Изобретение относится к обработке металлов давлением методом горячей ковки и может быть использовано для получения крупногабаритных кованых плит, например, для получения заготовок под штамповку днищ корпусов атомных реакторов.
Известен способ ковки крупногабаритных плит из слитков, включающий обкатку и разгонку слитка на пластину [1, рис.2.12а]. В этом случае максимальная ширина плиты ограничена диаметром слитка плюс уширение при разгонке.
Там же приведен способ ковки крупногабаритных плит из слитков, включающий осадку и последующую разгонку осаженного блока на пластину в плоских бойках, что позволяет получить большую ширину плиты, но приводит к неравномерности деформации по длине плиты с образованием неконтролируемых языков, и как следствие, к большому расходу металла [1, рис.2.12б]. Кроме того, максимальная ширина плиты ограничена размерами плоских бойков в поперечном направлении, а минимальная толщина плиты ограничена усилием пресса. Например, получить поковку плиты габаритами 5,5×5,5 м толщиной 350 мм для заготовки под штамповку днищ корпусов атомных реакторов на существующем оборудовании этим способом (как по габаритам оснастки, так и по усилию пресса) вообще невозможно [2, с.23, 1-й столбец].
Известен способ ковки крупногабаритных плит из слитков, включающий ковку трубной заготовки, разрезку ее по образующей, и получение плоской плиты путем ее развертки [2, рис.2.12а, б, в, г, д], или [3, рис.3а, б]. Этот способ очень трудоемок, требует использования сложной оснастки для получения и разгибания труб с использованием бойка и стола, поперечные габариты которых больше ширины плиты, что приводит к необходимости кроме мощного ковочного оборудования использовать и самое мощное листоштамповочное оборудование. Например, поковку трубы для плиты габаритами 5,5×5,5 м толщиной 350 мм для получения заготовки под штамповку днищ корпусов атомных реакторов изготавливают на ковочном прессе усилием 120 МН ОАО «Ижорские заводы», а разрезку и развертку трубы на листоштамповочном прессе усилием 120 МН Атоммаша.
Наиболее близким техническим решением является способ ковки крупногабаритных плит из слитков, включающий обжатие на столе средней части заготовки узким, вытянутым по направлению ковки, бойком вдоль продольной оси с последующей поперечной разгонкой боковых частей плоским бойком [1, рис.2.12г]. Это приводит к более равномерной вытяжке по ширине поковки плиты и лучшей проработке металла осевой части слитка, а также к большему уширению в процессе ковки.
Недостатками известного способа является то, что из-за отсутствия центрирования заготовки плиты на столе при обжатии ее средней части узким вытянутым по направлению ковки бойком трудно выдержать симметричность не обжатых боковых частей заготовки и равномерность вытяжки при последующей поперечной разгонке боковых частей. Кроме того, обжатие средней части заготовки сопровождается изгибанием вверх боковых частей заготовки, что приводит к необходимости их разгибания с полным перекрытием плиты бойками при дальнейшей ковке. Этот способ трудоемок, требует использования специального узкого бойка для обжатия средней части плиты, а также использования плоского бойка и стола, поперечные габариты которых больше ширины поковки плиты, что необходимо для разгибания и разгонки боковых частей плиты. Кроме того, ковка плит в плоских бойках требует больших усилий из-за напряжений подпора со стороны сил трения, причем тем больше, чем тоньше плита.
Задачей, на решение которой направлено изобретение, является расширение технических возможностей существующего оборудования путем снижения усилия ковки плиты и достижение максимально возможной ширины плиты, допустимой по габаритам пресса, даже при использовании оснастки, поперечные размеры которой меньше ширины поковки плиты.
