Изобретение относится к кузнечному производству и может быть использовано для изготовления крупногабаритных поковок типа дисков, ступиц, крышек, днищ.
Известен кузнечный инструмент для ковки поковок дисков осадкой (Семенов Е.И., Кондратенко В.Г., Ляпунов Н.И. "Технология и оборудование ковки и объективной штамповки", М., Машиностроение, 1978, стр.53-54, рис.46). Недостатком данного инструмента является то, что для его применения требуются большие усилия пресса, что не позволяет получать поковки дисков большого диаметра. Кроме того, при осадке недостаточно качественно прорабатывается структура металла.
Устранение указанных недостатков может быть достигнуто разгонкой заготовки узким бойком. (Камнев П.В., Совершенствование ковки крупных поковок, Л., Машиностроение, 1975, стр.193, рис.9.4).
Прототипом заявляемого устройства является узкий подвесной боек (Охрименко Я.М., "Технология кузнечно-штамповочного производства", М., Машиностроение, 1976, стр.188, рис.98). Указанный боек состоит из двух частей: стационарной и подвесной. Стационарная часть крепится к траверсе пресса (подвижной поперечине), а подвесная крепится к стационарной при помощи специальных тяг (захватов).
Недостатком данного инструмента является то, что для ковки поковок типа дисков требуется осуществлять постоянный разворот поковки. Для этого необходимы специальные дополнительные приспособления, например, поворотный стол, что значительно усложняет ковочный комплекс и его эксплуатацию.
