1
Изобретение относится к обработке металлов давлением, а именно к уст- ройствам для профилирования крупногабаритных коленчатых валов.
Известно устройство для -профилирования крупногабаритных: коленчатых валов, содержащее верхни и нижний бойки и вилку-Еялчаг l.
Однако пониженные надежность работы и универсальность, обусловленные необходимостью использования грузоподъемных кранов для проведения профилирования валов, приводят к ограничению типоразмеров обрабатываемых валов.
Целью изобретения яв.пяется повышение надежности и универсальности работы устройства.
Поставленная цель достигается тем, что в устройстве для профилирования крупногабаритных коленчатых валов, содержащем верхний и нижний бойки и вилку-рычаг, верхний боек выполнен в виде призмы с роликом на рабочем торце, имеющим возможность взаимодействия с вилкой, а в нижней бойке выполнены наклонные симметрично расположенные относительно его вертикальной плоскости симметрии пазы под обрабатываемый вал.
Пазы в нижнем бойке выполняют роль фиксаторов, предотвращающих поворот базового колена вала. Верхний боек и взаимодействующая с ним вилка-рычаг, установленная на разворачиваемое колено, смещены от нижнего на длин колена ускоренной шейки вала. Для создания благоприятных условий приложения усилия при
10 развороте колен пазы нижнего Бойка выполнены наклонньми.
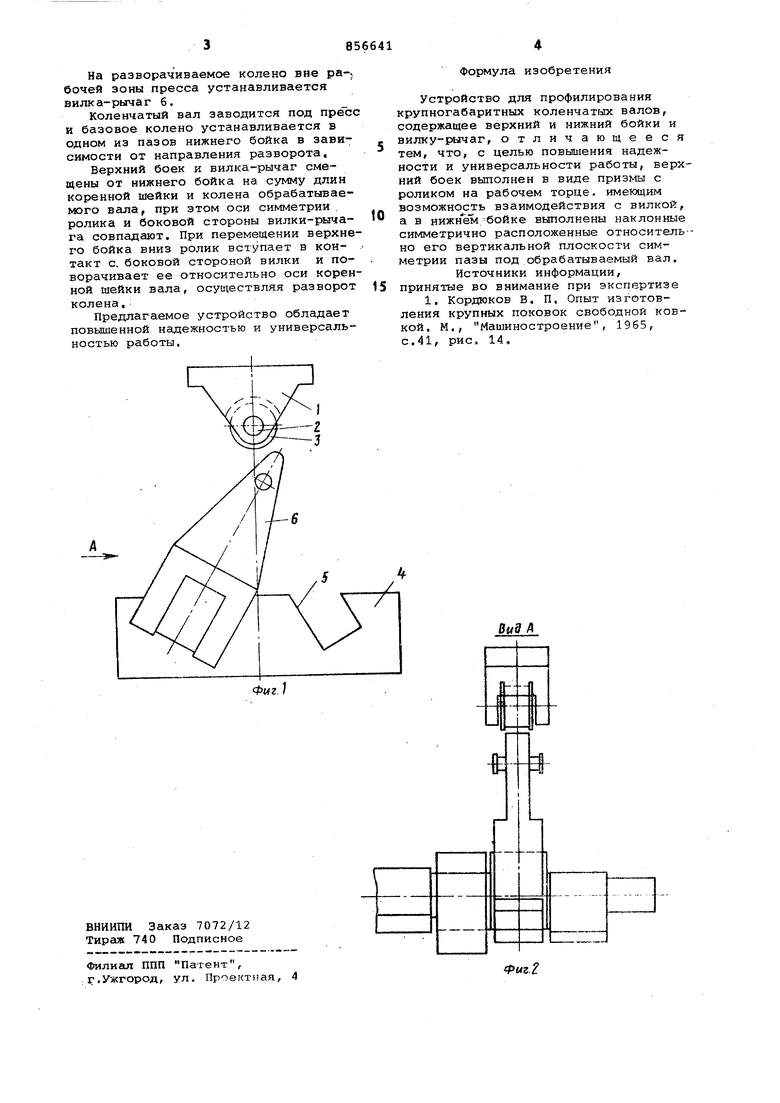
На фиг. 1 изображено устройство для разворота колен крупногабаритных коленчатых валов на прессе свобсд ной ковки/ на фиг. 2 - вид А на фиг. 1.
верхний боек 1, закрепленный на верхней траверсе пресса, имеет вид
20 призмы. В вершине призмы верхнего бойка ва ося 2;установлен ролик 3. .Нижний боек 4 жёстко закреплен на столе пресса.и имеет два паза 5, вертикально расположенных относительно
25 вертика.пьной оси преимущественно в наклонном положении. Вилка-Еялчаг 6 устанавливается на разворачиваемое колено.
Устройство работает след тодим об
30 разом.
На разворачиваемое колено вне ра-, бочей зоны пресса устанавливается вилка-рычаг 6.
Коленчатый вал заводится под пресс и базовое колено устанавливается в одном из пазов нижнего бойка в зависимости от направления разворота.
