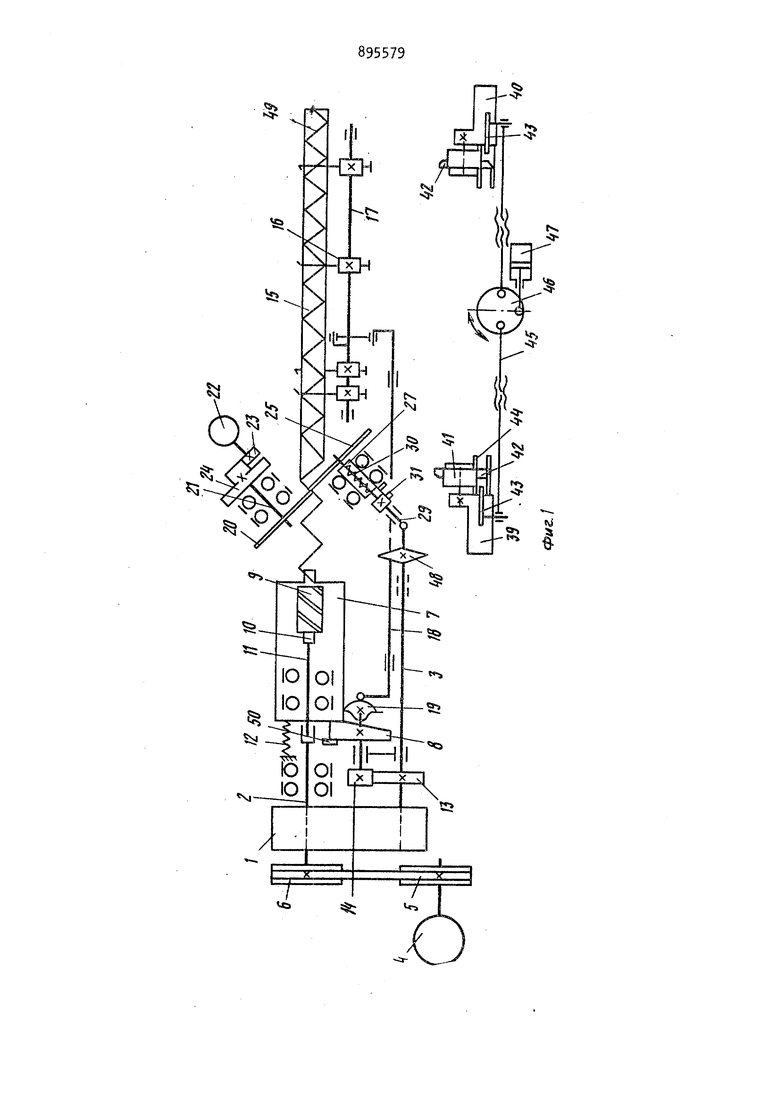
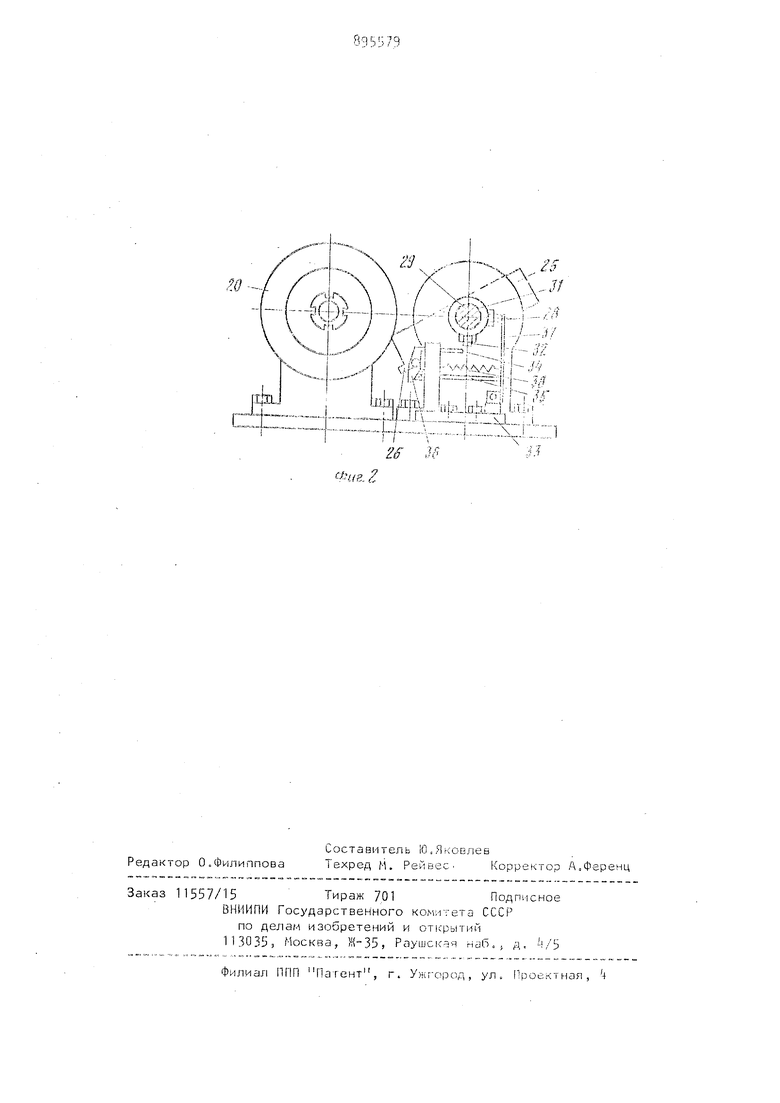
Изобретение относится к области обработки материалов давлением, в частности к оборудованию для производства плетеной металлической сетки, преимущественно с ромбическими или квадратными ячейками. Известен автомат для изготовления плетеной металлической сетки, содер жащий механизм формирования спирали механизм отсчета витков, механизм ре ки, механизм загибки концов. Недостаток известного автомата в том, что его производительность Недостаточна. Наиболее близким к предлагаемому по своей технической сути является автомат для изготовления плетеной металлической сетки, содержащий смонтированные на станине и кинемати чески связаннь1е между собой посредством приводных и распределительного валов механизм формирования Jcпиpaли, механизм отсчета витков спирали, механизм резки спирали, механизм шагового перемещения сетки и механизм загибки концов спирали| 2. Недостаток известного автомата а том, что его производительность ограничена. Целью изобретения является повышение производительности путем безостановочного формирования спирали и упрощение конструкции. Указанная цель достигается тем, что в известном автомате для изготовления плетеной металлической сетки, содержащем смонтированные на станине и кинематически связанные между собой посредством приводных и распределительного валов механизм формирования спирали, механизм шагового перемещения сетки и механизм загибки концов спирали, механизм резки спирали, состоит из двух ножей, один из которых выполнен в виде вращающегося диска с индивидуальным приводом, а другой нож имеет режущую плас- тину с выступом для захвата и прижима спирали к первому ножу и связан с распределительным валом посредством дополнительного приводного вала, шарнирно соединенного с распределительным валом, установленного с возможностью циклического вращения посредством взаимодействия с механиз мом отсчета витков. На фиг. 1 показана кинематическая схема автомата; на фиг, 2 - механизм отрезки спирали. Механизм отсчета витков 1 выполне в виде редуктора, который осуществляет передачу вращения от шпиндельного вала 2 на распределительный вал 3. Вращение шпиндельного вала 2 осуществляется от электродвигателя 4 посредством шкивов 5 и 6. На суппорте 7, который выполнен с возможность осевого перемещения от воздействия к лачка 8, установлен шнек 9 с навивоч ным ножом 10, связанным с валом П, один конец которого находится в заце лении со шпиндельным валом 2. Вал 11 смонтирован с возможностью осевого перемеи;ения совместно с суппортом 7. Суппорт 7 возвращается в исходное положение,с помощью пружины 12, Привод кулачка 8 осуи ествляется от распределительного вала 3 посредством зубчатых колес 13 и Н. Полотно сетки формируется в желобе 15, снизу которого расположен механизм шагового перемещения сетки, выполненный в виде двух рядов установочных штырей 16 и вала 17 .