Изобретение относится к электротехнической промышленности и может быть использовано для изготовления спиралей с тире при производстве электроламп.
Известно устройство для изготовления спиралей [1], содержащее привод, состоящий из электродвигателя и ременной передачи, шпиндель с установленными на нем навивочной головкой, состоящей из корпуса, шпули, дюзы, обводных роликов, механизма подачи керна и механизма приема спирали, а также механизм ускоренного протягивания керна в момент образования тире.
Недостатком этого устройства является то, что скорость его работы ограничена, так как нет надежного останова, а тире получается в виде витка с увеличенным шагом. Все это снижает производительность и не обеспечивает качества спиралей.
Известно устройство для изготовления спиралей [2], выбранное в качестве прототипа, которое содержит станину, на которой установлен привод, состоящий из электродвигателя и ременной передачи, шпиндель с установленной на нем электромагнитной муфтой тормоза в виде электромагнита с колодками, навивочной головки, состоящей из корпуса, на котором имеется ось со шпулей, дюзы, обводных роликов, механизм подачи керна, механизм приема спирали, выполненный в виде фрикциона, регулируемый от пружины, механизм прямого пропуска, неподвижно закрепленный под дюзой.
Недостатком данного устройства является низкая производительность из-за невозможности четкого и быстрого останова шпинделя, так как колодочные тормоза не обеспечивают этого, что ведет к необходимости снижения его рабочей скорости. Нечеткий останов ведет к разбросу числа витков в спиралях.