Поставленную задачу решают путем разгонки заготовки в ширину с использованием сдвиговых деформаций при ковке в бойках, верхний из которых вырезной, а нижний выпуклый, с последующим разгибанием плиты в плоских бойках. Рабочие поверхности верхнего бойка выполнены параллельными рабочим поверхностям нижнего бойка, причем наклон боковых рабочих поверхностей бойков определен зависимостью
tgα≥µ/(1-µ)
Средние части верхнего и нижнего бойков выполнены в виде горизонтальных площадок, причем для получения плиты одинаковой толщины по ее сечению ширина верхней горизонтальной площадки плиты определена выражением
Lв-Lн=2Нпtgα/2,
для получения плиты с толщиной средней части больше ее боковых частей ширина верхней горизонтальной площадки плиты определена выражением
Lв<Lн+2Нпtgα/2,
для получения плиты с толщиной ее средней части меньше ее боковых частей ширина верхней горизонтальной площадки плиты определена выражением
Lв>Lн+2Нпtgα/2,
где α - угол наклона рабочих боковых поверхностей бойков к горизонту;
µ - значения коэффициентов трения по закону Зибеля;
Нп - толщина поковки плиты;
Lв, Lн - ширина верхней и нижней горизонтальных площадок средней части поковки плиты.
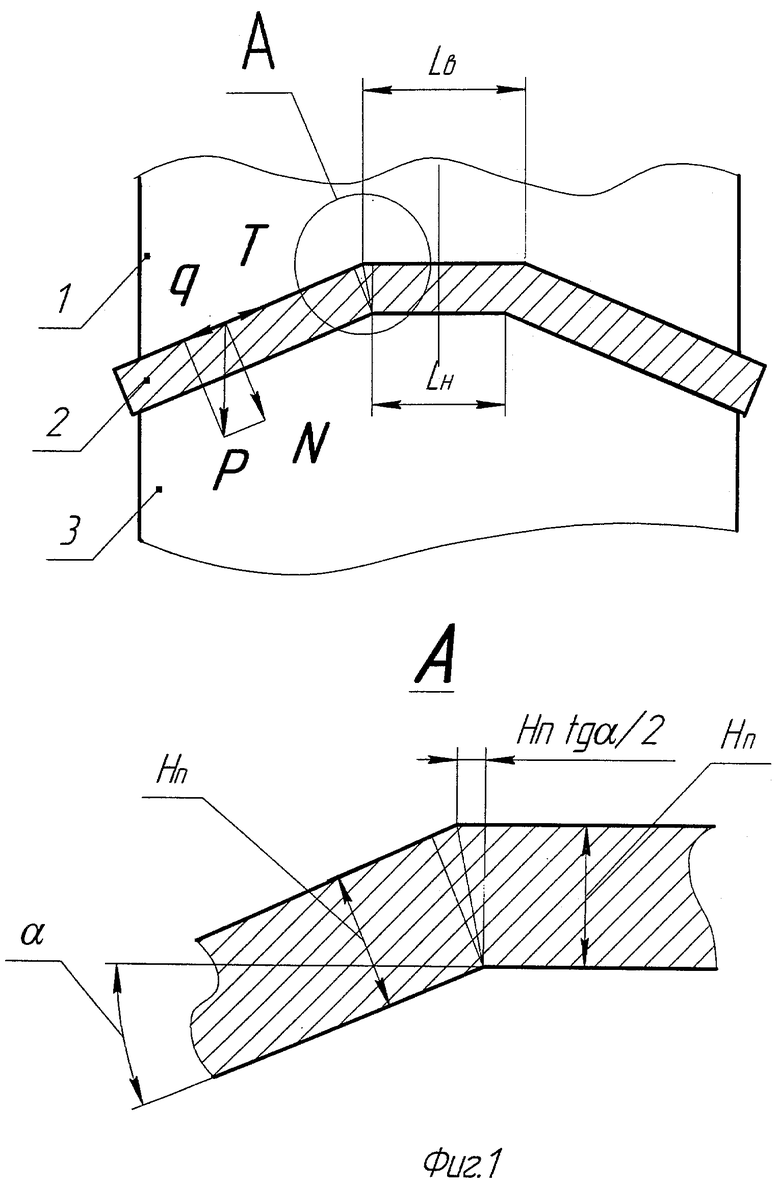
На фиг.1 показано положение плиты в бойках в последней стадии ее разгонки по предлагаемому способу с нанесением схемы действующих напряжений на верхней боковой поверхности поковки плиты.
На фиг.2-6 показаны технологические переходы при ковке плиты.
