафиксированными в гнездах так, что канавки на образующих цилиндров совпадают, а выступы на противоположных торцах одной оправки расположены против впадин другой оправки, несущие рычаги, взаимодей.гствующие одними концами с приводом, .. а другими через навиваемую проволоку, направляющие и выступы на торцах оправок для образования петли, а также установленные., с возможностью вращения на рычагах,., взаимодействующих с приводами, ножи, режутдие кромки которых перпендикулярны оправкам и расположены у противоположных торцов оправок, параллельно которым с возможностью перемещения относитель-. но их оси расположена каретка с механизмом прижима и укладчиком спирали, взаимодействующая с приводом ее перемещения и несущая- сварочный ролик, а параллельно оправкам расположена ось с качающимися рычагами, несущими ножи резки сеток, режущие кромки которых перпендикулярны оправкам и расположены в полости соприкосновения оправок торцами.
j;
Л
Видб
28
30
ФигЛ
29
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления многотраверсных цилиндрических сеток типа беличьего колеса | 1973 |
|
SU495967A1 |
| Способ изготовления многотраверсных цилиндрических сеток и устройство для его осуществления | 1990 |
|
SU1704186A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОТРАВЕРСНЫХ ЦИЛИНДРИЧЕСКИХ СЕТОК ТИПА БЕЛИЧЬЕГО КОЛЕСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1986 |
|
SU1452389A1 |
| МЕХАНИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ РАМОЧНЫХ СЕТОК | 1969 |
|
SU234531A1 |
| Способ изготовления многотраверсных цилиндрических сеток типа "беличье колесо" | 1974 |
|
SU570124A1 |
| УСТРОЙСТВО для ФОРМОВКИ МАГНИТОПРОВОДОВ'-ПЛТЕЯТКО" ? лICII | 1970 |
|
SU270058A1 |
| Приспособление для навивки пружин к токарному станку | 1988 |
|
SU1639849A1 |
| Автомат для изготовления плоских спиральных пружин | 1975 |
|
SU534286A1 |
| Устройство для сварки | 1978 |
|
SU816731A1 |
| Станок для горячей навивки пружин | 1989 |
|
SU1667999A1 |

33
. л
1
V
А
Т
25
г
птп
П
/
го
23 Я фиг.10
Фиг. i2
S3
St