Данное устройство является односкоростным и малопроизводительным.
Целью изобретения является повышение производительности и качества спиралей.
Поставленная цель достигается тем, что устройство для изготовления спиралей, содержащее шпиндель, навивочную головку с механизмом вращения и механизмом останова, механизм подачи керна, механизм приема спирали, механизм прямого пропуска, механизм раскладки спиралей и механизм контроля обрыва проволоки, дополнительно содержит две соосно установленные электромагнитные муфты, одна из которых установлена соосно со шпинделем с возможностью осевого перемещения в механизме вращения навивочной головки, другая - в механизме останова, а механизм вращения навивочной головки снабжен первичным валом. Кроме того, указанные механизмы снабжены блоками управления, где блок управления образованием спирали и тире соединен с датчиком частоты вращения шпинделя, с указанными электромагнитными муфтами и блоком индикации, а датчик частоты вращения первичного вала подключен к блоку управления образованием спирали и тире и блоку управления приводом и механизмом прямого пропуска.
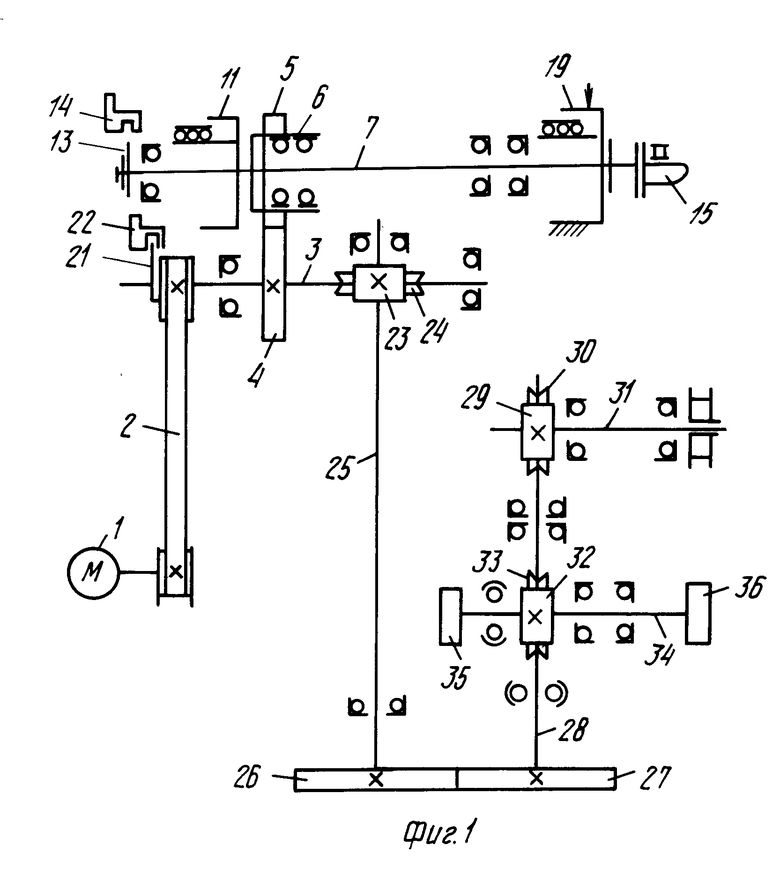
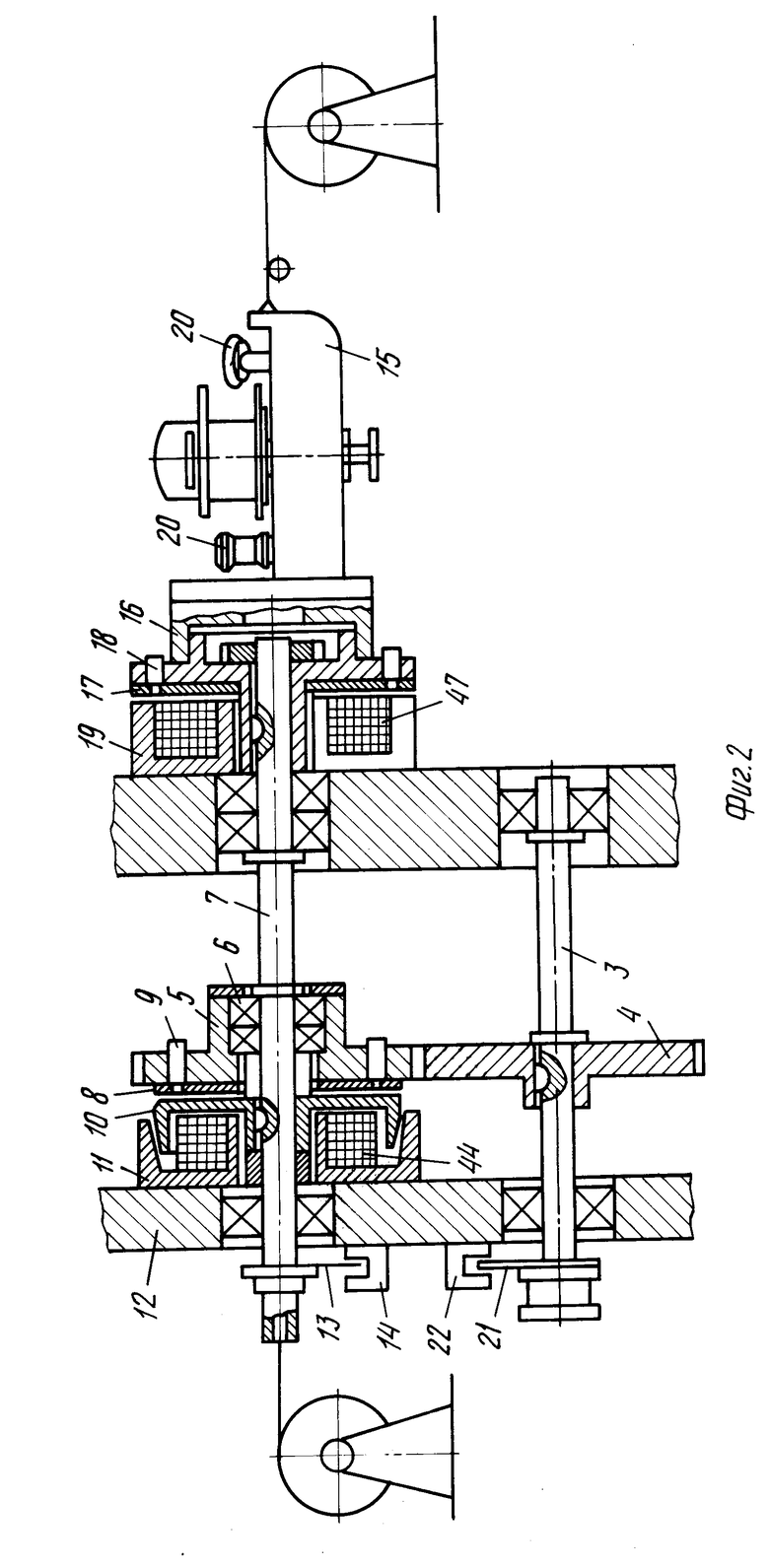
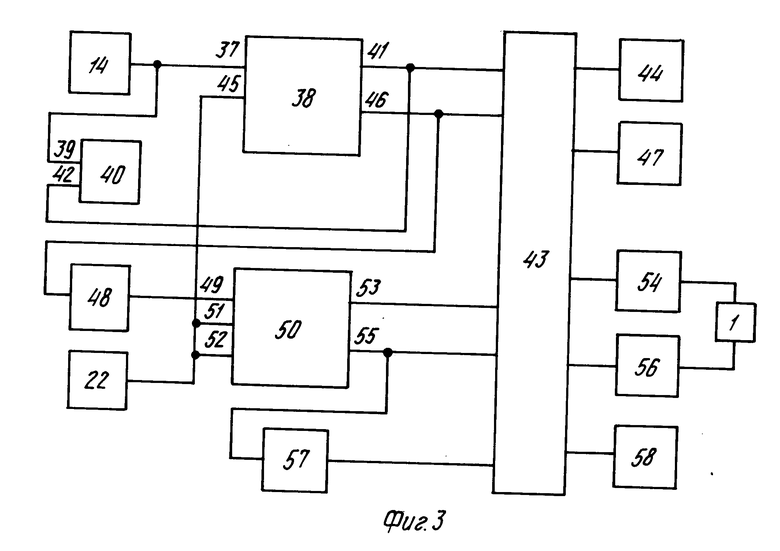
На фиг. 1 дана кинематическая схема устройства; на фиг. 2 - конструкция шпинделя с приводом; на фиг. 3 - блок-схема управления.
