В данном станке, последовательно вступающие друг за другом в работу резцы, поворотно укреплены на стержне расположенном между направляющими полозьями, из которых. одна снабжена шаблоном, сообщающим поперечную ПОдачу резцам.
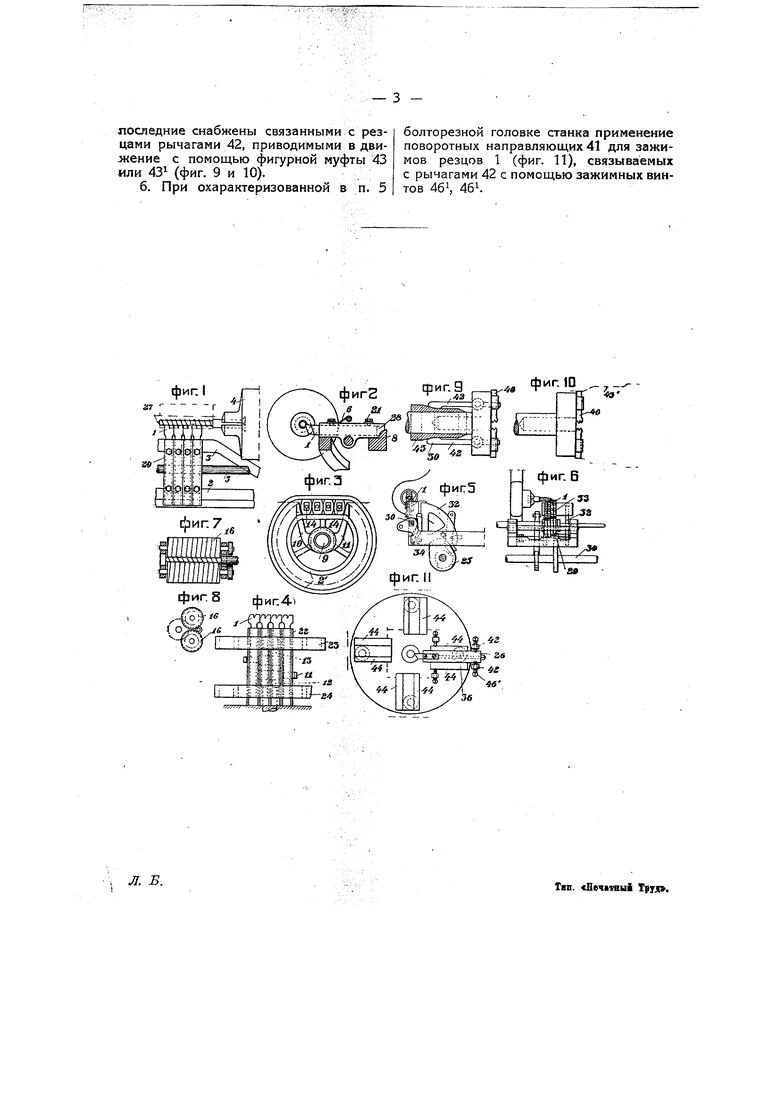
На чертеже фиг. 1 изображает вид сверху суппорта данного станка; фиг. 2- тоже, вид сбоку; фиг. 3 - вид сбоку видоизмененного суппорта; фиг. 4--тоже, вид сверху; фиг. 5-вид сбоку видоизмененного суппорта; фиг. 6-тоже, ввд сверху; фиг. 7-вид сверху опорных роликов поддерживающих шурупы; фиг. 8- тоже, вид сбоку; фиг. 9, 10 и 11- болторезную головку с приспособлениями для подачи резцов в трех видоизменениях.
На стержне 5 (фиг. 1 и 2) поворотно укреплены державки 20, перемещающиеся по винтообразным поверхностям направляющих полозьев 3, 2, из коих последний снабжен шаблоном 8, предназначенным для сообщения поперечной подачи резцам 1, закрепленным внутри державок винтами 21, при чем державки 3, 2 суппорта станка все время находятся под воздействием дружины 6 в целях возможности устанавливать резцы различно относительно шурупов.
В видоизмененном суппорте (фиг. 3 и 4) резцовые державки 22 помещаются между криволинейными замкнутыми направляющими поверхностями 2 концентрично установленных фасонных шайб 23, 24, расположенных на валике 9, на котором с помощью гаек 12, 13 устанавливаются переставные поводки 10, 11, предназначенные для перемещения державок. В целях сообщения подачи резцам 1, перемещающимся с помощью винтов 14 внутри державок концы последних находятся под воздействием шаблона, не показанного на чертеже.
В видоизмененном суппорте (фиг. 5 и 6), резцовые державки 33 закреплены на валике 30, связанном с поворотным вокруг оси 34 сектором 32, который, в целях сообщения подачи резцам 1, находится под воздействием кулачка 25.
Для поддержки шурупов во время нарезки устанавливаются, с противоположной резцам стороны, принудительно вращаемые опорные ролики 16, 1& (фиг. 7 и В), поверхность которой снабжена нарезкой.
На фиг. 9 и 10 изображены болторезные головки, у которых, в целях сообщения самостоятельной подачи каждому из резцов 40, последние связаны t: рычагами 42, находящимися под воздействием фигурной муфты 43 (фиг. 9) или 43 (фиг. 10).
ИзобраЯ енная на фиг. И болторезная головка снабжена поворотными на осях 36 направляющими 44 для державок 26, которые, с помощью винтов 46 связаны с рычагами 42, предназначенными для сообщения самостоятельной подачи каждому из резцов.
