Изобретение относится к области обработки металлов давлением, а именно к конструкциям устройств для листовой штамповки эластичной средой.
Известен штамп листовой штамповки, содержащий контейнер с монолитной эластичной средой и жесткий формообразующий инструмент [1] Данное техническое решение является наиболее близким к изобретению.
Существенным недостатком известного штампа являются большие энергозатраты, идущие на растяжение и сжатие эластичной среды и составляющие 80-95% от усилия пресса.
Целью изобретения является повышение стойкости и эффективности путем снижения энергозатрат на растяжение и сжатие эластичной среды.
Для достижения поставленной цели в штампе для листовой штамповки, содержащем контейнер с монолитной эластичной средой и жесткий формообразующий инструмент, эластичная среда снабжена наполнителем из несжимаемого материала в виде шариков, размещенных в ней на расстоянии один от другого и от стенок контейнера, равном 0,5-1,2 диаметра шариков, причем шарики выполнены с диаметром 10-30 мм.
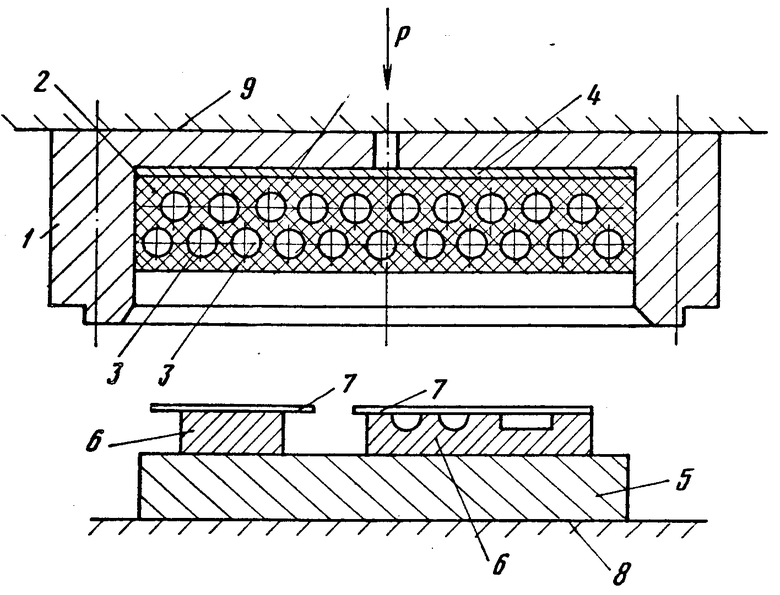
На чертеже изображен в разрезе общий вид штампа для листовой штамповки в исходном положении.
Штамп содержит контейнер 1, внутри которого закреплена формующая эластичная среда 2 с несжимаемым наполнителем в виде некасающихся один другого металлических шариков 3, а также плиту 4, подштампованную плиту 5 с жестким формообразующим инструментом 6 и заготовками 7, установленными на столе 18. Контейнер 1 установлен на траверсе 9. Материалом эластичной среды 2 в условиях холодной штамповки могут служить резины марок 56, 3826 и др. а в условиях горячей листовой штамповки температуростойкие резины марок ИРП-1399, ИРП-1354 и др. Несжимаемый наполнитель 3 может быть выполнен из шариков шарикоподшипников. Формующая эластичная среда с наполнителем в виде шариков может быть получена прессованием в пресс-форме, выполненной по форме и размерам рабочей зоны контейнера усадки эластичной среды.
Штамп работает следующим образом. После соприкосновения с заготовками 7 формующая эластичная среда 2 с несжимаемым наполнителем 3, прогибаясь, деформирует заготовки 7 по инструментам 6, установленным на подштамповой плите 5. После деформирования контейнер 1 возвращается в исходное положение. Замена изношенной формующей эластичной среды 2 осуществляется с помощью плиты 4. Штамп устанавливается на оборудование статического и динамического действия.
