Известны станки для выполнения фасонных выгибов на проволоке, выполненные в виде приводных вращающихся дисков, снабженных матрицами и пуансонами, с наматывающими барабанами, кинематически связанными с вращением диска.
Предлагаемый станок отличается от известных тем, что пуансоны монтированы на поворотных державках с роликами, равномерно расположенных вместе с матрицами по окружности диска; поворот и вертикальное перемещение державок осуществляется посредством неподвижных профильных копиров, взаимодействующих с роликами державок.
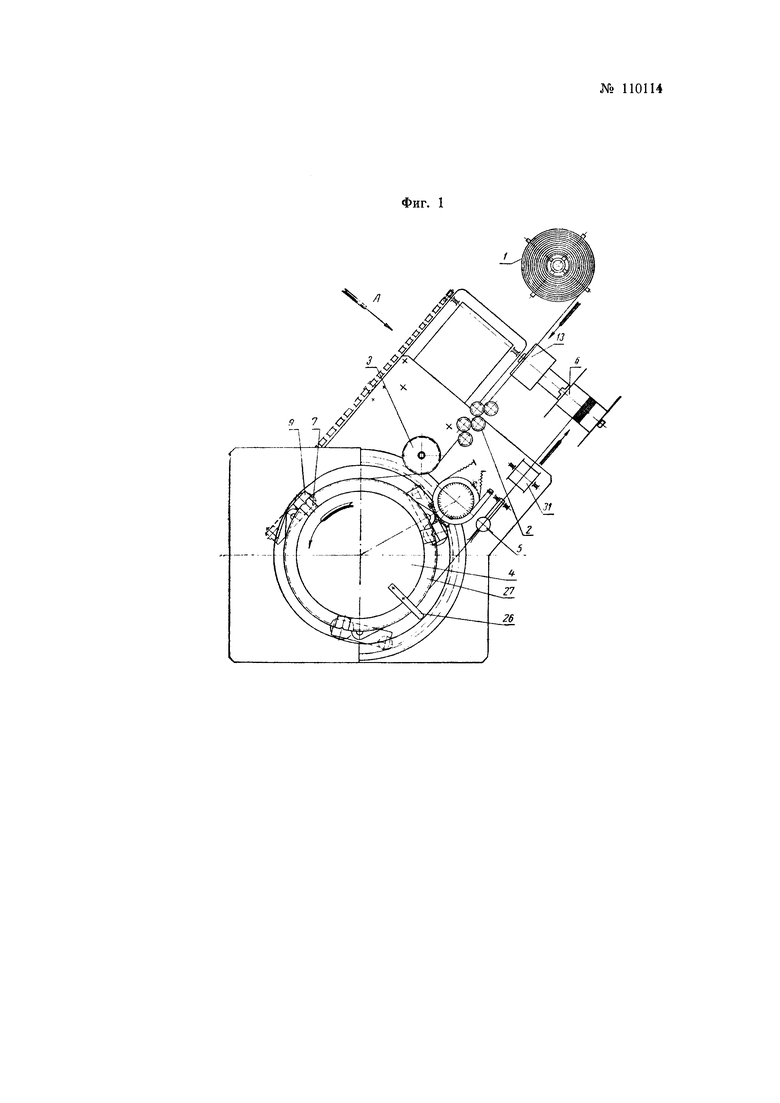
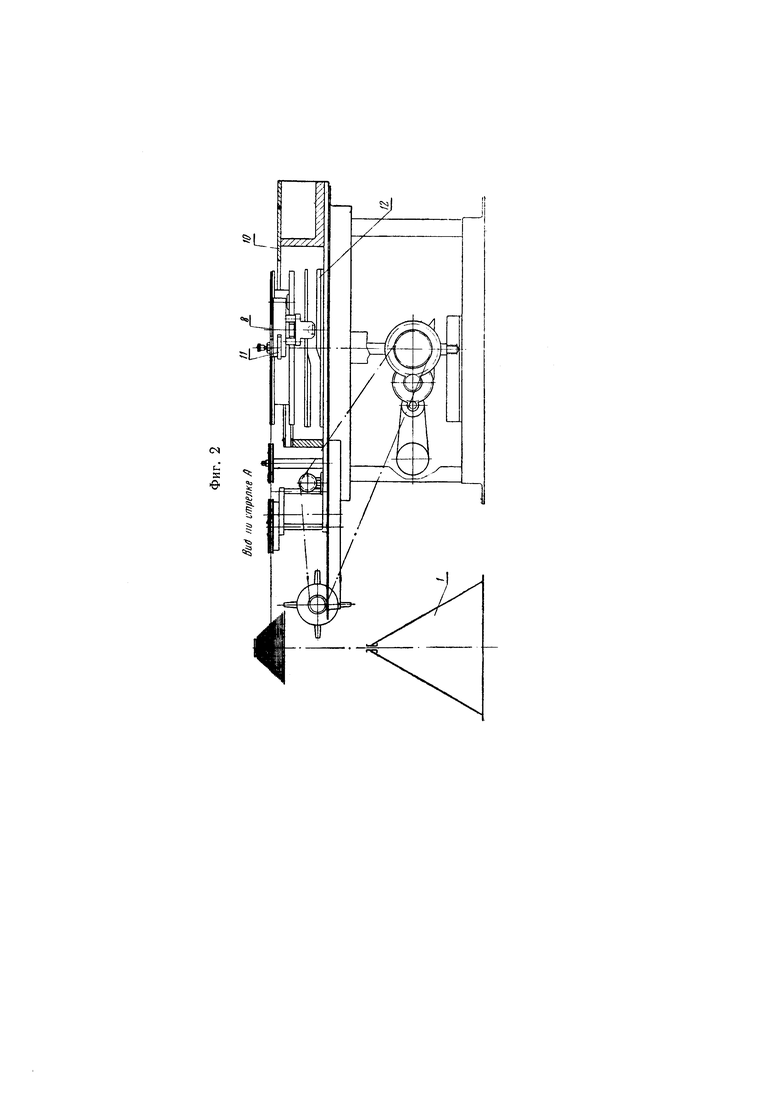
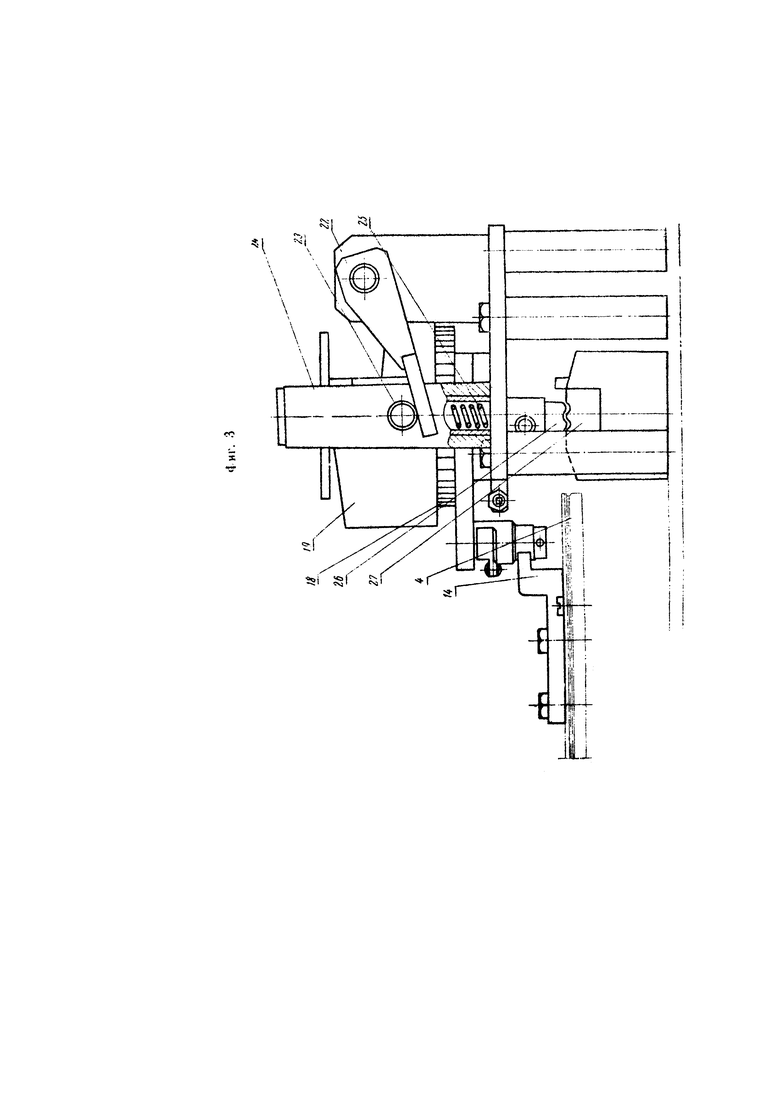
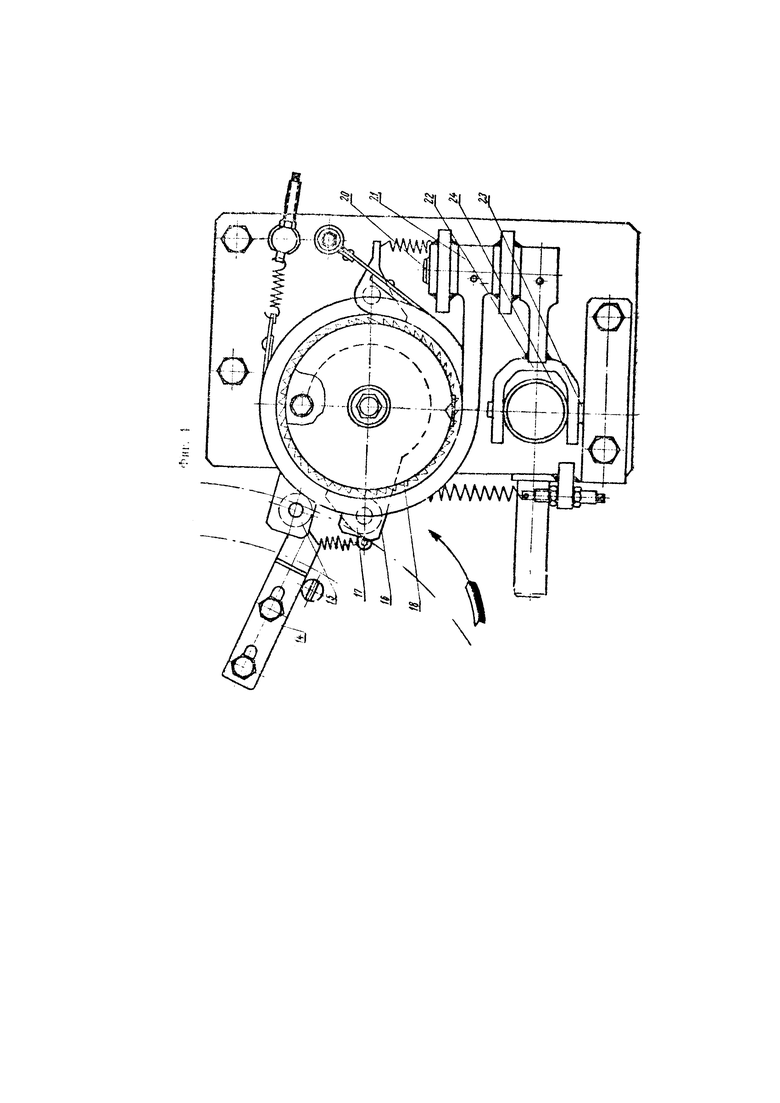
