Изобретение относится к проволокосшивным станкам для скрепления элементов тары скобамн.
Известны проволокосшивные станки содержащие механизм иодачи проволоки с прнводными роликами,, подъемно-опускной нож и рабочую головку с корпусом, пуансоно.м, бойком и повортным скобообразователем.
Однако ограниченная толщина сшиваемых элементов (до 30 мм) при очень жестких допусках по толщине доски, а также необходимость частой остановки для выемки испорченной (согнутой, деформированной) заготовки из скобообразующей рабочей головки не позволяет гнироко использовать известные станки.
Описанный станок отличается от известных тем, что верхний из приводных роликов мехаиизма подачн проволоки соединен при помощи эксцентрикового пальца и качающегося рычага с ползуном Падъемно-опускного ножа, смонтированного в закрепленной на станине станка цилиндрической направляющей, а рабочая головка выполнена с пpпкpeплeнны rи к корпусу в его нижней части неподвижными вставками с пазами для илеч скобы, обхватывающими поворотный ско-бообразователь, снабженный оттягивающей пружиной.
Это позволяет повысить качество и обеспечить возможность сщивания элементов различной толщнны.
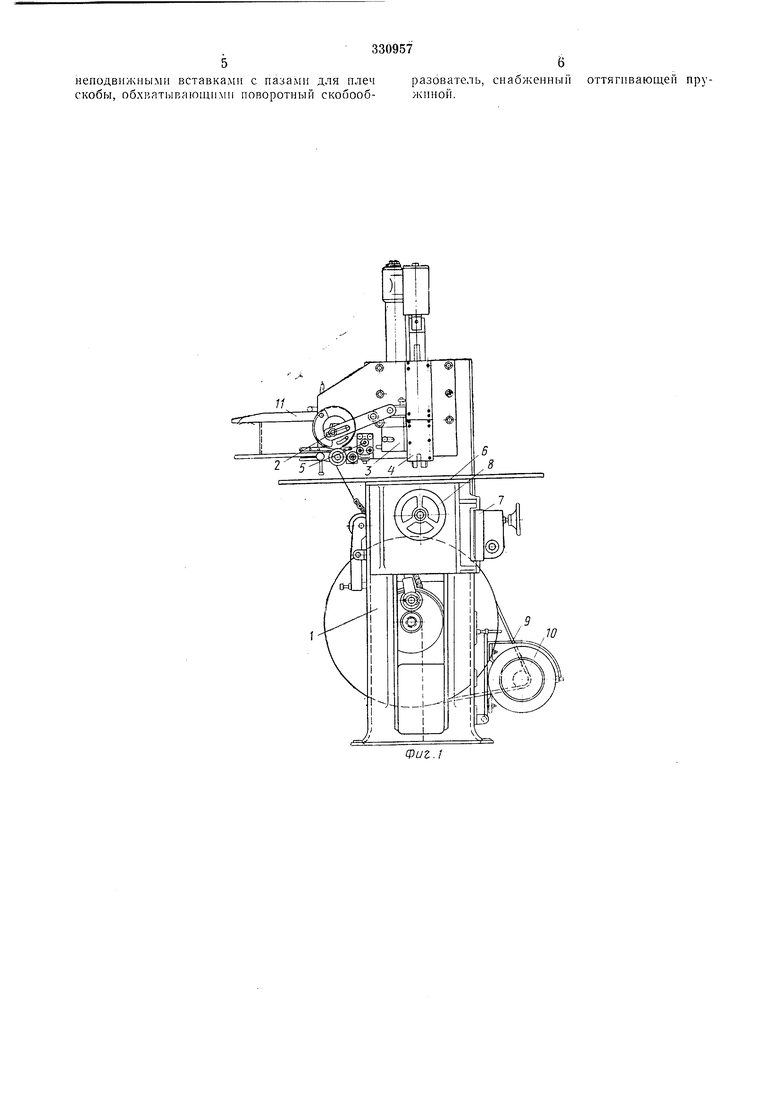
Иа фиг. 1 изображен предлагаемый станок, общий вид; на фиг. 2 - механизм подачи ироволоки, узел резки и рабочая головка; на фиг. 3 - механизм подачи проволоки, узел резки и
рабочая головка, в илане; на фиг. 4 - разрез по А-А на фиг. 2.
На станине / станка смонтированы мехаииз.м 2 подачи проволоки, узел резки 3, рабочая скобообразующая головка 4, выпря.мляющие ролики 5, рабочий стол 6 с механизмом 7 его подъема и креплением 8, привод 9 от электродвигателя W и держатель // катуи К11 с проволокой.
.Mexaннз 2 иодачи проволоки содержит
нижиий 12 и верхний 13 ролики, расположенные друг над другом, рабочие поверхности роликов имеют накатку. На верхнем ролике 13, И меющем большой диаметр, предусмотрены неподвижный М и подвижный /5, относительно ролика, секторы для регулирования длины подаваемой проволоки, стрелка 16 и шкала /7, на которой отмечается длина заготовки. Нижний ролик 12 укреплен на поворотном рычаге /5 и с помощью пружины 19 прижимается
к сектору 14. Ролики 12 и 13 приводятся во вращение от основного привода 9 через цепную и шестеренчатую передачи.
