Изобретение относится к промышленности строительства, в частности к стекольной промьшленности, и касается обработки огнеупорных формующих валков в необожженном состоянии (в сырце) для валкового способа, вытягивания листового стекла. Известно устройство для обработки изделий удлиненной формы из металла, представляющее собой токарньй станок, снабженный люнетом lj , ;0днако данное устройство не позволяет производить обработку низкопрочных изделий, каковыми являются необожженные формующие валки. Исходная конфигурация заготовок формующих валков перед токарной обработкой имеет значительные отклонения от цилиндрической формы с колеблющейся по длине заготовки эллипсностью и диаметром поперечных сечений, что при вращении заготовки вызывает знакопеременные изгибающие нагрузки от люнетньпс опор, приводящие к ее разрушению. Наиболее близким к изобретению по технической сущности и достигаемому результату является устройство для обработки огнеупорного валка, содержащее токарный станок, двухрядный многоопорный роликовый рычажнопружинный люнет и копир, взаимодействующий с помощью щупа с суппортом станка 2j . Недостатком этого устройства является занижение диаметров обрабатываемых валков вследствие размещения люнетов над направляющими станка, чт требует применения токарных станков с большей высотой центров, т.е. более громоздких и дорогостоящих. Так, например, для изготовления формующих валков требуется применение заготовок цилиндрической формы с диаметром 300-320 мм. При использовании токарного станка типа 1М63 высотой центров 300 мм и при диамет ре опорных роликов люнета 80 мм возможна обработка заготовок формующих валков диаметром не более 200 мм, чт недостаточно для обеспечения требуемой прочности заготовки. На начально стадии обработки заготовки валка, когда ее диаметр значительно превышает диаметр готового валка, прочность допускает ее черновую обработк до определенного диаметра без люнетных опор, ч.то позволяет использовать станки с меньшей высотой центров. Цель изобретения - расширение технологических возможностей устройства. Поставленная цель достигается тем, что устройство для обработки керамического огнеупорного валка, содержащее токарный ,станок, двухрядный многоопорный роликовьй рычажно-пружинньй люнет и копир, взаимодействующий с помощью щупа с суппортом станка, снабжено закрепленными на танине с противоположной от управления стороны двумя консольными кронштейнами с горизонтальными направляющими и подвижными каретками, в которых с возможностью поворота вокруг горизонтальной оси, смонтирована балка, а люнет прикреплен к последней. , На фиг. 1 показано устройство, вид со стороны управления станком,на фиг. 2 - то жe поперечный разрез. Устройство для изготовления огнеупорных формующих валков представляет собой токарный станок, на станине 1 которого с противоположной от управления стороны закреплены два консольных кронштейна 2 с горизонтальными направляющими 3,в которых размещены подвижные каретки 4 с балкой 5, смонтированной с возможностью поворота вокруг горизонтальной оси 6 при помощи винтового поворотного устройства 7. На балке 5 закреплен двухрядный многоопорньй роликовый рычажно-пру- . жинный люнет 8. Ниже, на балке 9, связывающей оба кронштейна 2 в одно, целое, размещен копир 10. На место снятого с каретки 11 суппорта винта поперечной подачи при вьщвинутом в крайнее положение суппорте установлено водило 12 с пружиной 13 и роликовым щупом 14 прижимаемыми к копиру 10. Для крепления заготовки 15 формирующего валка предусмотрены планшайбы 16, одна из которых зажимается в кулачках токарного патрона 17, а другая - в центре задней балки 18. Верхний суппорт 19 разворачивается на 90 и стопорится в таком положении для обеспечения врезания резца 20 на требуемую глубину резания при обработке изделия. В начале и конце продольной подачи установлены концевые выключатели (не показаны). Устройство работает следующим образом.
На торцы заготовки 15 формующего валка устанавливают и закрепляют планшайбы 16 и при помощи подъемного устройства (не показано) заготовку валка опускают на опорные ролики люнета 8. При помощи винтового поворотного устройства 7 производят подъем или опускание, т.е. осуществляют центровку, прдврдят центр задней бабки и зажимают заготовку, производят включение станка и ведут обра ботку.После окончания обработки валок, освободив крепление в патроне и отведя центр задней бабки,снимают со станка. ,
1
Использование предлагаемого устройства обеспечивает расширение технологических возможностей токарного станка с приспособлениями для обработки формующих валков, а соответственно приводит к повьшению его производительности.