Устройство содержит привод, состоящий из электродвигателя 1, ременной передачи 2, ведомый шкив которой установлен на первичном валу 3, кинематически соединенном при помощи зубчатого колеса 4 и зубчатого колеса 5, установленного на подшипниках 6 со шпинделем 7, при этом в корпусе зубчатого колеса 5 установлен диск 8 привода посредством штифтов 9 с возможностью осевого перемещения и контактирования с жестко закрепленным на шпинделе 7 ярмом 10 электромагнитной муфты 11 привода навивки спирали, закрепленной на корпусе устройства 12. Кроме того, на шпинделе 7 жестко установлен сектор 13 с возможностью перекрытия излучения датчика частоты вращения шпинделя 14. На другом конце шпинделя 7 установлена навивочная головка 15, корпус 16 которой жестко закреплен на шпинделе 7 и содержит диск тормоза 17, установленный на штифтах 18 с возможностью осевого перемещения и контактирования с корпусом 19 электромагнитной муфты тормоза, жестко закрепленной на корпусе устройства 12.
На навивочной головке 15 установлены два обводных ролика. На первичном валу жестко установлен второй сектор 21 с возможностью перекрытия излучения датчика 22 частоты вращения первичного вала и червяк 23, входящий в зацепление с червячным колесом 24, установленным на промежуточном валу 25, который через зубчатые колеса 26 и 27 кинематически связан с выходным валом 28 и через червяк 29 с червячным колесом 30, установленным на валу 31 механизма приема спирали. Кроме того, выходной вал 28 через второй червяк 32 и второе червячное колесо 33 кинематически связан с валом 34 привода тяговых дисков 35 и 36. На корпусе устройства 12 установлен механизм подачи керна.