Испытания предлагаемого штампа были проведены на экспериментальном контейнере с рабочей зоной размером 160х300 мм. Материалом формующей эластичной среды была резина марки 56, представляющая собой монолитную подушку. В качестве наполнителя использовались металлические шарики диаметром 3-50 мм, расположенные на расстоянии один от другого и от стенок подушки, равном 0,1-3,0 диаметра шариков. Эксперименты проводились как с наполнителем, так и без него. В качестве оборудования использовали гидравлический пресс усилием 60 тс.
На основании экспериментов установили, что наибольший эффект по стойкости и снижению энергозатрат получается при использовании штампа с монолитной эластичной средой и расположенными в ней металлическими шариками диаметром 10-30 мм на расстоянии один от другого и от стенок контейнера в пределах 0,5 1,2 диаметра шариков.
При уменьшении диаметра шариков до 3 мм или расстояния между ними до 0,1 диаметра наблюдалось резкое снижение стойкости эластичной среды и небольшое снижение энергозатрат.
При увеличении диаметра шариков до 50 мм или расстояния между ними до 3 диаметров отмечено незначительное увеличение стойкости и резкое увеличение энергозатрат.
Предлагаемый штамп по сравнению с известным обеспечивает значительный технико-экономический эффект, так как позволяет существенно снизить энергетические затраты.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамповочный инструмент для листовой штамповки | 1981 |
|
SU1055562A1 |
| СПОСОБ ШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ ИЗ ПЛОСКИХ ЛИСТОВЫХ ЗАГОТОВОК | 1993 |
|
RU2082524C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТОНКОЛИСТОВЫХ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ И ПУАНСОН ПЛУНЖЕРНОГО ПРЕССА | 1993 |
|
RU2042452C1 |
| ШТАМП ДЛЯ ШТАМПОВКИ ПОЛУПАТРУБКОВ ИЗ ПОЛОСЫ | 1991 |
|
RU2043179C1 |
| Штамп совмещенного действия для вырубки и пробивки листового материала | 1983 |
|
SU1118459A1 |
| Способ изготовления полых деталей из трубчатой заготовки и устройство для его осуществления | 1989 |
|
SU1741949A1 |
| СПОСОБ ШТАМПОВКИ ДЕТАЛЕЙ ИЗ ЛИСТОВОГО ПРОКАТА И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ ДАННОГО СПОСОБА | 1997 |
|
RU2118218C1 |
| Штамп с эластичной средой | 1990 |
|
SU1791057A1 |
| ШТАМП ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ С ТОРЦЕВЫМ ПОДПОРОМ ФЛАНЦА ЗАГОТОВКИ | 1994 |
|
RU2111817C1 |
| Способ изготовления штампов для листовой штамповки | 1989 |
|
SU1766561A1 |
Штамп для листовой штамповки, содержащий контейнер с монолитной эластичной средой и жесткий формообразующий инструмент, отличающийся тем, что, с целью повышения стойкости и эффективности путем снижения энергозатрат на растяжение и сжатие эластичной среды, эластичная среда снабжена наполнителем из несжимаемого материала, шариков, размещенных в ней на расстоянии один от другого и от стенок контейнера, равном 0,5 - 1,2 диаметра шариков.
2. Штамп по п.1, отличающийся тем, что шарики выполнены с диаметром 10 - 30 мм.
1 Штамп для листовой штамповки, содержащий контейнер с монолитной эластичной средой и жесткий формообразующий инструмент, отличающийся тем, что, с целью повышения стойкости и эффективности путем снижения энергозатрат на растяжение и сжатие эластичной среды, эластичная среда снабжена наполнителем из несжимаемого материала, шариков, размещенных в ней на расстоянии один от другого и от стенок контейнера, равном 0,5 1,2 диаметра шариков.2 2. Штамп по п.1, отличающийся тем, что шарики выполнены с диаметром 10 30 мм.
| Исаченков Е.И | |||
| Штамповка резиной и жидкостью | |||
| М.: Машгиз, 1867, с | |||
| Эксцентричный фильтр-пресс для отжатия торфяной массы, подвергшейся коагулированию и т.п. работ | 1924 |
|
SU203A1 |
| Способ получения камфоры | 1921 |
|
SU119A1 |