Задачей изобретения является повышение эффективности процесса ковки и улучшение качества готовых изделий за счет усовершенствования конструкции кузнечного бойка для ковки поковок типа дисков разгонкой.
Поставленная задача решается тем, что усовершенствования вносятся в конструкцию подвесного бойка, состоящего из стационарной и подвесной частей, соединенных тягами. Новым в устройстве является то, что стационарная часть имеет цилиндрическую или призматическую форму с опоясывающим ее поверхность пилообразным пазом. Тяги соединены с подвесной частью шарнирно, а со стационарной - путем зацепления специальными цапфами, входящими в пилообразный паз и имеющими возможность свободного перемещения по этому пазу. Выполнены тяги так, чтобы центр тяжести каждой из них был смещен в сторону от линии, проходящей через ось шарнира и ось цапфы, а само смещение было бы симметрично относительно оси опорной части.
Такое техническое решение позволяет в предлагаемом кузнечном инструменте после каждого обжатия осуществлять поворот подвесной рабочей части бойка за счет конструктивных особенностей, хода пресса и силы тяжести. Сущность заявляемого устройства поясняется следующими графическими материалами:
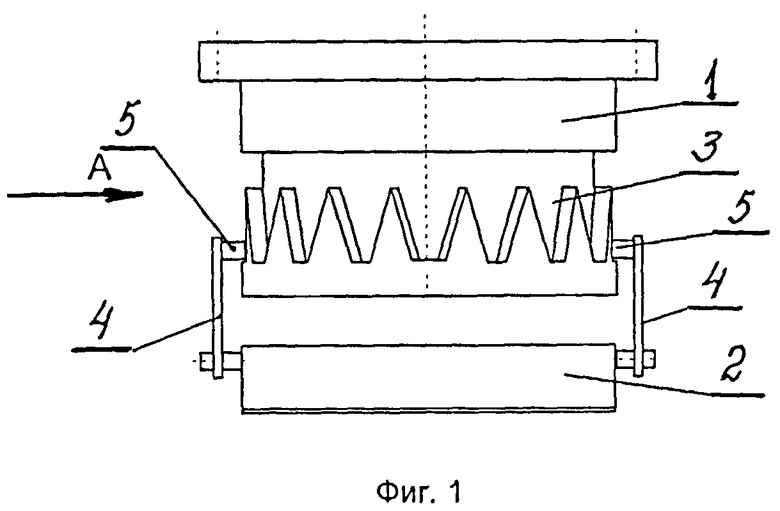
на фиг.1 - изображена конструкция бойка в поднятом состоянии,
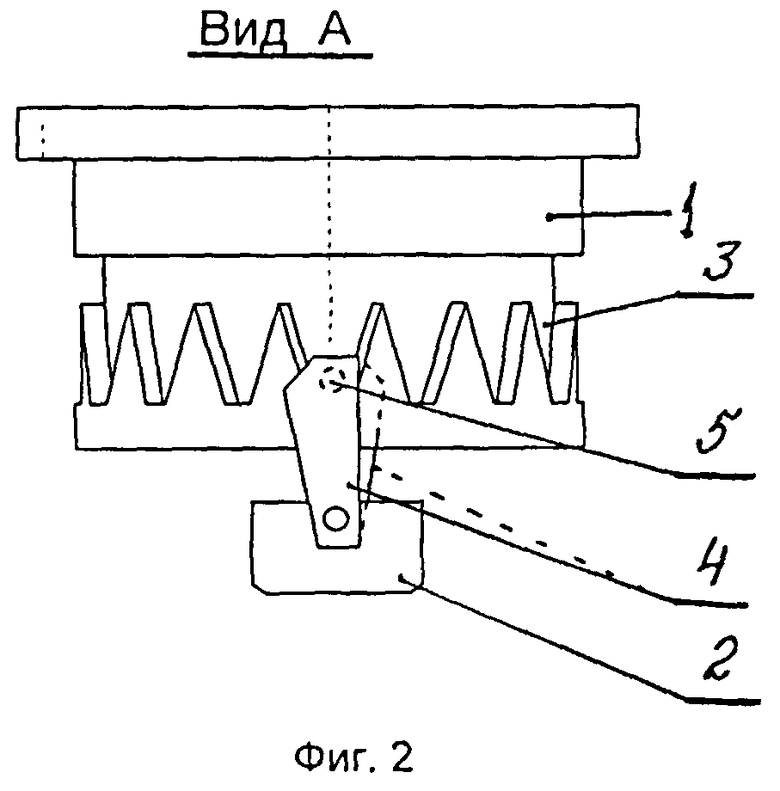
на фиг.2 - конструкция бойка в поднятом состоянии, вид сбоку,
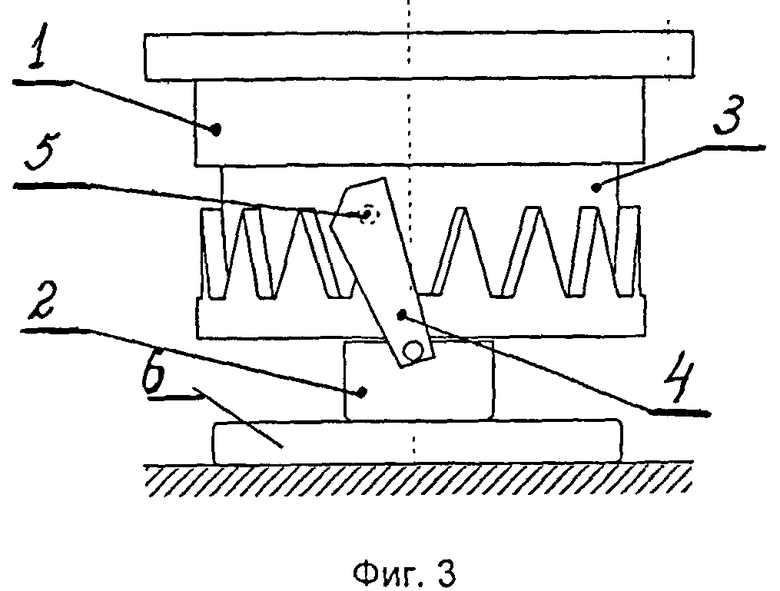
на фиг.3 - конструкция бойка в процессе обжатия заготовки, на
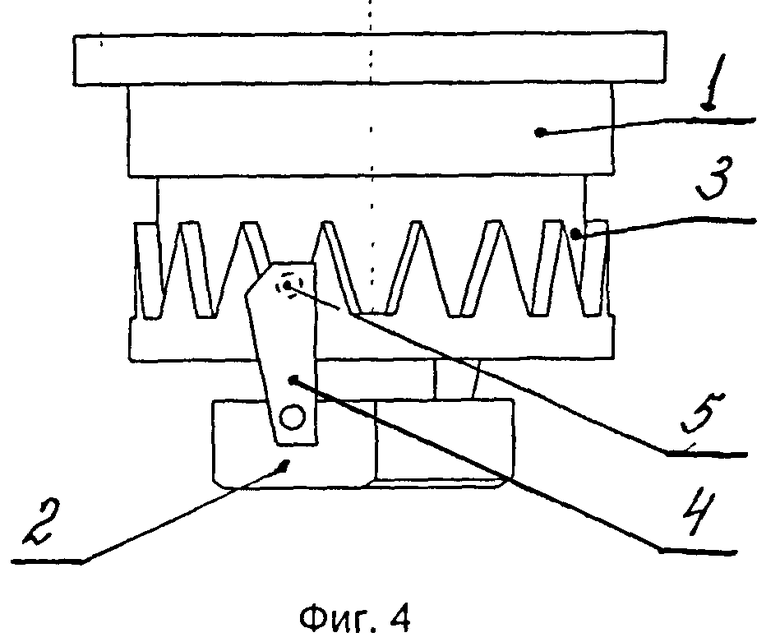
фиг.4 - конструкция бойка в поднятом состоянии после обжатия.
