1
Известен станок-аВтомат для изготовления плоских плетелых сеток, содержащий механизмы подачи проволоки, образования спирали, отсчета количества витков в спирали, шагового движения -сетки, загибки концов спирали и намотки Сет.ки на штангу. .После отсчета заданного количества витков навиво-чный нож разъединяется с приводо,м с помощью муфты, спираль обрубается, а концы спирал подгибаются.
Предложенный станок проще известного и отличается тем, что привод шпинделя ножа двумя шкивами, имеющими различное число оборотов, а механизм переключения скоростей щпинделя выполнен в виде кулачка, раСположеННого с возможностью радиального перемещения на одном валу с профилированным диском и взаимодейСтвующего с роликом рычага, Перемещающего муфту от одного шкива к другому. Шпиндель снабжен по-ворОТной шпонкой, через которую он -связан с .механизмом отсчета числа витков. Кулачок механизма переклюЧ|ения скоростей шпинделя установлен На валу посредством втулки, на торце которой имеется выступ, входящий во впадину на торце кулачка.
В предложенНОм станке механизм намотки готовой сетки расположен над зоной плетения сетки, что уменьшает (габариты станка.
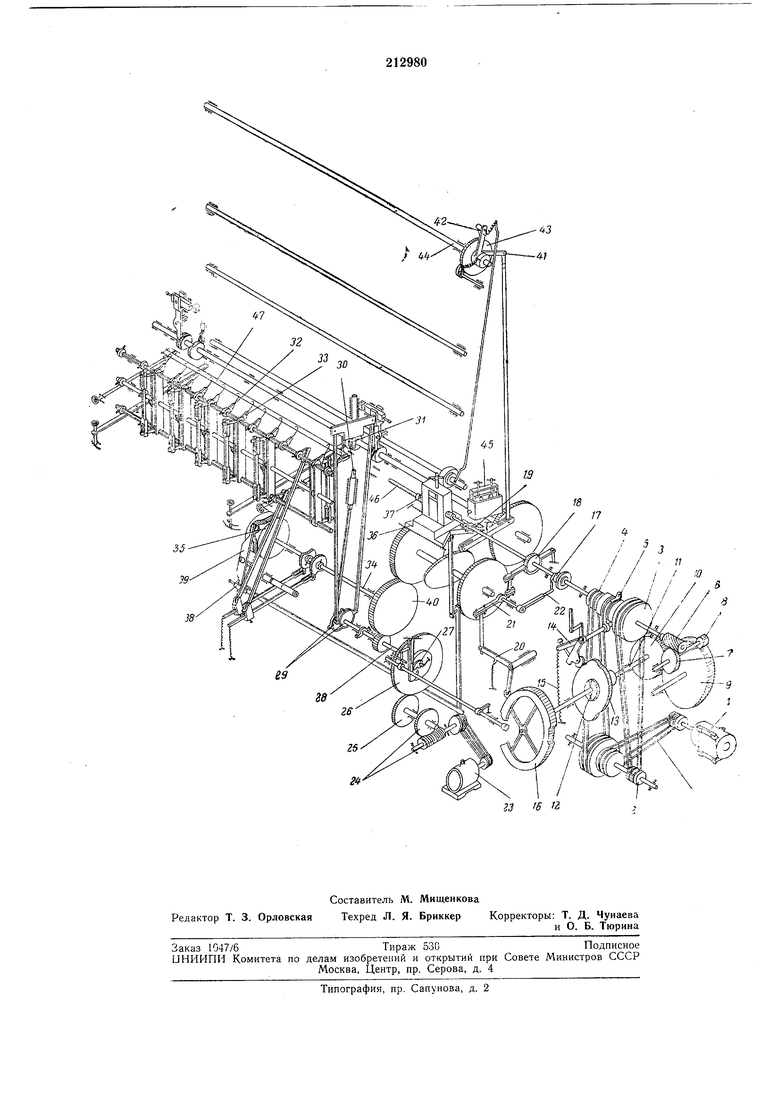
На чертеже изображена кинематическая схема предложенного сганка, который -содержит двигатель /, передающий вращение трансмиссии 2 и коническим щкивам 3 и 4. Коническа;я .муфта 5, периодически -сцепляяСь со шкивами 3 1 4, сообщает движение валу привода, на котором посажен червяк 6. Червяк 6 чер-ез червячное колесо 7, щестерню 8, паразитную щестерню 9 и наборную шестерню 10 приводит во .вращение вал 11.
iB зависимости от нуЖНого количества витков (ширины сетки) и-спользуются наборные щестерни с различным количеством зубьев. Паразитная шестерня .9 определяет межцентровое расстояние и крепится на подвижном
кронштейне.
На валу // на втулке 12 ус1ановлеи с воз.можностью ра-диального перемещения кулачок 13, переключающий посредством регулируемого рычага 14 перекидную муфту 5 и вводящий ее в зацепление -со шкивом .3 или 4. При переключении с большой скорости на малую в результате возникающих инерционных усилий выступ кулачка 13 воздействует на ролик рычага 14, а при переключении с малой на
на втулке 12 и ролик, подтягиваемый пружиной -IS, сходит с выступа эксцентрика.
На валу 11 установлен профилированный диск 16 включения поворотн-ой шпонки 17 на Плетение, на шпинделе станка-тормозной диск 1/5 и муфта крепления вязального ножа 19. Включение ловоротной шпонки /7 и растормаживание тормозного диска 18 производится от диска ,€ через систему рычагов 20, 21, 22. Поворотная шпонка 17 включается и выключается лри сцеплении муфты 5 с малооборотным ш кивом, чем обеспечивается безударная работа механизма поворотной шпонки. Применение поворотной шпонки в механизме привода Шпинделя обеспечивает останов шпинделя всегда в одном н том же Положении, что необходимо для устойчивой работы станка.