На фиг. 1 дана схема станка - вид в плане; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - вид сбоку; на фиг. 4 - вид в плане приспособления для автоматического отсчета.
Станок работает с автоматическим циклом.
Бунт проволоки длиной около 4000 м надевается на специальную стойку 1. Проволока проходит через правильное приспособление 2, натяжной ролик 3, желоб приводного диска 4, огибает последний и поступает через направляющую трубку и приспособление автоматического расчета 5 на наматывающий барабан 6.
Диаметр приводного диска 4 разделен на три равные части, в каждой из которых в поворотной державке закреплена матрица 7. Длина окружности приводного диска 4 равна трем шагам мерной проволоки.
Соответственно матрицам в поворотных державках 8 закреплены пуансоны 9. Поворотные державки имеют возможность поворачиваться при работе, а также подниматься и опускаться относительно вертикальной оси. Проволока, заправленная в желоб приводного диска 4, попадает под действие матрицы и пуансона, получая плавный безударный выгиб под давлением неподвижного копира 10. Проволока после выгиба удерживается пуансоном 9, матрицей 7 и профильным копиром 10 посредством катающегося ролика 11 до тех пор, пока следующая поворотная державка образует выгиб проволоки, аналогичный первому. В результате возможность проскальзывания проволоки в рабочем желобе приводного диска 4 исключена.