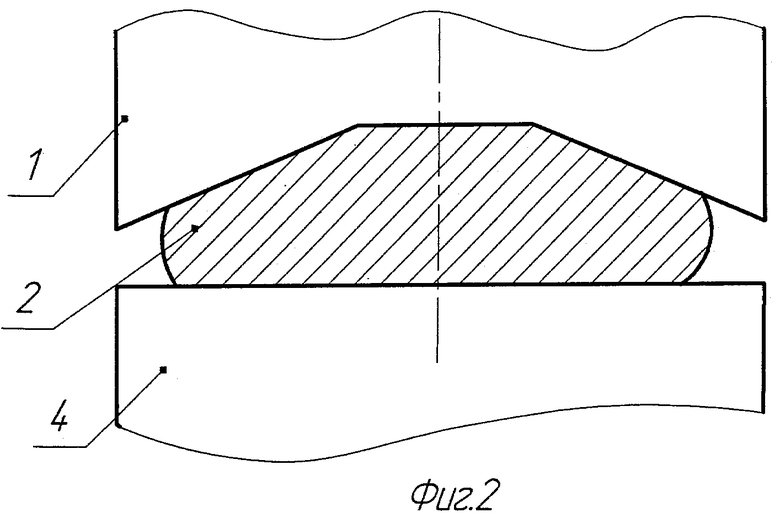
На фиг.2 показано положение заготовки плиты в начальной стадии ее разгонки в бойках, верхний из которых вырезной, а нижний - плоский.
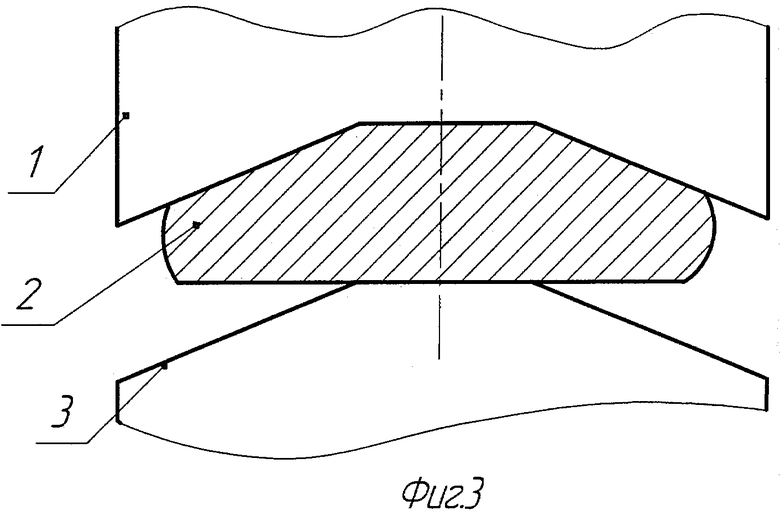
На фиг.3 показано положение при разгонке средней части плиты в бойках, верхний из которых плоский, а нижний - выпуклый.
На фиг.4 показано положение плиты при обжатии средней части заготовки в бойках, верхний из которых плоский, а нижний - выпуклый.
