РЬвестеи штамп для изготовления крупногабаритных деталей, состоящий из корпуса с дном, внутри которого расположен набор нижних и верхних вставок, последовательно включаемых в работу при штамновке отдельных участков изделия.
Предложенный штамп отличается от известного тем, что нижние вставки вынолнены со скосами под одинаковыми углами на боковых и нижних поверхностях и установлены в корпусе шарнирпо на штырях, укренленных в основании корпуса.
Такое выполнение Н1тампа обеспечивает самоустановку деталей с эксцентрично расположенными массами металла.
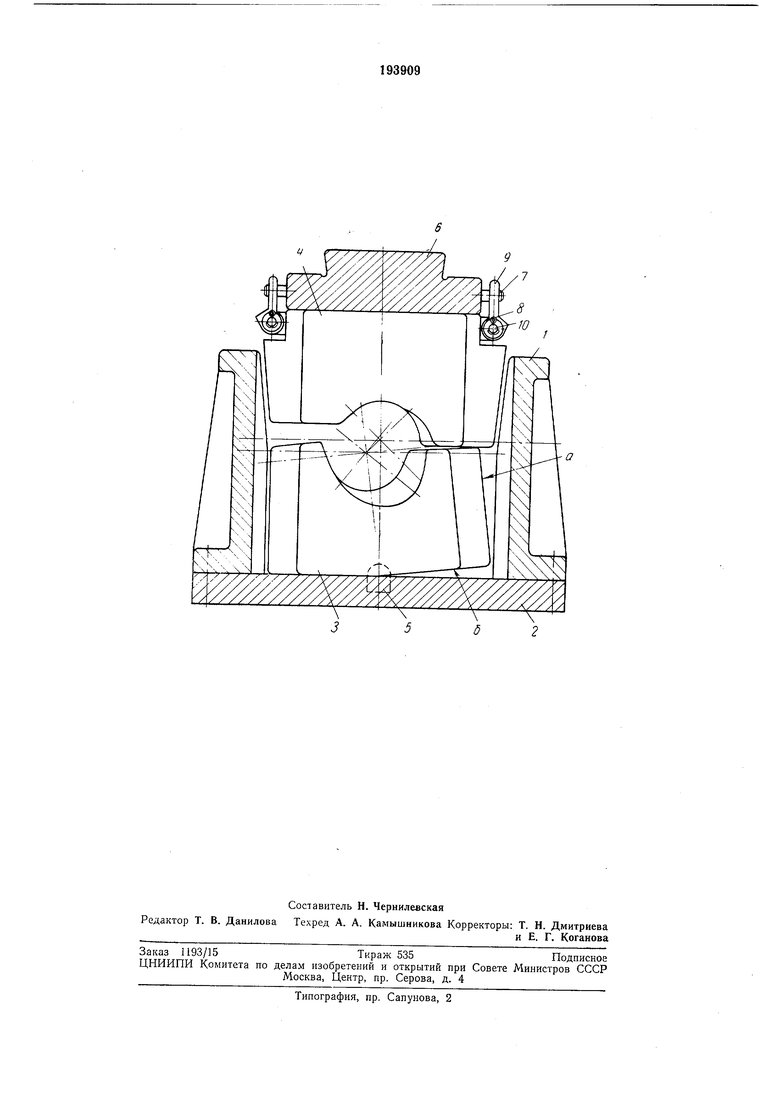
На чертеже изображена конструкция штампа в разрезе.
Стальной нрямоугольный корнус / штампа имеет спереди и сзади выемки для закладывания выстунаюш,их концов заготовки, дно 2 корпуса является опорной плоскостью всех ннжних вставок 3, на которые наложены верхние вставки 4. Пижние вставки 3 вынолнены со скосами под одинаковыми углами на боковых и нижних поверхностях а и б и установлены в корпусе шарнирно на штырях 5, укрепленных в основании (дне) корпуса. Верхние вставки 4 соединены с бойком 6 цапфами 7, 8 и откидывающимися хомутами 9, поворачивающимися на осях 10.
В начале работы штампа боек 6, закрепленный на траверсе пресса, поднимается вместе с висящими на цапфах и хомутах верхними вставками. В нижнне вставки 3 закладывается заготовка, боек 6 вместе с верхними вставками опускается, слегка прижимая заготовку, после чего все хомуты сбрасываются с цапф и цачинается штамновка последовательно всеЛ1Н вставками.
После ряда последовательных штамповок всеми вставками боек 6 без накладки выравнивает верхние вставки 4, хомуты 9 вновь накидываются на цапфы 7, и верхние вставки поднимаются вместе с бойком 6, освобождая
окончательно отштампованную деталь, которая и удаляется из штампа.
Предмет изобретения
Штамн для изготовления крупногабаритных деталей, состоящий из корнуса с дном, внутри которого расположен набор нижних и верхних вставок, последовательно включаемых в работу при штамповке отдельных участков изделия, отличающийся тем, что, с целью обеспечения самоустановки деталей с эксцентрично расположенными массами металла, в частности коленчатых валов, нижнне вставки выполнены со скосами под одинаковыми углами на боковых и поверхностях и установлены в корпусе шарнирно на штырях, укренленных в основании корпуса.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для радиальной штамповки | 1977 |
|
SU659270A1 |
| Устройство для ковки заготовок | 1988 |
|
SU1556804A1 |
| Сборный штамп | 1985 |
|
SU1344486A1 |
| Штамп подкладной для горячей объемной штамповки | 1987 |
|
SU1417989A1 |
| СПОСОБ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ, НАПРИМЕР, КОЛЕНЧАТЫХ ВАЛОВ, ХОДОВЫХ КОЛЕС И Т. П. И ШТАМП ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1954 |
|
SU110074A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ДНИЩА (КРЫШКИ) РЕАКТОРА ИЗ СЛИТКА | 2009 |
|
RU2412777C1 |
| СПОСОБ КОВКИ ПЛИТ ИЗ СЛИТКОВ | 2010 |
|
RU2459682C1 |
| СПОСОБ ОСАДКИ ЗАГОТОВОК С НЕРОВНЫМИ ТОРЦАМИ | 2010 |
|
RU2437737C1 |
| Подкладной штамп для изготовления полых поковок | 1975 |
|
SU614874A1 |
| Инструмент для ковки заготовок | 1980 |
|
SU919803A1 |