При подаче суппорта к заготовке 27, зажатой во вращающемся патроне 4 (фиг. 1 и 2), резцовые державки 20, вращаясь на стержне 5, перемещаются по винтообразным поверхностям направляющих полозьев 2, 3, вследствие чего резцы 1 все время меняют свое положение относительно оси заготовки. Когда резцы окажутся на высоте оси заготовки 27, то они производят нарезку шурупа, при чем подача резцам сообщается «iepe3 посредстве закрепленного на полозе 2 щаблона 8, воздействующего на задний.конец 28 державки, передний конец которой все время находится под воздействием пружины 6.
В видоизмененном устройстве, изображенном на фиг. 3 и 4, перемещение резцов по направлению оси заготовки производится поводками 10 и 11, при чем число резцов 1, участвующих в работе, может измениться вследствие того, что направляющие поверхности 2 шайб 23 и 24 выполнены криволинейными.
В устройстве, изображенном на фиг. 5 и 6, резцы 1 подводятся к обрабатываемому изделию сектором 32, который при посредстве кулачка 25 поворачивается на оси 34, при чем подача резцам сообщается с помощью копира 29.
В устройстве, изображенном на фиг. 9 и 10, установленные на болторезной головке резцы 40 связаны с рычагами 42, концы 30, 30 которых, перемещаясь по фигурной муфте 43 или 43, поворачивают рычаги, тем самым сообщая подачу резцам 1, 1.
В устройстве, изображенном на фиг. 11, резцовые державки 26 связаны болтами 46 с рычагами 42, которые, перемещаясь, поворачивают на осях 36 направляющие 44 вместе с резцами 1, тем самым сообщая последним подачу по направлению к обрабатываемому изделию.
Во время нарезки обрабатываемое изделие поддерживается опорными роликами 16, 16 (фиг. 8), которые получают принудительное вращение, при чем по мере углубления нарезки ролики соответственно перемещаются по напра, влению оси обрабатываемого изделия.
Предмет патента.
1.Винторезный станок для изготовления шурупов или т. п. предметов, характеризующийся применением установленных на суппорте станка направляющих полозьев 2-3 (фиг. 1 и 2), удерживающих перемещающиеся на них в осевом направлении поворотно укрепляемые на стержне 5 между полозьями и прилегающие друг к другу резцы 1, поперечная подача которым сообщается при помощи шаблона 8 на полозе 2.
2.Видоизменение охарактеризованного в п. 1 станка, отличающееся тем, что полозья для резцов выполнены в виде концентрично установленных фасонных шайб с криволинейными замкнутыми направляющими поверхностями 2 (фиг. 3 и 4), используемыми для перемещения на них резцовых державок с помощью . переставных на ваЛуке 9 поводков 10 и 11.
3.Видоизменение охарактеризованного в п. 1 станка, отличающееся тем, что резцы 1 расположены на поворотном секторе 32 (фиг. 5 и 6) станка, подводимом к обрабатываемому предмету и разобщаемом с ними при посредстве какого-либо известного приспособления.
4.При охарактеризованном в п.п. 1-3 станке применение устанавливаемых с противопод ожной резцам стороны принудительно вращаемых опорных роликов 16-;16 (фиг. 7 и 8), используемых для поддержки шурупов во время нарезки.
5.Видоизмене - характеризованного в п. 1 станка, чающееся тем, что для подачи ре40, установленных, напр., на б знь1Х головках,
лоследние снабжены связанными с резцами рычагами 42, приводимыми в движение с помощью фигурной муфты 43 или 43 (фиг. 9 и 10).
6. При охарактеризованной в п. 5
болторезной головке станка применение поворотных направляющих 41 для зажимов резцов 1 (фиг. 11), связываемых с рычагами 42 с помощью зажимных винтов 46, 464
| название | год | авторы | номер документа |
|---|---|---|---|
| Фасонный токарный станок | 1930 |
|
SU26433A1 |
| Патрон для обрезки труб | 1930 |
|
SU29161A1 |
| МНОГОШПИНДЕЛЬНЫЙ ПОЛУАВТОМАТ | 1966 |
|
SU222843A1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| Шпиндельная бабка | 1990 |
|
SU1780937A1 |
| СУППОРТ МЕТАЛЛОРЕЖУЩЕГО СТАНКА С АВТОМАТИЧЕСКОЙ СМЕНОЙ ИНСТРУМЕНТА | 1973 |
|
SU368729A1 |
| Копировальный станок для обработки лыж | 1928 |
|
SU12408A1 |
| Резцовая державка с механизмом отвода резца | 1980 |
|
SU944802A1 |
| ВСЕСОЮЗНАЯ IОГ-ТТ}':"^!-!-. ...--..,,fА11г:г1*1ш-!:.А;-;-п;'' ^ЦЩ___БИ5ЛИС7и:?[Л (В. И. Романов | 1970 |
|
SU285473A1 |
| СТАНОК ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ НА БОКОВЫХ И ТОРЦЕВЫХ ЧАСТЯХ ЗАГОТОВОК ДЛЯ ТКАЦКИХ ЧЕЛНОКОВ | 1929 |
|
SU20315A1 |
фиг 8 фиг.41 .С .je -ferr П . :.|i.,lte С .; I; JliVit фиг.д 4« 42