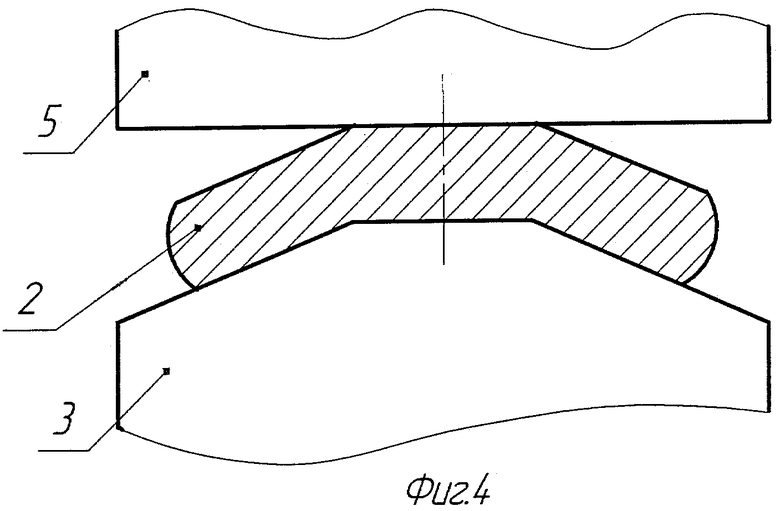
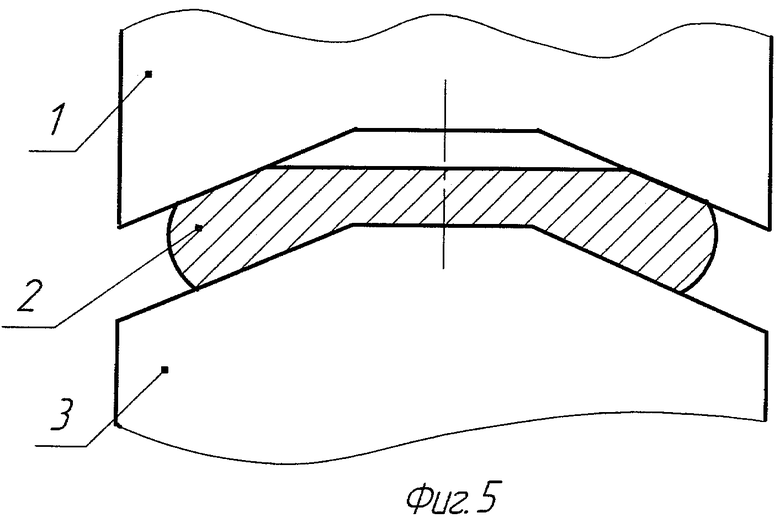
На фиг 5 показано положение плиты при обжатии боковых частей заготовки в бойках, верхний из которых вырезной, а нижний - выпуклый.
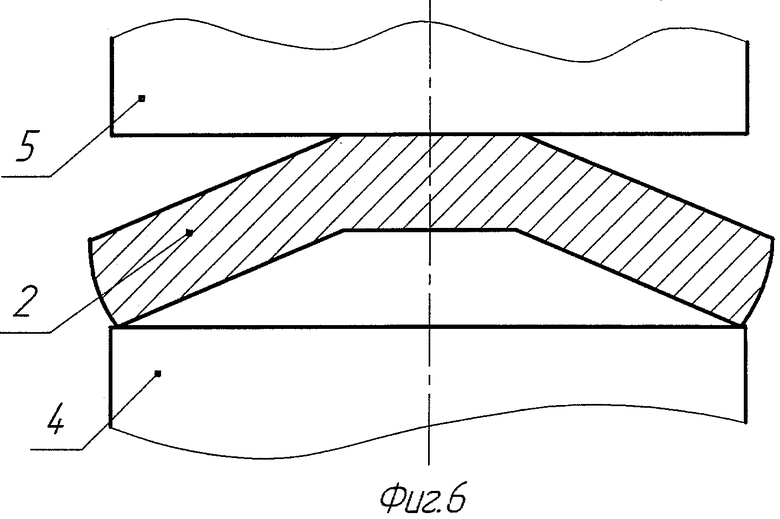
На фиг.6 показано положение плиты в плоских бойках, в начальной стадии ее выпрямления.
При нажиме верхнего вырезного бойка 1 на заготовку 2, установленную на нижний выпуклый боек 3 (фиг.1), под действием вертикального напряжения Р на поверхность заготовки в направлении уширения действует сдвигающее напряжение

а в противоположном направлении действует напряжение трения

где f - коэффициент трения по закону Амонтона-Кулона.
N - напряжение, нормальное к поверхности.
Для того чтобы полностью нейтрализовать действие сил трения, препятствующих уширению заготовки, величина сдвигающих напряжений q должна быть равна или больше напряжений трения Т. С учетом (1) и (2)
Р sinα≥fN, откуда sinα≥fN/P. С учетом того, что N/P=cosα, получаем

В работе [4, выражение (5)] установлена связь между значениями коэффициентов трения по закону Амонтона-Кулона f и по закону Зибеля µ.

Откуда с учетом (3) и (4)

При горячей обработке давлением стальных поковок коэффициент трения µ принимают равным 0,3, откуда

При этом снижается усилие, необходимое для обжатия заготовки, так как напряжения подпора от сил трения под верхним бойком снижается до нуля, а кроме того, и площадь, на которую действует усилие обжатия, при одинаковых подачах сокращается в 1/cosα раза, что тоже приводит к пропорциональному снижению усилия.