Все остальные исполнительные органы стан.ка имеют самостоятельный привод от двигателя 23 через червячный редуктор 24, шестерни 25 и 26 и поворогпую шпонку 27. При включении поворотной шпонки 27 начинает враш,аться вал 28, на конце которого посажены два эксцентрика 29 с диаметрально -нротивоположным расположением выступов.
От эксцентриков 29 поступательное движение передается ножам 30 л 31, которы-е, сближаясь, рубят опираль.
Крючки 32 и 33 установлены со смешением один относительно другого на /2 шага спирали. Работая Попеременно, они удерживают сетку в направляющем лотке.
На конце -вала 34 закреплен пазовый эксцентрик 35. Поворачиваясь после каждого В1клю1чения поворотной Ш1пон;ки 27 на 180, он передает движение столу 36, на котором установлен шнек 37. Величина -перемешения стола долж-на быть равной /2 Шага Спирали и регулируется при ,помош,и муфты 38 изменением плеча рычага 39.
От шестерни 40 движение передается стойке 41, в -которой закреплена яодаюшая собачка- 2. Собачка 42 приводит в движение храповик 43, врашаюш,ий штангу 44, на которую наматывается готовая сетка.
Станок работает в автоматическом щикле. При включении двигателей 1 и 23 с размоточной фигурки Через правильные ролики 45 проволока навивается на вязальный нож 46, пропущенный через шнек 37. Образуется спираль, которая вплетается в последнюю спираль сетки, лежащую в направляющем ложе 47. Каждый оборот вязального .ножа соответствует повороту ПрОфильного диска 16 на определенный угол.
После -навивки определенного количества витков, когда диск дойдет до такого положения, при которо.м в его впадину провалится ролик рычага 20, поворотная шпонка // .выклю1чается. Шпиндель с вязальным ножом разобщается с валом прИВОда и останавливается в заданном положении. В это время вЫСтуп диска 16 включает поворотную шпонку 27, вал 28 совершает один обор-от, в течение которого происходит перехват крючков, вллетенная спираль отрубается, концы ее затибаю-тся, сетка наматывается на штангу и стол перемещается на /2 шага спирали.
Продолжая вращаться, диск /б выжимает своим выступом рычаг 20, включается поворотная шпонка 1/7 и начинается в-плетение очередной спирали В сетку. Цикл повторяется. Для компенсации иеремешения стола на /г
шага спирали одна из спиралей имеет на ОДИн виток больше, чем другая, что исключает необходимость обрезать край сетки. Разность в количестве витков спиралей обеспечивается разностью длин выступов на диске 16.
Предмет изобретвния
1. Станок-автомат для изготовления плетеной металлической сетки, Содержащий смонтированный на шпинделе нож для навивки спирали и сообщающий шпинделю привод, содержащий механизм переключения скоростей шпинделя, включающий 1муф-ту, связанную с рычагом для ее -перемещения, механизм отсчета числа витков спирали, имеющий профилированный диск, взаимодействующий через систему роликов и рыча-гов -со шпинделем и механизм наМОтки готовой сетки, отличающийся тем, что, с целью получення спирали с ПОСТОЯННЫМ ЧИСЛО.М витков, упрошения конструкции станка, безударного включения механизма отсчета и обеспечения возможности получения сеток с ячейками до 10 мм,
привод шпинделя снабжен двумя щ-кивами, имеющими различное -число оборотов, а механизм переключения скоростей шпинделя выполнен в вид кулачка, распол-оженного с возможностью радиального перемещения на
одНО.м валу с профилированным диском и взаи1МОдействующего с роликом рычага, перемещающего муфту от одного шкива .к другому, при этом шпиндель снабжен поворотн-ой ШПонкой, через которую осуществляется СВязь механизма отсчета числа витков со шпинделем.
2.Станок-автомат по п. 1, отличающийся тем, ЧТО кулачок механизма переключения скоростей шпинделя установлен на валу посредством втул-ки, на торце которой имеется
выступ, входящий в соответствующую впадину на торце кулачка.
3.Станок-автомат по п-п. 1, 2, отличающийся тем, -что, с целью уменьшения габаритов сталка, механизм намотки готовой сетки расположен над зоной плетения сетки.
23 6 «
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления плетеной металлической сетки | 1971 |
|
SU444593A1 |
| Станок-автомат для изготовления плетеной металлической сетки | 1957 |
|
SU118800A1 |
| Автомат для изготовления плетеной металлической сетки | 1980 |
|
SU895579A1 |
| Автомат для изготовления плетеной сетки | 1983 |
|
SU1117111A1 |
| УСТРОЙСТВО ДЛЯ ПЛЕТЕНИЯ СЕТОК | 1991 |
|
RU2020016C1 |
| Автомат для изготовления плоских спиральных пружин | 1975 |
|
SU534286A1 |
| Автомат для изготовления спиралей овального сечения | 1987 |
|
SU1488080A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПЛЕТЕНОЙ СЕТКИ | 1964 |
|
SU165157A1 |
| Автомат для намотки заготовок из ленточных материалов | 1980 |
|
SU891549A2 |
| Устройство для загибания или скручивания проволочных спиралей | 1979 |
|
SU1416248A1 |