и управляемый с помощью рычага 18 от кулачка 19. Механизм отрезки спирали включает два ножа. Один нож выполнен в виде диска 20, который посажен на вал 21 Электродвигатель 22 с помощью фрикционной передачи, осуществляемой роликом 23 и маховиком 24, передает вращение валу 21. Другой нож 25 име ет режущую пластину с выступом 2б и закреплен на полом валу 27 с упором 28. Внутрь полого вала вставлен дополнительный приводной вал 29, который шарнирно соединен с распределительным валом 3. На валу 29 смонтированы пружина скручивания 30, которая взаимодействует с полым валом 27, кольцо 31 с упором 32. Механизм отрезки взаимодействует с установленным на платформе 33 командным устройством, выполненным в виде толкателей 3 и 35, коромысла- 36, пора 37 И пружины 38. Механизм загибки концов спираей выполнен в виде двух конструктивно одинаковых головок 39 и , которые содержат звездочки с выдвижными зубцами А2, вилки A3 и направяющие kk, Вилки 43 выполнены с возможностью перемещения с помощью тяг if5, связанных с 46, и пневмоцилиндра 47. Звездочка 48, которая насажена на распределительный вал 3, приводит в движение устройство для сматывания полотна сетки в рулон (на схеме не показано). Нож 25 имеет пластину с выступом 26, который захватывает и прижимает спираль 49 к постоянно вращаюи1емуся режущему диску 20. Упор 50, закрепленный на кулачке 8, предназначен для подачи команды механизму загибки спирали. Автомат работает следующим образом . Включают эле тродвигатели 22 и 4, Электродвигатель 22 обеспечивает вращение режущего диска 20 посредством фрикционной пepeдa.;и, а электродвигатель 4 - шпиндельного вала 2 посредством клипеременной передачи. Шпиндельный вал передает вращение навивочному ножу 10, закрепленному на валу 11, который совместно со шнеком 9 формирует спираль 49. Спираль 49 по мере поступательного перемещения по желобу 15 вплетается в предыдущую спираль. Сетка при этом удерживается штырями 1б, а.полотно сетки находится в натянутом положении с помощью вала сматывающего устройства (на схеме не показано). Механизм отсчета витков 1 от шпиндельного вала 2 передает вращение на распределительный вал 3, один оборот которого соответствует количеству витков спирали. После навивки спирали с определенным количеством витков упор 32 кольца 31, который кинематически связан с механизмом отсчета витков 1 через валы 3 и 29 с помощью толкателей З 35 и коромысла Зб, воздействует на упор 37 освобождая упор 28 полого вала 27. Освобожденная энергия Пружины 30 вращает полый вал 27, на котором закреплен нож 25. Он своим выступом захватывает проволоку спирали 49 и прижимает к вращаюцему режущему диску 20, обеспечивая ее мгновенную отрезку. Пружина 38 возвра1чает упор 37 в исходное положение, обеспечивая фиксацию полого вала 27 и ножа 25 с помощью упора 28 в исходном положении для скручивания пружины 30 и последующего повторения цикла. С момента отрезки спирали с помощью пружины 12 и кулачка 8 происходит перемещение суппорта 7 с размещенными на нем шнеком 9 и навивочным ножом 10 на полшага спирали для правильного вплетения последующей спирали в полотно сетки. Полотно