Из геометрических соотношений (см. выноску на фиг.1) следует, что для того, чтобы средняя и боковые части плиты имели одинаковую толщину Нп, ширина полки верхней части плиты Lв должна быть больше, чем у ее нижней части Lн на величину 2Нпtgα/2, то есть

При ширине верхней полки больше, чем нижней более чем на 2Нпtgα/2, то есть

толщина средней части плиты будет меньше, чем толщина боковых частей. В этом случае последующее обжатие боковых частей приведет к дополнительному уширению плиты, практически без ее удлинения.
При ширине верхней полки меньше, чем по выражению (7)

толщина средней части плиты больше толщины боковых частей, и ее последующее обжатие для получения плиты одинаковой толщины по ее ширине сопровождает эффективная дополнительная проработка металла средней части поковки в условиях сильного бокового подпора практически без удлинения поковки.
Способ осуществляют следующим образом.
Обкатанную, а при необходимости и осаженную на заданную длину заготовку 2 подвергают разгонке как в ширину, так и в длину в верхнем вырезном 1 и нижнем плоском 4 бойках (фиг.2). При этом соотношение ширины верхней и нижней площадок соответствует выражению (9).
При использовании нижнего плоского бойка (фиг.2) преимущественной деформации подвергаются боковые части заготовки, а центральные части заготовки оказывают сдерживающее влияние удлинению боковых частей. Это обуславливают равномерное удлинение поковки плиты по ее ширине. Обжатие крайних боковых частей полосы на столе или нижнем плоском бойке должно быть на толщину не более заданной толщины поковки.
После замены нижнего плоского бойка на выпуклый с параллельным расположением рабочих поверхностей относительно верхнего вырезного бойка (фиг.3) заготовку обжимают с преимущественной деформацией металла средней части заготовки, что значительно снижает усилие ковки. Кроме того, сдерживающее влияние со стороны боковых частей заготовки удлинению центральных частей обуславливает преимущественное течение металла в ширину практически без удлинения. При достаточном усилии (мощности) пресса и отсутствии необходимости в дальнейшей разгонке по ширине на этой операции может быть получена поковка плиты заданной ширины и толщины при соотношении ширины верхней и нижней площадок по выражению (7).
При необходимости дальнейшей разгонки по ширине среднюю часть заготовки проковывают верхним плоским бойком 5 (фиг.4) до получения соотношения ширины верхней и нижней площадок по выражению (8) с обжатием на толщину не более конечной толщины поковки. Затем производят разгонку боковых частей верхним вырезным бойком 1 (фиг.5) при соотношении ширины верхней и нижней площадок по выражению (7) и получения заданной ширины и толщины поковки. Затем плиту подвергают правке на столе 4 верхним плоским бойком 5 (фиг.6). При этом ширина поковки может быть больше, чем ширина применяемой оснастки.
Таким образом, формирование и попеременная разгонка утолщенных боковых и центральных частей плиты с чередованием верхних вырезных и плоских бойков и нижних выпуклых и плоских бойков, обеспечивающих заданное соотношение ширины горизонтальных площадок верхней и нижней поверхности плиты по выражениям (7, 8, 9), с углом наклона боковых частей больше угла трения по выражению (5) обеспечивает преимущественную разгонку в ширину при одновременном снижении усилия ковки, что не достижимо известными способами ковки плит.
Пример конкретного применения.
По предлагаемому способу для заготовки под штамповку днища нужно изготовить поковку толщиной 420 мм размером в плане 5,5×5,5 м, массой 100 т.
