Крупные коленчатые валы, турбинные диски, ходовые колеса мостовых кранов и другие изделия по существующей технологии изготовляют свободной ковкой. При этом из-за больших припусков уходят в стружку тысячи тонн качественной стали, нерационально используется оборудование механических цехов.
При механической обработке многих изделий, изготовленных свободной ковкой, значительная часть волокон металла перерезается, что снижает механические свойства деталей. Вследствие этого возникла необходимость перевода изготовления крупногабаритных изделий со свободной ковки на штамповку.
Основным препятствием для внедрения штамповки крупногабаритных изделий является недостаточная мощность прессового оборудования, так как для штамповки таких деталей требуются усилия, измеряемые десятками тысяч тонн.
Создание прессов с такими усилиями сопряжено с огромными затратами времени и средств, не говоря уже о том, что для их установки необходимо сооружать специальные здания.
В этих условиях для перевода изготовления крупногабаритных изделий со свободной ковки на штамповку потребовались бы новые методы штамповки с применением прессов с меньшими усилиями.
Предлагаемый способ штамповки крупногабаритных изделий дает возможность вести штамповку на прессах, не имеющих необходимой мощности для выштамповки изделия, что достигается последовательной штамповкой такого изделия отдельными участками на его поверхности, сооответственно мощности пресса.
Для осуществления такого способа штамповки применен штамп, верхняя часть которого образована из ряда последовательных