Верхний боек и вилка-рычаг смещены от нижнего бойка на сумму длин коренной шейки и колена обрабатываемого вала, при этом оси симметрии ролика и боковой стороны вилки-рычага совпадают. При перемещении верхнего бойка вниз ролик вступает в контакт с. боковой стороной вилки и поворачивает ее относительно оси коренной шейки вала, осуществляя разворот колена,
Предлагаемое устройство обладает повышенной надежностью и универсальностью работы.
Формула изобретения
Устройство для профилирования крупногабаритных коленчатых валов, содержащее верхний и нижний бойки и , вилку-Еялчаг, отличающееся тем, что, с целью повышения надежности и универсальности работы, верхний боек выполнен в виде призмы с роликом на рабочем торце. имеющим возможность взаимодействия с вилкой, а в нижнем/бойке выполнены наклонные симметрично расположенные относительно его вертикальной плоскости симметрии пазы под обрабатываемый вал,
Источники информации, 5 принятые во внимание при экспертизе
1. Кордюков В. П, Опыт изготовления крупных поковок свободной ковкой. М., Машиностроение, 1965, с.41, рис. 14,
Фиг 1
ВиЗ А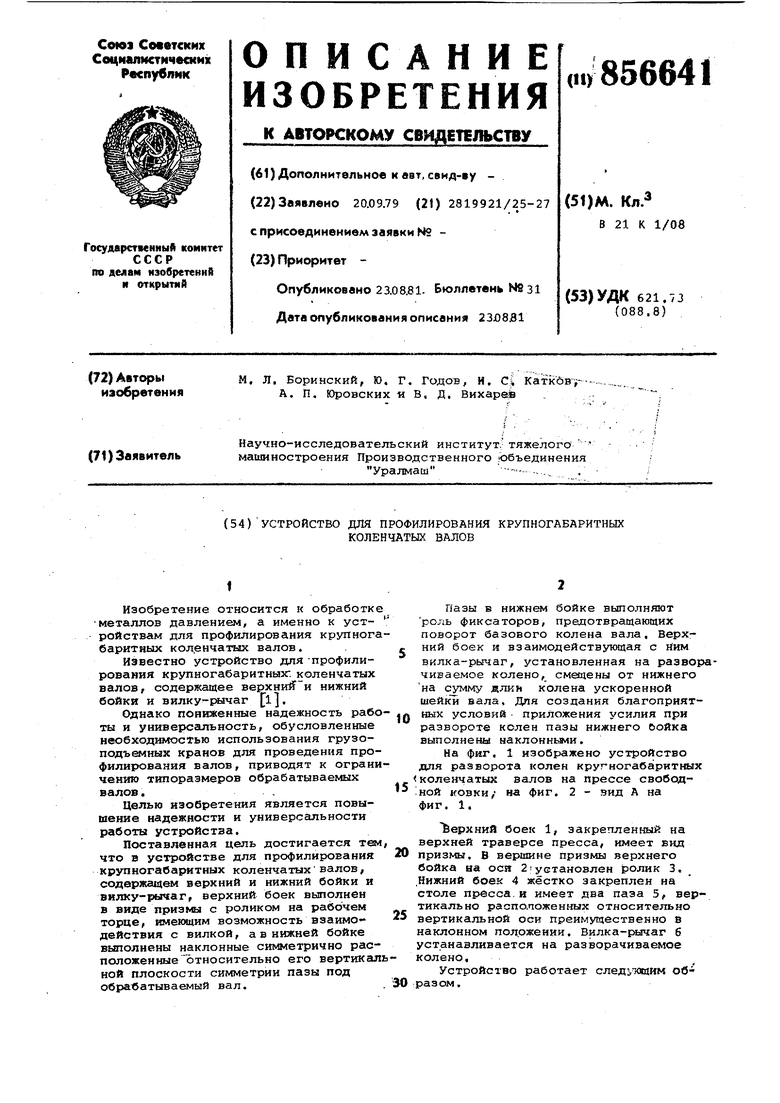
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для профилирования крупногабаритных коленчатых валов | 1981 |
|
SU996043A1 |
| СПОСОБ КОВКИ КРУПНОГАБАРИТНЫХ КОЛЕНЧАТЫХ ВАЛОВ НА ГИДРАВЛИЧЕСКИХ ПРЕССАХ | 1992 |
|
RU2015785C1 |
| Устройство для разворота колен поковок коленчатых валов | 1985 |
|
SU1470413A1 |
| Способ получения поковок коленчатых валов | 1988 |
|
SU1556806A1 |
| Способ ковки эксцентриковых валов | 1991 |
|
SU1773544A1 |
| Способ ковки заготовок коленчатых валов | 1990 |
|
SU1729675A1 |
| СПОСОБ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ, НАПРИМЕР, КОЛЕНЧАТЫХ ВАЛОВ, ХОДОВЫХ КОЛЕС И Т. П. И ШТАМП ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1954 |
|
SU110074A1 |
| ВСГСООЗНАЯ ,' БНБ:;;Г'"''^ЭДЯ/-^llEl^TEKA | 1971 |
|
SU297160A1 |
| Устройство для ковки | 1983 |
|
SU1098650A1 |
| Механический пресс | 1976 |
|
SU603590A1 |