На автоматизированном ковочном комплексе с прессом усилием 8/13 тыс.тонн и манипулятором г/п 200 тонн нагретый до 1200°С слиток массой 140 т из стали 15Х2МФА обкатывают на диаметр 2100 мм и закатывают цапфу со стороны прибыли. Донную часть слитка и излишек прибыли отрубают. Высота полученного блока равна 4000 мм. Заготовку устанавливают на нижний плоский боек 4 фиг.2 или стол и проковывают верхним вырезным бойком 1 с углом выреза 135°, что отвечает условию (6) при коэффициенте трения µ, равном 0,3, с подачей до 1200 мм при ширине бойков 1200-1400 мм. Это обеспечивает относительную подачу более 0,4-0,5, что гарантирует заков усадочных дефектов слитка. Длина горизонтальной площадки верхнего бойка равна 1500 мм, длина боковых полок бойка 1700 мм, глубина выреза 650 мм. Ковку ведут до толщины боковых частей 420 мм с обжимом по 200-250 мм за 4-5 проходов до толщины в центре полосы 700 мм. При этом заготовка удлинится до 5 м при ширине 2,8 м. Если указанная длина достигнута при большей толщине поковки, заменяют верхний вырезной боек на плоский, а затем обжимают среднюю часть заготовки до указанной толщины 700 мм. При этом деформация будет происходить только в ширину без удлинения за счет сдерживающего влияния боковых частей заготовки и после обратной замены верхнего плоского бойка на вырезной проковывают боковые части заготовки до толщины боковых частей 420 мм и тоже без удлинения за счет сдерживающего влияния центральной части заготовки.
Затем нижний плоский боек заменяют на выпуклый (фиг.3) и продолжают ковку до получения заданной толщины плиты по всей ширине (фиг.1), что достигается выдерживанием соотношений длин горизонтальных площадок верхнего и нижнего бойков. Согласно условию (7) длина горизонтальной площадки нижнего бойка на 165 мм меньше, чем верхнего, и равна 1335 мм. При этом ковка идет за счет деформации центральной части поковки, а ее боковые части препятствуют удлинению заготовки, что обуславливает разгонку плиты только в ширину. При этом заготовка может даже выходить за пределы бойков по ширине, так как ее боковые части выполнены в поковочные размеры уже на предварительных операциях.
Возможен вариант, когда после достижения заданной длины производят разгонку заготовки в ширину путем замены комплекта бойков на верхний плоский вместо вырезного и нижний выпуклый вместо плоского (фиг.4). Сначала проковывают центральную часть заготовки плоским бойком до заданной толщины поковки плиты (420 мм). При этом разгонка плиты происходит только в ширину и после замены верхнего плоского бойка на вырезной (фиг.5) продолжают ковку до получения заданной толщины плиты по всей ширине путем разгонки металла боковых частей заготовки (фиг.1). Но при этом желательно, чтобы плита по ширине не выходила за пределы бойков.
Возможен вариант, когда с самого начала заготовку обжимают в верхнем вырезном и нижнем выпуклом бойках. При этом удлинение минимально, так как преимущественно обжимается середина, а боковые части поковки плиты сдерживают ее удлинение. Затем среднюю часть поковки прожимают плоским бойком до заданной толщины (в данном случае до 420 мм) и разгоняют боковые части верхним вырезным бойком. При этом плита по ширине также не должна выходить за пределы бойков, чтобы не было увеличенной толщины крайних боковых частей поковки. В этом варианте изначально требуется точная установка заготовки относительно бойков, чтобы исключить эксцентриситет по ширине ковки.
Разгибание плиты производят плоским бойком на столе пресса (фиг.6). Ширина стола пресса равна 4500 мм, что уже ширины плиты (5500 мм), но это не мешает производить разгибание заготовки, так как она изогнута только в центральной части.
Использование сдвиговых деформаций при ковке обеспечивает полную проработку металла проблемных зон исходного слитка, включая осевую и вне осевую ликвацию, и заварку внутренних дефектов слитка усадочного происхождения.
ИСТОЧНИКИ ИНФОРМАЦИИ
1. Изготовление деталей пластическим деформированием. Под ред. К.Н.Богоявленского, П.В.Камнева. Л.: Машиностроение (Ленингр. отд.). 1975.
2. Ромашко Н.И., Токарев А.Г., Кобелев О.А. Технология изготовления крупногабаритных толстых плит и вытяжка бесшовных днищ большого диаметра // КШП. ОМД. 2008. №7. С.22-26.
3. Кобелев О.А., Тюрин В.А. Клиновой инструмент для развертки толстостенной трубной поковки в плиту / КШП. ОМД. 2009. №7. С.12-15.