или концентричных секций, включаемых в работу поочередно на необходимое усилие для штамповки каждой секцией в отдельности, не превышающей мощности пресса.
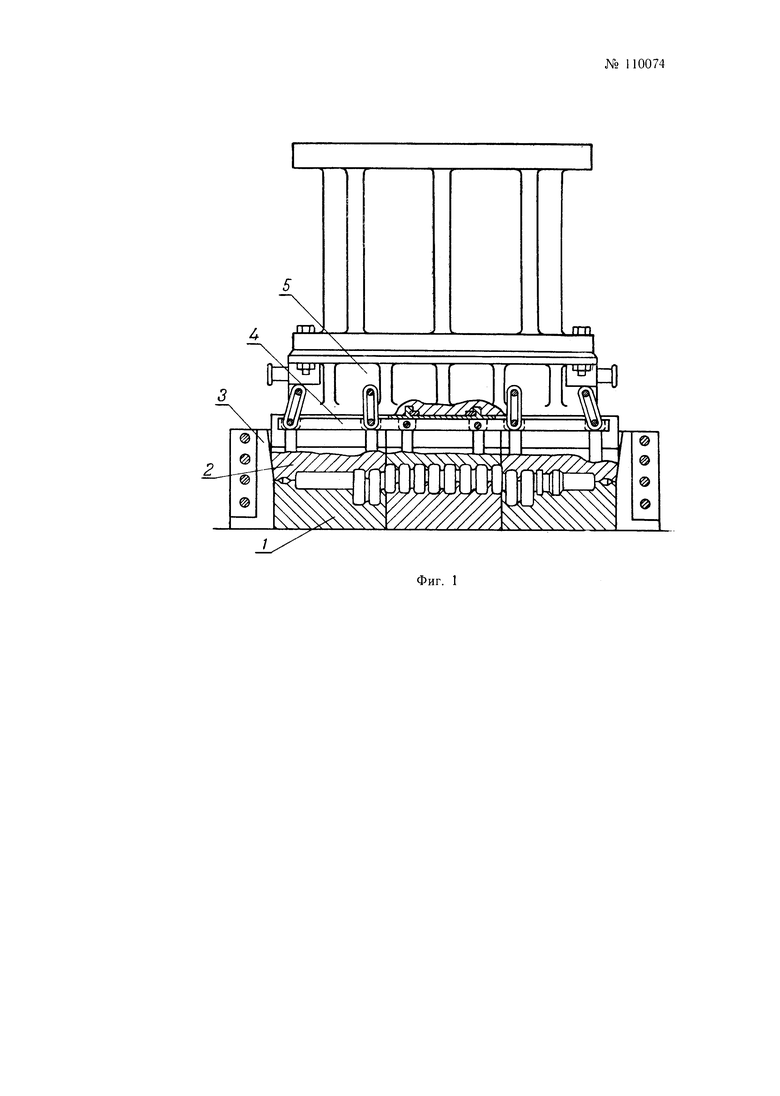
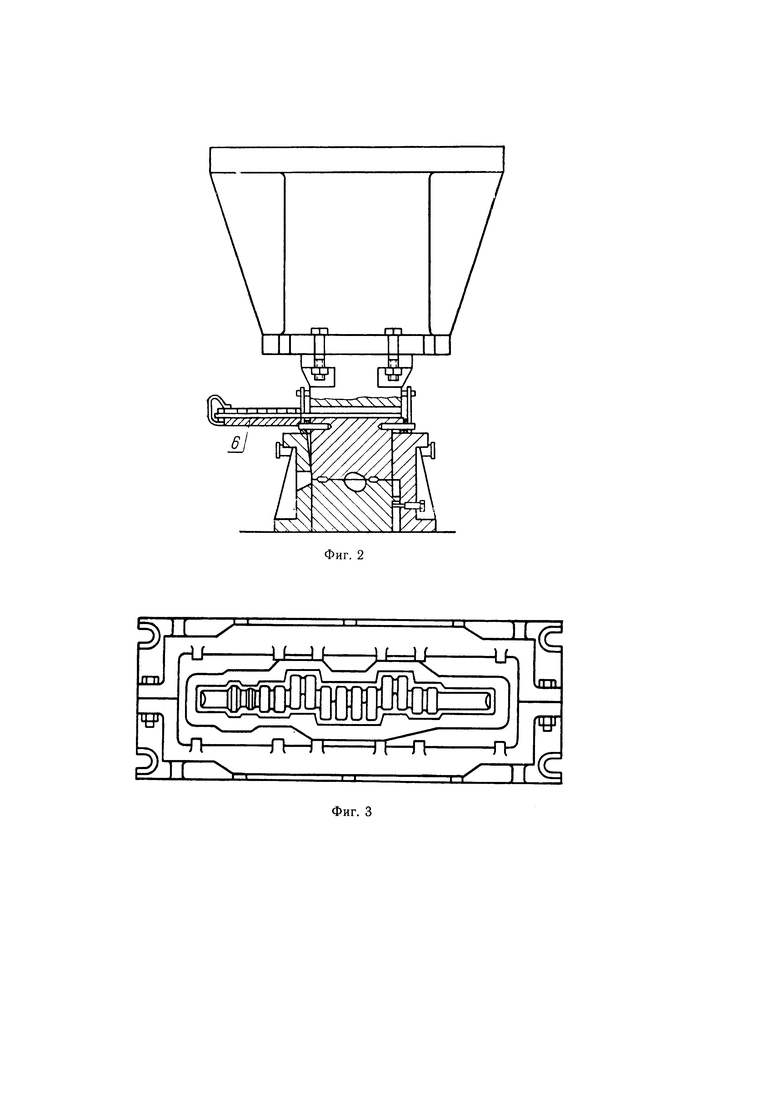
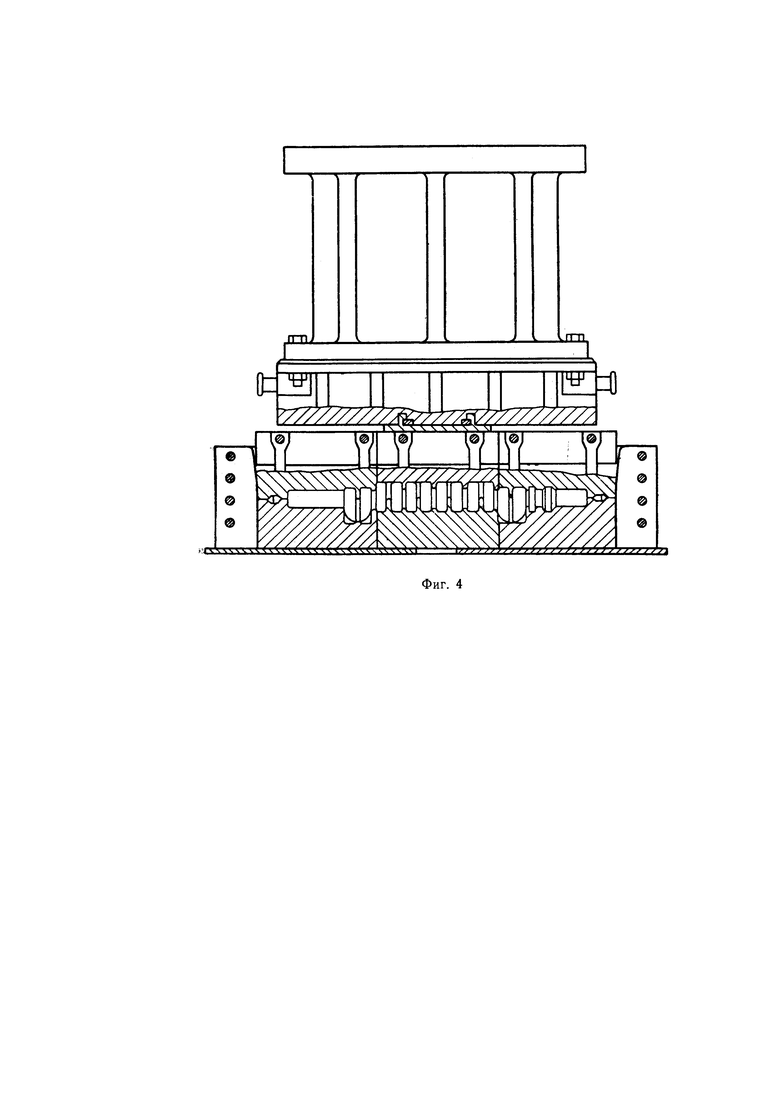
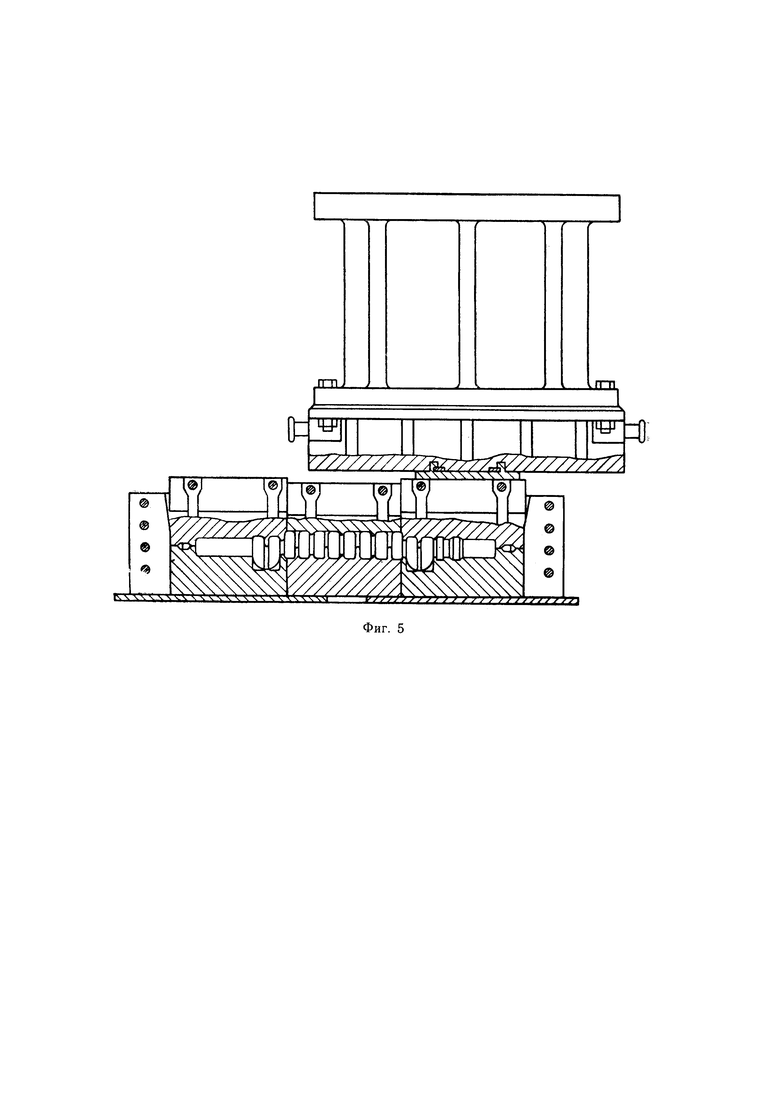
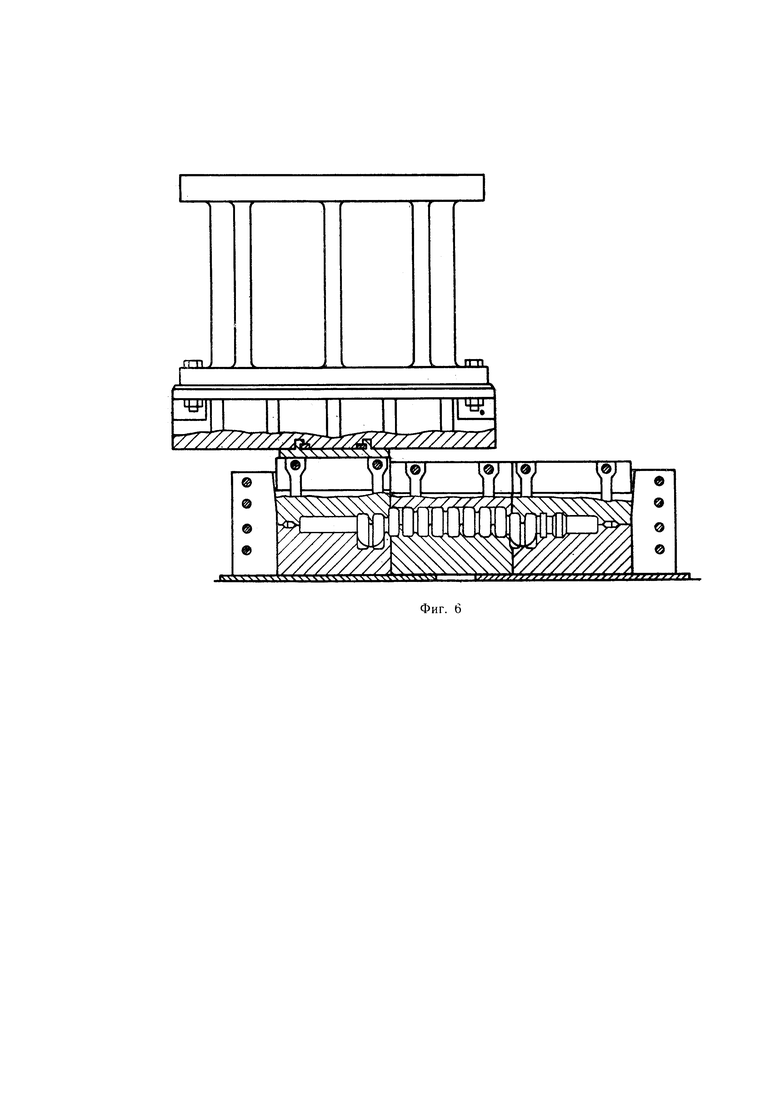
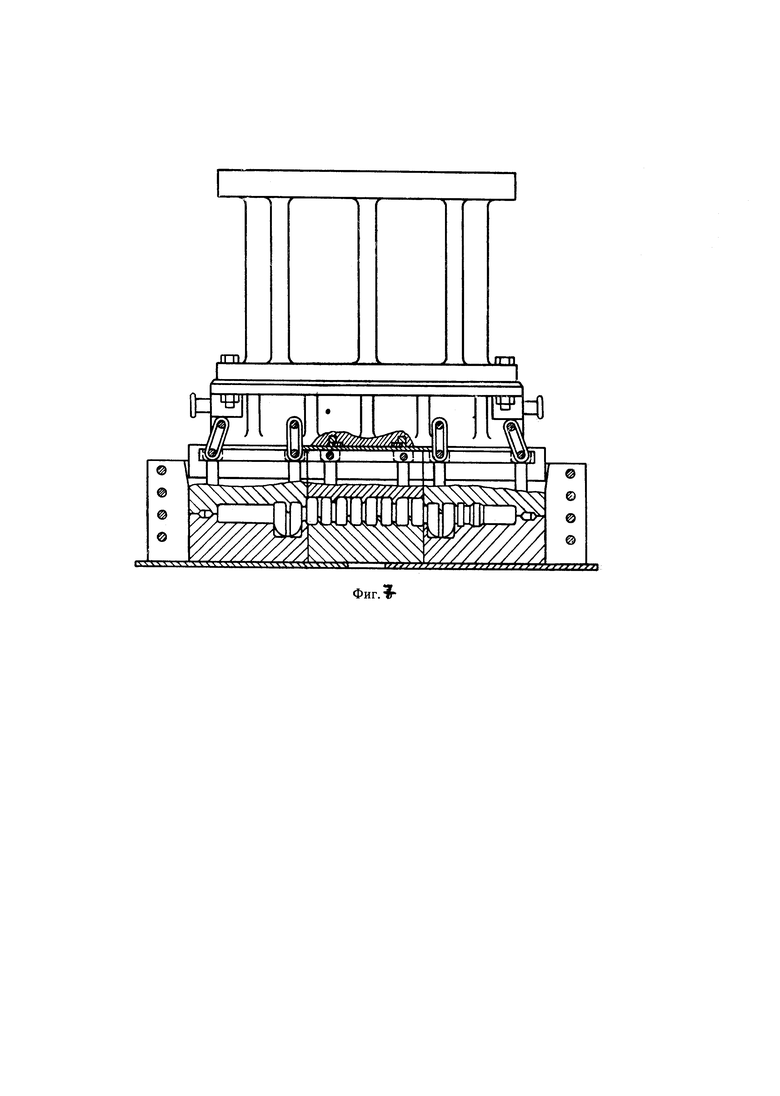
На фиг. 1-3 показан секционный ковочный штамп в трех проекциях; на фиг. 4-7 - последовательно положения штампа.