Блок-схема устройства содержит датчик частоты вращения шпинделя 14, подключенный к первому входу 37 блока 38 управления образованием спиралей и тире и первому входу 39 блока 40 индикации, а первый выход 41 блока 38 управления образованием спиралей и тире подключен к второму входу 42 блока 40 индикации и через блок 43 усилителей подключен к обмотке 44 электромагнитной муфты 11 привода навивки спирали. Датчик 22 частоты вращения первичного вала подключен к второму входу 45 блока 38 управления образованием спиралей и тире, второй выход 46 которого подключен через блок 43 усилителей к обмотке 47 электромагнитной муфты тормоза и входу элемента 48 времени, выход которого подключен к первому входу 49 блока 50 управления приводом и механизмом прямого пропуска. Кроме того, датчик 22 частоты вращения первичного вала подключен к второму 51 и третьему 52 входам блока 50 управления приводом и механизмом прямого пропуска, первый выход 53 которого через блок 43 усилителей и первый контактор 54 пониженной скорости подключен к электродвигателю 1, а второй выход 55 блока 50 управления приводом и механизмом прямого пропуска подключен через блок 43 усилителей и второй контактор 56 повышенной скорости к электродвигателю 1. Кроме того, второй выход 55 блока 50 управления приводом и механизмом прямого пропуска 50 подключен к входу элемента 57 времени, выход которого через блок 43 усилителей подключен к обмотке 58 электромагнита механизма прямого пропуска.
Блок-схема устройства может быть выполнена на любой из существующих элементных баз.
Устройство работает следующим образом.
Электродвигатель 1 посредством ременной передачи 2 вращает первичный вал 3, а через зубчатое колесо 5, установленное на подшипнике 6, вращает шпиндель 7, а также через червяк 23, червячное колесо 24, промежуточный вал 25, зубчатые колеса 26 и 27 вращает выходной вал 28. Этот вал посредством червяка 29, червячного колеса 30 вращает вал 31 механизма приема спирали, а посредством второго червяка 32 и второго червячного колеса 33 вращает вал 34 привода тяговых дисков 35 и 36.
Навивка спирали осуществляется следующим образом.
При подаче напряжения на обмотку 44 электромагнитной муфты 11 привода навивки спирали, диск привода 8 притягивается к ярму 10, передавая вращение зубчатого колеса 5 через штифты 9, диск привода 8, ярмо 10 шпинделю 7. Шпиндель 7 вращает навивочную головку 15 совместно со шпулей вокруг оси, которая геометрически совпадает с осью керна, навивая вольфрам на керн. Останов навивочной головки 15 для образования тире происходит путем подачи напряжения на обмотку 47 электромагнитной муфты тормоза и одновременного снятия напряжения с обмотки 44 электромагнитной муфты 11 привода. При этом диск тормоза 17 притягивается к корпусу 19 электромагнитной муфты, прекращая вращение навивочной головки 15.
С датчика частоты вращения шпинделя 14 счетные импульсы поступают на блок 38 управления образованием спирали и тире и на блок 40 индикации, который отображает число выполненных витков спирали, сохраняя поступившую информацию на время выполнения тире. В блоке 38 управления образованием спирали и тире происходит отсчет заданного числа витков и вырабатывается импульс окончания формирования спирали, благодаря которому блок 38 управления образованием спирали и тире закрывается для приема счетных импульсов.
Сигнал окончания счета витков также поступает на вход элемента 48 времени, запуская его, и этот же сигнал, усиленный блоком 43 усилителей, поступает на обмотку 47 электромагнитной муфты тормоза, которая останавливает вращение шпинделя 7. Одновременно сигнал с первого выхода 41 блока 38 управления образованием спирали и тире, усиленный блоком 43 усилителей, поступает на обмотку 44 электромагнитной муфты 11 привода, отключая ее. Электромагнитная муфта 11 привода включается в момент включения питающего напряжения. Таким образом устройство осуществляет навивку заданного числа витков.
Образование тире осуществляется следующим образом.