4. Патент RU 2389567 C2, MПK B21B 1/02 от 19.03.2008 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для поперечной разгонки | 1986 |
|
SU1398215A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288065C2 |
| Способ ковки поковок типа дисков | 1989 |
|
SU1710176A1 |
| Способ изготовления поковок типа пластин | 1988 |
|
SU1794571A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ИЗ СЛИТКА | 2008 |
|
RU2392084C1 |
| Способ ковки крупных слитков | 1984 |
|
SU1323191A1 |
| Способ ковки заготовок | 1981 |
|
SU1161219A1 |
| Способ ковки слитка | 1975 |
|
SU582879A1 |
| Способ изготовления поковок типа валов | 1982 |
|
SU1165521A1 |
| Способ ковки цилиндрических поковок | 1985 |
|
SU1291265A1 |
Изобретение относится к обработке металлов давлением методом горячей ковки и может быть использовано для получения крупногабаритных кованых плит, применяемых в качестве заготовок под штамповку днищ корпусов атомных реакторов. Производят разгонку обкатанного слитка до заданных ширины и толщины поковки плиты в верхних вырезном и плоском и нижних плоском и выпуклом бойках. Вырезной и выпуклый бойки выполнены с рабочими боковыми поверхностями, расположенными под углом α к горизонту. При этом получают поковки с горизонтальными площадками на верхней и нижней поверхностях в средней части и с наклонными боковыми частями. Наклон боковых частей определен зависимостью: tgα≥µ/(1-µ), где µ - значение коэффициента трения по Зибелю. Поковка может иметь разные соотношение толщин средней и боковых частей и ширину горизонтальной площадки верхней поверхности средней части, которую определяют из приведенных соотношений. Затем осуществляют сдвиг металла поковки плиты в поперечном направлении попеременными обжатиями ее боковых и средней частей. После получения заданных ширины и толщины поковки производят ее разгибание в плоских бойках. В результате обеспечивается снижение усилия ковки и достижение максимально возможной ширины плиты. 6 ил., 1 пр.
Способ ковки плит из слитков, включающий разгонку обкатанного, а при необходимости и осаженного слитка в направлениях вдоль и поперек оси слитка, отличающийся тем, что разгонку осуществляют до получения заданных ширины и толщины поковки плиты в верхних вырезном и плоском и нижних плоском и выпуклом бойках, причем используют вырезной и выпуклый бойки, выполненные с рабочими боковыми поверхностями, наклоненными под углом α к горизонту, при этом получают поковку плиты с горизонтальными площадками на верхней и нижней поверхностях в средней части и с боковыми частями, наклон которых к горизонту определяют зависимостью:
tgα≥µ/(1-µ),
где µ - значение коэффициента трения по Зибелю,
и осуществляют сдвиг металла поковки в поперечном направлении попеременными обжатиями ее боковых и средней частей, а после получения заданных ширины и толщины поковки плиты производят ее разгибание в плоских бойках, причем для поковки с толщиной средней части, равной толщине боковых частей, ширину горизонтальной площадки верхней поверхности средней части определяют из соотношения:
Lв=Lн+2Hпtgα/2,
для поковки с толщиной средней части, превышающей толщину боковых частей, ширину горизонтальной площадки верхней поверхности средней части определяют из соотношения:
Lв<Lн+2Hпtgα/2,
а для поковки, имеющей толщину средней части, которая меньше толщины боковых частей, ширину горизонтальной площадки верхней поверхности средней части определяют из соотношения:
Lв>Lн+2Hпtgα/2,
где Lв и Lн - ширина горизонтальной площадки, соответственно, верхней и нижней поверхностей средней части поковки плиты;
Нп - толщина поковки плиты.
| Изготовление деталей пластическим деформированием./Под ред | |||
| К.Н.Богоявленского, П.В.Камнева | |||
| - Л.: Машиностроение, 1975, с.27, рис.2.12г | |||
| Способ изготовления пластин | 1989 |
|
SU1690933A1 |
| Способ ковки плит | 1984 |
|
SU1247145A1 |
| Способ ковки поковок типа пластин | 1990 |
|
SU1761364A1 |
| JP 2000263176 A, 26.09.2000 | |||
| WO 2006049348 A1, 11.05.2006. | |||