Подвесной боек состоит из двух частей: стационарной 1 и подвесной 2. Стационарная часть 1 имеет цилиндрическую или призматическую форму и крепится к верхней траверсе пресса. На ее боковой поверхности выполнен опоясывающий пилообразный паз 3. Подвесная часть 2 является рабочей частью инструмента, контактирующей с металлом и передающей на него деформирующее усилие пресса. Подвесная часть 2 соединена со стационарной 1 посредством двух тяг 4. При этом тяги 4 с одной стороны прикреплены к подвесной части 2 шарнирами, а с другой стороны зацеплены за стационарную часть 1 специальными цапфами 5. Эти цапфы 5 размещены в пилообразном пазе 3 с возможностью свободного перемещения по нему. Тяги 4 выполнены так, чтобы центр тяжести каждой из них был смещен относительно линии, соединяющей центр шарнирного зацепления и центр цапфы 5. Это смещение должно быть таким, чтобы возникающий крутящий момент силы тяжести тяги относительно шарнирного зацепления обеспечивал бы возможность свободного поворота тяги под действием силы тяжести. При этом в собранном состоянии смещение центров тяжести тяг должно быть симметрично относительно оси стационарной части 1.
Работает предлагаемый инструмент следующим образом. Подвесной боек из поднятого состояния (фиг.1) опускается на заготовку 6 (фиг.3). Подвесная часть 2 нижней рабочей поверхностью опирается на заготовку 6, а верхней - на стационарную часть 1. В процессе этого цапфы 5 (вместе с тягами 4) перемещается вверх относительно стационарной части 1. Поскольку центр тяжести тяг 4 смещен, они поворачиваются вокруг оси шарниров под действием сил тяжести так, что при достижении крайнего верхнего положения цапфы 5 перемещаются в соседние впадины пилообразного паза. Производится обжатие заготовки на нужную величину, после чего инструмент поднимается вместе с траверсой пресса (фиг.4). При этом подъеме цапфы перемещаются в крайнее нижнее положение соседней впадины пилообразного паза. Поскольку тяги симметричны относительно оси стационарной части, то перемещение цапф происходит в одном направлении по или против часовой стрелки. Это в свою очередь вызывает поворот подвесной части инструмента на угол равный 360°/п, где п - количество впадин пилообразного паза. Повторяя эту операцию, осуществляют ковку (разгонку) заготовки с поворотом рабочей части бойка.
| название | год | авторы | номер документа |
|---|---|---|---|
| КУЗНЕЧНЫЙ БОЕК ДЛЯ РАСКАТКИ КРУПНОГАБАРИТНЫХ ОБЕЧАЕК | 2006 |
|
RU2349411C2 |
| Кузнечный инструмент | 1987 |
|
SU1455470A1 |
| Способ ковки поковок типа пластин | 1980 |
|
SU889248A1 |
| Кузнечный боек | 1979 |
|
SU837530A1 |
| Кузнечный инструмент | 1986 |
|
SU1407637A1 |
| Инструмент для поперечной разгонки | 1986 |
|
SU1398215A1 |
| Кузнечный инструмент для протяжки | 1985 |
|
SU1359992A1 |
| Способ ковки заготовок | 1976 |
|
SU590058A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ИЗ СЛИТКА | 2008 |
|
RU2392084C1 |
| Способ ковки поковок типа дисков | 1989 |
|
SU1710176A1 |
Изобретение относится к кузнечному производству и может быть использовано в конструкциях бойков для изготовления крупногабаритных поковок типа дисков, ступиц, крышек, днищ. Боек содержит стационарную и подвесную части, соединенные тягами. Стационарная часть имеет цилиндрическую или призматическую форму с опоясывающим ее поверхность пилообразным пазом. Тяги соединены с подвесной частью шарнирно, а со стационарной - посредством зацепления с помощью цапф. Цапфы входят в пилообразный паз и свободно перемещаются по нему. Центр тяжести каждой тяги смещен в сторону от линии, проходящей через ось шарнира и ось цапфы. При этом смещение симметрично относительно оси стационарной части. Такое выполнение позволяет после каждого обжатия осуществлять поворот подвесной части бойка. В результате обеспечивается повышение эффективности процесса ковки и улучшение качества готовых изделий. 4 ил.
Подвесной боек, содержащий стационарную и подвесную части, соединенные тягами, отличающийся тем, что стационарная часть имеет цилиндрическую или призматическую форму с опоясывающим ее поверхность пилообразным пазом, при этом тяги соединены с подвесной частью шарнирно, а со стационарной - посредством зацепления цапфами, входящими в пилообразный паз и имеющими возможность свободного перемещения по этому пазу, причем тяги выполнены так, что центр тяжести каждой из них смещен в сторону от линии, проходящей через ось шарнира и ось цапфы, а смещение симметрично относительно оси стационарной части.
| ОХРИМЕНКО Я.М | |||
| Технология кузнечно-штамповочного производства | |||
| - М.: Машиностроение, 1966, с.199, рис.106 | |||
| Кузнечный инструмент | 1980 |
|
SU1169784A1 |
| Кузнечный боек | 1975 |
|
SU536879A1 |
| Ротационный колун | 1928 |
|
SU34139A1 |