Экономический эффект от внедрения валкового способа при полном объеме внедрения в отрасли составит 4,2 млн. руб. в год, а от внедрения предлагаемого устройства 420 тыс.руб. в год.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовленияОгНЕупОРНыХ фОРМующиХ ВАлКОВ | 1978 |
|
SU812587A1 |
| Устройство для обработки керамических валков | 1982 |
|
SU1049257A1 |
| ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТРУБ И СПОСОБ ОБРАБОТКИ ТРУБ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2524024C2 |
| ТОКАРНЫЙ СТАНОК | 2012 |
|
RU2494840C1 |
| НИЗКОУРОВНЕВЫЙ ТОКАРНЫЙ СТАНОК ПОДВИЖНОГО БАЗИРОВАНИЯ ДЛЯ ВОССТАНОВЛЕНИЯ КОЛЕСНОЙ ПАРЫ | 2021 |
|
RU2759101C1 |
| СПОСОБ КОПИРОВАЛЬНОЙ ОБРАБОТКИ, КОПИРОВАЛЬНЫЙ ТОКАРНО-ФРЕЗЕРНЫЙ СТАНОК "КТФ-1 МЕК" | 2007 |
|
RU2368484C2 |
| КРУГЛОПАЛОЧНЬГй СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ЦИЛИНДРИЧЕСКОГО И ФАСОННОГО ПРОФИЛЯ | 1969 |
|
SU240227A1 |
| КОПИРОВАЛЬНОЕ УСТРОЙСТВО ТОКАРНОГО СТАНКА ДЛЯ ОБРАБОТКИ ВНЕШНИХ ПОВЕРХНОСТЕЙ ЗАГОТОВОК ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2000 |
|
RU2179089C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| Гидрокопировальный привод | 1979 |
|
SU831539A1 |
УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КЕРАМИЧЕСКОГО ОГНЕУПОРНОГО ВАЛКА, содержащее токарный станок,двухрядный многоопорный-роликовый рычажнопружинный люнет и копир, взаимодействзтощий с помощью щзша с суппортом станка, отличающееся тем, что, с целью расширения технологических возможностей устройства, оно снабжено закрепленными на станине станка с противоположной от управления стороны двумя консольными кронштейнами с горизонтальными направляющими и подвижными каретками, в которых с возможностью поворота вокруг горизонтальной оси смонтирована балка, а люнет прикреплен к последней . t8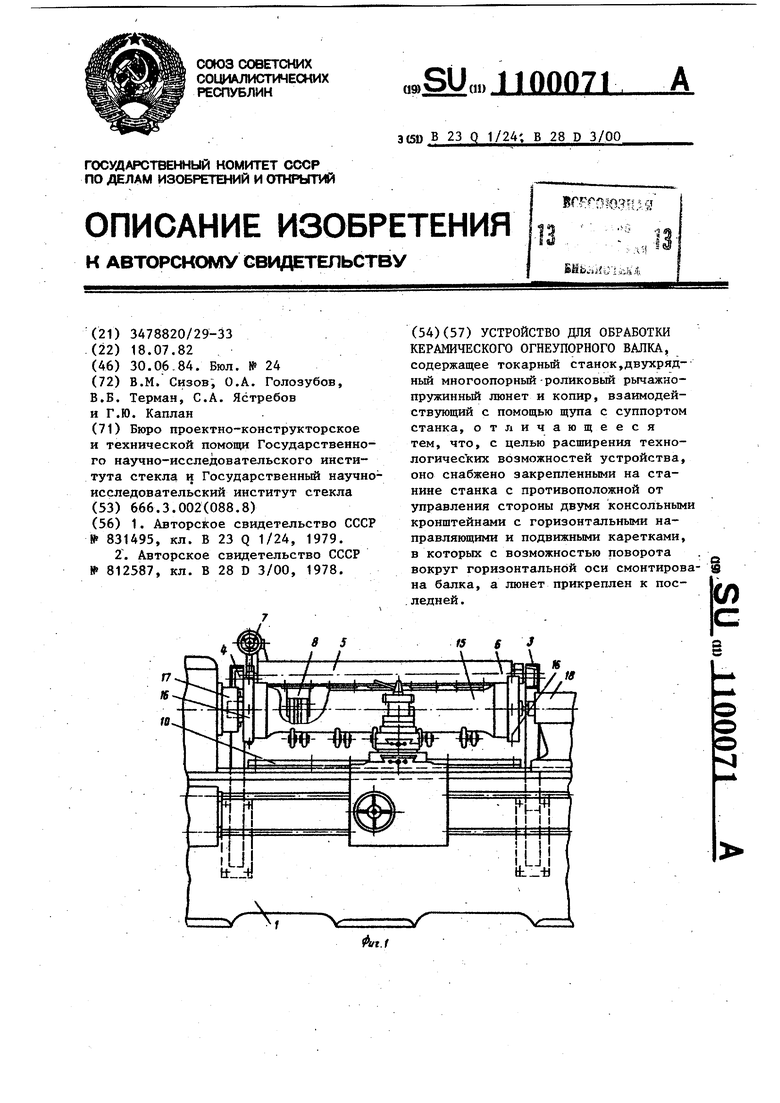
6 7 б Ц.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Люнет | 1979 |
|
SU831495A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для изготовленияОгНЕупОРНыХ фОРМующиХ ВАлКОВ | 1978 |
|
SU812587A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