Ковочный штамп состоит из нижней половины 1 и верхней половины 2. Нижняя половина имеет три секции, помещенные и закрепленные внутри литого корпуса 3. Верхняя половина ковочного штампа также состоит из трех секций, соединенных двумя балками 4. Штамп оборудован воздушно-водяным охлаждением.
На верхней подвижной траверсе пресса, на переходной плите, укреплен гладкий боек 5, который продольной осью установлен параллельно линии хода нижнего подвижного стола пресса (обычно боек крепят перпендикулярно к ходу стола). Все три секции верхнего ковочного штампа можно в случае необходимости подвесить к гладкому бойку. Корпус с нижними секциями штампа укреплен на подвижном столе.
Рядом с ковочным штампом на столе пресса помещен обрезной штамп с ползуном и рольгангом (на чертеже не показан), посредством которого штамповку коленчатого вала после обрезки заусенцев извлекают из корпуса штампа.
Под бойком пресса имется специальная накладка 6 для последовательного включения секций верхнего штампа. Накладка перемещается на роликах и выдвигается из-под бойка на консоли. Ширина накладки меньше длины каждой секции штампа, поэтому в момент штамповки средней секцией накладка свободно проходит между соседними секциями верхнего штампа.
Секционная штамповка коленчатого вала производится за пять рабочих ходов пресса в последовательности, показанной на фиг. 4-7, где на фиг. 4 показан момент во время штамповки в средней секции; на фиг. 5 - в правой секции; на фиг. 6 - в левой секции и на фиг. 7 - во время калибровки вала по всей длине.
Ковочная температура заготовки - 1200-1220°.
После штамповки вала все три секции верхнего штампа присоединяют к бойку и с помощью балок поднимают их ходом траверсы. Стол с нижним штампом подвигают на выталкиватель, приподнимающий среднюю секцию вместе с отштампованным валом. Затем вал удаляют мостовым краном, оборудованным специальными клещами.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВСГСООЗНАЯ ,' БНБ:;;Г'"''^ЭДЯ/-^llEl^TEKA | 1971 |
|
SU297160A1 |
| СПОСОБ КОВКИ КРУПНОГАБАРИТНЫХ КОЛЕНЧАТЫХ ВАЛОВ НА ГИДРАВЛИЧЕСКИХ ПРЕССАХ | 1992 |
|
RU2015785C1 |
| СПОСОБ КОВКИ ПЛИТ ИЗ СЛИТКОВ | 2010 |
|
RU2459682C1 |
| ЧЕТЫРЕХБОЙКОВЫЙ ПРЕССОВЫЙ ШТАМП И КОВОЧНЫЙ ПРЕСС | 2014 |
|
RU2600153C2 |
| ПОДВЕСНОЙ БОЕК | 2012 |
|
RU2507023C2 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2597852C2 |
| Устройство для профилирования крупногабаритных коленчатых валов | 1981 |
|
SU996043A1 |
| СПОСОБ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ КОЛЕНЧАТЫХ ВАЛОВ | 1991 |
|
RU2008124C1 |
| Устройство для профилирования крупногабаритных коленчатых валов | 1979 |
|
SU856641A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КР,УПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1967 |
|
SU193909A1 |
1. Способ штамповки крупногабаритных изделий, например коленчатых валов, ходовых колес и т.п., отличающийся тем, что, в целях получения возможности, ведения процесса штамповки на прессах, не имеющих потребной мощности для выштамповки изделия, штамповку производят последовательно отдельными участками на поверхности изделия соответственно мощности пресса.
2. Штамп для осуществления способа штамповки по п. 1, отличающийся тем, что верхняя часть его образована из ряда последовательных или концентричных секций, включаемых в работу поочередно на потребное усилие для штамповки каждой секцией в отдельности, не превышающей мощности пресса.