Механизм 3 резки проволоки содержит корпус 20, в нижней части которого расположен
кн) 21. Корпус крепится к стаппне винтом 22. В корпусе имеется направляющая подъемноопускного ножа 23, закрепленного в ползуне 24, который в свою очередь перемен-,ается в цилиндрической нанравляющей 25, закрепленной па станнпе станка. Соеднненне ножа с нолзупом осуществлено с возможностью регулирования положения ножа по высоте.
Нож 23 поднимается н опускается при помощи качающегося рычага 26, один конец которого щарннрно соединен с ползуном 24 при номощи пальца 27, расположенного в подшипнике. Второй конец рычага 26 пмеет овальный паз, в котором размещен эксцентриковый палец 25 большого ролнка 13 механизма подачи проволоки.
Таким образом, механизм подачн проволокп и ее резки вынесены и сблокированы в отдельный узел, нричем качающейся рычаг 26 синхронизирует их работу, обеспечивая резку проволоки в определенный момент.
Рабочая скобообразующая головка 4 содержит корпус 29, штОК-планку 50, соверщающую возвратно-поступательное движение, накладку 31, к которой прикреплен боек 32, пуансон 55 ввиде вилкообразного рычага с прикрепленными в нижней части загибочными пластинами 34, ролик 55, поворотный скобообразователь 36 и две крышки верхнюю 57 н нижнюю 38.
К корпусу 29 и нижней крышке 55 с двух сторон прикреплены неподвижные вставки (пластины) 39, являющиеся наиравляющнми для плеч формируемой скобы. Для повышення износоустойчивости корпуса в нем предусмотрен вкладыш 40 из закаленной сталн.
Поворотный скобообразователь 36 снабжен оттягивающей 41 и возвратной 42 пружинами, а также имеет выступ 43, упирающийся в ограничитель 44 его движення, расположенный на корпусе 29. Пуансон 55 приводится в возвратно-поступательное движение щток-планкой 30, соеднненной с общим прнводом станка.
Проволока сматывается с катущкн, установленной на держателе 11, проходит механизм 2 подачи проволоки, выпрямляющие ролнкн 5 и поступает в направляющий патроп 21 механизма резки 5.
При заправке проволоки нижннй ролик 12 отводится с помощью эксцентрнка. Проволока подается на резку периодически, когда сектор 14 верхнего ролика 13 входит в соприкосновение с нижним роликом 12. При прохожденни свободного участка ролика (без сектора) подачи проволоки не происходнт, н в это время отрезают кусок проволоки, поступившей в узел резки. Сннхронизироваиная работа механизма нодачи проволоки н ее резки обеспечивает резку в строго определенный момент, что дает возможность увеличить рабочий угол на подающих роликах до 240°и тем самым обеспечить плавную подачу проволоки и ее отрезание на заготовкн требуемой длины. Длину заготовкн регулируют взаимно, смещая секторы 14 и 15 верхнего подающего ролнка. Отрезанные куски проволоки имеют косой срез, что способст вует их легко.му вхождению в сшиваемый материал.
Заготовка проволоки, поступает на верхнюю плоп;адку поворотного скобообразователя 36. При движении нуансона 55 вннз нроволока входит в вертикальные пазы загибочных пластин 34, укренленных на пуансоне. При его дальнейшем двнжении вннз проволока огибает скобообразователь и размещается в пазах загибочных пластш 34 - образуется скоба.
Верхняя часть скобы при ее формированнн заходит в нижнюю канавку бойка 32, который перемещается но пазу, распо.юженному в центре пуансона.
После образования скобы, выстун, нредусмотренный на пуансоне, упнрается в конец вертикальиого наза вкладыща 40, при этом ролик 55 в.ходит в горизонтальный паз вкладыша, и пуансон выходит из зацепления с приводящей его в движение шток-нланкой 30, движение пуансона вниз прекращается.
В то же время шток-планка 30 продолжает опускаться вместе со связанным с ней бойком 32. Боёк движется по пазу пуансона и вдавливает скользящую по поверхности скобообразователи скобу в сшиваемое изделие, расноложенное на столе. Неподвижные нанравляющие пластины 59 позволяют более точно фиксировать скобу и избежать перекосов плеч скобы при ее забивке бойком. В омент начала забивки поворотный скобообразователь поднят оттягнвающей пружиной 41 в верхнее положенне, что позволяет ему сопровождать скобу вннз при забивке до ее упирання в доску, после чего он начннает поворачиваться до конца забивки, обеспечивая тем самым сщивание досок различной толщины.
После забивки скобы щток-планка вместе с бойком начинает двигаться вверх. При этом ролик пуансона перемещается нз паза вкладыша в паз шток-планкн: войдя таким образом в зацепление, пуансон подннмается. Скобообразователь под действием 41 н 42 возврапд,ается в исходное положение.
Предмет изобретения
Проволокосшивной станок для скреплсння элементов тары скобами, содержан;ий механнзм подачн проволоки с прнводными роликами, подъемпо-онускной нож и рабочую головку с корпусом, пуансоном, бойком и поворотным
скобообразователем, отличающийся тем, что, с целью повышения качества и обеспечеиня возможности сшивания элементов тары различной толщины, верхний из приводных роликов механнзма подачи проволоки соединеи
при номощи эксцеитрикового пальца и качающегося рычага с ползуном подъемно-опускного ножа, смонтированного в закрепленной на станиие станка цилиндрической направляющей, а рабочая головка выполнена с прн«Z- Sr,: S n™SS S 330957 Sr- 

сг:::; 21 2023S9
А А (-1 /.