С датчика 22 частоты вращения первичного вала счетные импульсы поступают на второй вход 45 блока 38 управления образованием спирали и тире, который производит отсчет заданного числа витков, соответствующего длине тире. Сигнал через первый выход 41 блока 38 управления образованием спирали и тире и через его второй выход 46 включает электромагнитную муфту 11 привода, одновременно отключая электромагнитную муфту тормоза (обесточивая обмотку 47).
Одновременно с окончанием образования тире сигнал с первого выхода 41 блока 38 управления образованием спирали и тире оказывает запрещающее действие для прохождения счетных импульсов образования тире и сбрасывает информацию в блоке 40 индикации через его второй вход 42, подготавливая его к счету витков следующей спирали.
Устройство выполняет тире, начало спирали и конец спирали на одной скорости, а большую часть витков спирали - на повышенной скорости, что повышает качество спирали. Это осуществляется следующим образом. Импульсы с датчика 22 частоты вращения первичного вала поступают на первый вход 49 блока 50 управления приводом и механизмом прямого пропуска, где происходит отсчет начальных заданных витков спирали, и выработанный импульс окончания формирования начала спирали через второй выход 55 блока 50 управления приводом и механизмом прямого пропуска, усиленный блоком 43 усилителей, поступает на второй контактор 56, переключая двигатель 1 на повышенную скорость. Этот же сигнал с первого выхода 53 блока 50 управления приводом и механизмом прямого пропуска оказывает разрешающее действие на прохождение счетных импульсов с датчика 22 частоты вращения первичного вала на вход 52 блока 50 управления приводом и механизмом прямого пропуска, который отсчитывает число витков, выполненных на повышенной скорости, вырабатывается импульс окончания навивки спирали на повышенной скорости, который через первый выход 53, блок 43 усилителей, контактор 54 переключает двигатель 1 с повышенной скорости.
Для образования качественного тире с второго выхода 55 блока 50 управления приводом и механизмом прямого пропуска управляется механизм прямого пропуска через элемент 57 времени и блок 43 усилителей, включающий и выключающий обмотку 58 электромагнита механизма прямого пропуска.
| название | год | авторы | номер документа |
|---|---|---|---|
| Навивочная головка к машине спирализации для изготовления спиралей с тире | 1978 |
|
SU733815A1 |
| Устройство для изготовления спиральных тел накала с тире для электрических ламп | 1990 |
|
SU1725292A1 |
| Устройство для автоматического управления силовыми узлами резьбонакатного станка | 1992 |
|
SU1831403A3 |
| Машина для навивки спиралей | 1961 |
|
SU145209A1 |
| Автомат для изготовления спиралей овального сечения | 1987 |
|
SU1488080A1 |
| Устройство для контроля наличия и положения контактной пластинки на позиции стеклозаливочного автомата для цоколей ламп накаливания | 1990 |
|
SU1802888A3 |
| Автомат для изготовления плоских спиральных пружин | 1975 |
|
SU534286A1 |
| Навивочное устройство автомата для изготовления спиральных пружин | 1977 |
|
SU657894A1 |
| Устройство для навивки прецизионных спиралей | 1989 |
|
SU1834737A3 |
| ЗАЖИГАЮЩЕЕ УСТРОЙСТВО ДЛЯ ГАЗОРАЗРЯДНЫХ ЛАМП | 1996 |
|
RU2120705C1 |
Использование: в производстве электроламп для изготовления спиралей с тире. Сущность изобретения: устройство содержит шпиндель, навивочную головку с механизмом вращения и механизмом останова, механизм подачи керна, механизм приема спирали, механизм прямого пропуска, механизм раскладки спиралей, механизм контроля обрыва проволоки и привод указанных механизмов. Все механизмы снабжены блоками управления. Установлен блок индикации числа витков спирали. Процесс навивки спирали автоматизирован, в результате повышается производительность и качество спиралей. 1 з.п. ф-лы, 3 ил.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Бродский С.И | |||
| Оборудование для навивания спиралей в электровакуумном производстве | |||
| М., Машиностроение, 1975, с.38, рис.28. | |||