сетки на одну спираль перемещается поворотом вала 17 через систему рычагов 18 от кулачка t3( кинематически связанного с механизмом отсчета витков 1 с помощью зубча тых колес 13, 1 и вала 3Загибка концов спиралей осуществляется вилками , выполненными с во можностью осевого перемещения с помо щью тяг tS, пневмоцилиндра 7 вклю чающегося по команде с помощью упора 50. Полотно сетки при этом перемещается между направляющими 4 в натяну том положении. Выдвижные зубцы 42 звездочки k входят в зацепление с полотном сетки и способствуют правильной загибке концов спиралей. При работающем автомате рулон разъединяется посредством выплетания одной спирали и свободно снимает ся. Использование данного автомата для производства металлической сетки позволяет осуществить замену мало производительных станков с ручным 94 приводом и существенно пЬаышает производительность. Формула изобретения Автомат для изготовления плетеной металлической сетки, содержащий смонтированные на станине и кинематически связанные между собой посредством приводных и распределительного валов . механизм формирования спирали, механизм отсчета витков спирали, механизм резки спирали, механизм шагового перемещения сетки и механизм загибки концов спирали, отличающийся тем, что, с целью повышения производительности путем безостановочного формирования спирали и упрощения конструкции, механизм резки спирали состоит из двух ножей, один из которых выполнен в виде вращаюо{егося диска с индивидуальным приводом, а другой нож имеет режущую пластину с выступом для захвата и прижима спирали к первому ножу и связан с распределительным валом посредством дополнительного приводного вала, шарнирно соединенного с распределительным валом, установленного с возможностью циклического вращения посредством взаимодействия с механизмом отсчета витков. Источники информации, принятые во внимание при экспертизе 1.Патент Англии № 138А277, кл. В 21 F 27/02, 1972. 2.Авторское свидетельство СССР If kkk533, кл, В 21 Г 27/02, 1971.
-н
I/ / /
-
№//a7
у г 1ЛТ -г-X л ,iJ--i . / -/-т
.i ripyi i-sMA-v-и ;-,//
mj,
.,lJ .i: . xl i
Zff M
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления плетеной металлической сетки | 1971 |
|
SU444593A1 |
| Станок-автомат для изготовления плетеной металлической сетки | 1957 |
|
SU118800A1 |
| Автомат для изготовления плетеной металлической сетки | 1987 |
|
SU1567313A1 |
| Автомат для изготовления плетеной сетки | 1983 |
|
SU1117111A1 |
| СТАНОК-АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛЕТЕНОЙ МЕТАЛЛИЧЕСКОЙ СЕТКИ | 1968 |
|
SU212980A1 |
| УСТРОЙСТВО ДЛЯ ПЛЕТЕНИЯ СЕТОК | 1991 |
|
RU2020016C1 |
| Устройство для загибки концов металлической плетеной сетки и последующей смотки ее в рулон | 1971 |
|
SU436692A1 |
| Автомат для изготовления спиралей овального сечения | 1987 |
|
SU1488080A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПЛЕТЕНОЙ СЕТКИ | 1964 |
|
SU165157A1 |
| Цепевязальный автомат и способ вязки цепи цепевязальным автоматом | 2023 |
|
RU2827820C1 |