Освободившись от действия неподвижного копира 10, поворотная державка 8 переключается на раскрытие матрицы 7 и пуансона 9 и опускается под действием неподвижного копира 12, которым она удерживается в холостом положении. Подъем поворотных державок 8, так же как и спуск, производится кулачком неподвижного копира 12. Постоянное натяжение проволоки с бунта поддерживается правильным приспособлением 2.
Намотка проволоки производится на наматывающий барабан. Для поддержания изогнутой проволоки в натянутом положении барабан 6 вращается с большей скоростью, чем приводной диск 4. Для предотвращения вытягивания выгибов предусмотрена фрикционная муфта 13, которая позволяет пробуксовывать барабану 6. Конструкция фрикционной муфты 13 также предусматривает возможность регулирования натяжения проволоки.
Храповый механизм станка предназначен для отсчета количества выгибов и нанесения метки после отсчета 144 выгибов (100 м длины проволоки). Метка между двумя выгибами при сборке ориентирует сборщика на необходимость сделать в этом месте разъемное соединение мерной проволоки.
При вращении приводного диска 4, закрепленный на нем упор 14 действует на ролик 15 рычага, поворачивая его. Рычаг 16 имеет собачку 17, которая зацепляет, при вращении рычага, храповик 18 и поворачивает его на один зуб (достигается установкой упора 14). С храповиком 18 связан кулачок 19, который своей кривой заставляет вращаться около оси поворота 20 рычаг 21 и связанный одной осью с ним рычаг 22, который через пальцы 23 втулки 24 сжимает (взводит) пружину 25. На нижнем конце втулки 24 имеется пружинный боек 26, который поднимается вместе с ней при каждом обороте приводного диска 4 до попадания на кулачок, что происходит после 48 оборотов. Пружинный боек 26 ударяет по непрерывно движущейся проволоке на матрице 27, нанося метку.
Во избежание истирания бойка проволокой предусмотрен подъем его после удара.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ГВОЗДЕЙ | 1992 |
|
RU2019351C1 |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ РАЗРЕЗАНИЯ ТКАНИНА ЛЕНТЫ | 1966 |
|
SU187722A1 |
| СТАНОК-АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛЕТЕНОЙ МЕТАЛЛИЧЕСКОЙ СЕТКИ | 1968 |
|
SU212980A1 |
| ПРОВОЛОКОСШИВНОЙ СТАНОКВСЕСОЮЗНАЯnJTSrMTsjf „•?'CVli^'4i;.'-f'^S Л8Ьзг5йи !S,i.;S:J ^i-••:.^;•.'••|БИБ]=НОТЕНА | 1972 |
|
SU330957A1 |
| Винторезный станок для изготовления шурупов или т.п. предметов | 1923 |
|
SU19887A1 |
| Станок автомат для клеймения | 1972 |
|
SU446335A1 |
| Непрерывно-протяжной станок | 1982 |
|
SU1115869A1 |
| Станок для изготовления фасонной проволоки | 1928 |
|
SU10824A1 |
| Станок для обрезки выпрессовок автопокрышек | 1980 |
|
SU903199A1 |
| Устройство для изготовления проволочных разводных шплинтов | 1988 |
|
SU1563818A1 |
1. Станок для выполнения фасонных выгибов на проволоке посредством пуансонов и матриц, расположенных на приводном вращающемся диске, снабженный наматывающим барабаном, кинематически связанным с вращением диска, отличающийся тем, что, с целью образования выгибов на проволоке с определенным заданным шагом, а также повышения качества изготовления за счет безударного изгиба, пуансоны станка монтированы на поворотных, имеющих вертикальное перемещение, державках, равномерно расположенных вместе с матрицами по окружности диска.
2. Форма выполнения станка по п. 1, отличающаяся тем, что для поворота и вертикального перемещения державок применены неподвижные копиры, взаимодействующие с державками.
3. Станок по п. 1, отличающийся тем, что, с целью отсчета количества фасонных выгибов и нанесения риски на проволоке в зоне гиба, в станке применен храповой механизм с пружинным бойком, приводимым в действие упором, укрепленным на диске станка.
