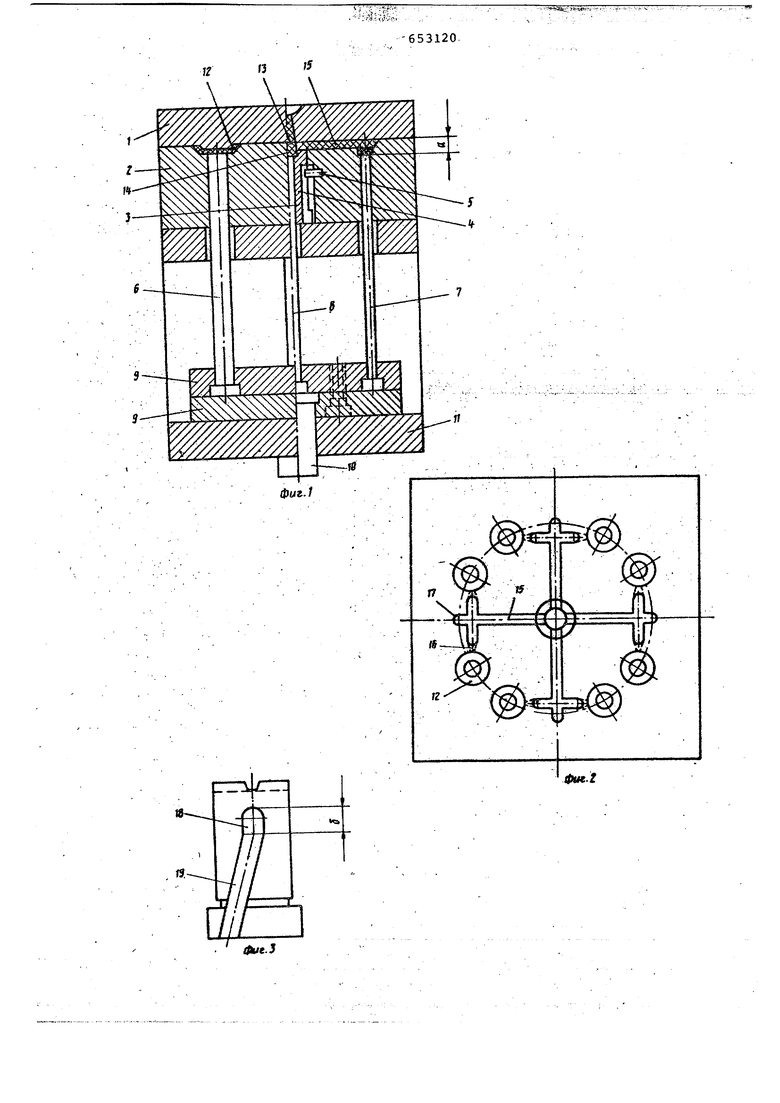
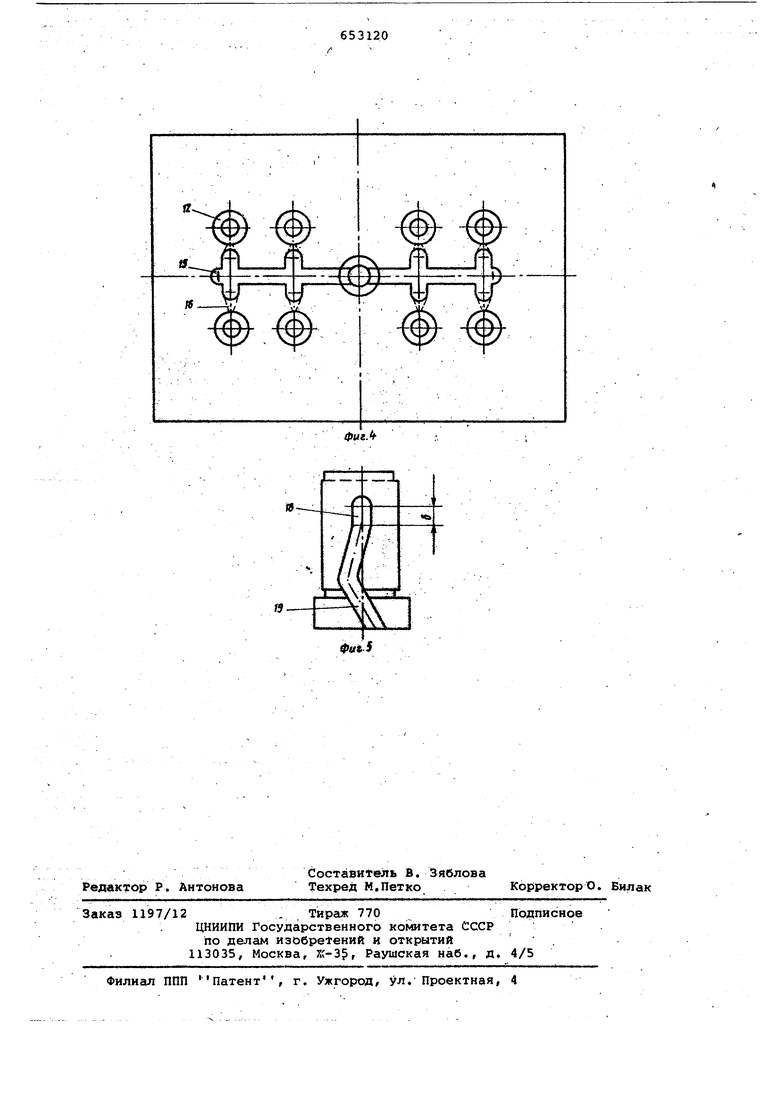
.. - Изобретение ртноситсй к области переработки пластмасс. Известна литьевая форма для изготовления изделий из полимерных материалов, содержащая подвижную и непод вижную плиты с ОФОРМ.ЛЯЮЩИМИ полостями, В1ыталкиаате и и механизм поворота выталкивателя центрального литника . . . ., ; Однакоэта фррма не обеспечивает удаления изделий, залипающих на вытйлкивателях. Известна .также литьевая форма/ со держащай неподвижную плиту пуансонов подвижную плиту матрШ, центральный выталкиватель и концентрично устайов ленную ему центральную втулку с поднутрением на торце для центрального литника Н копирным пазом на боковой ее поверхности, расположенный в подвижной части формы штифт, взаимбдействукядий с копирным пазом, и плиты с выталкивателями изделий 2, В этой для сбрасывания зали пающкх на выталкивателях изделий используется сбрасывающий элемент, выполненный заодно с центральной втулкой, а также для перемещения центральной втулки использованы пружинаи упорный подшипник, что усложняет конструкцию формы. Цель изобретения - упрощение конструкции формы и обеспечение сталкивания изделий с выталкивателей литниковой системой. Это достигается т&, что штифт жестко закреплен в плите матриц, а выталкиватель центрального литника закреплен в плитах выталкиват.елей из: делий. . . . . На фиг. 1 изображена литьевая форма, общий вид, разрез; на .фиг.. 2 - . подвижная часть формы с радиальным расположением гнезд, вид сверху; на фиг. 3 - центральная втулка с пазом для формы с радиальным расположением гнезд; на фиг. 4 - подвижная часть . формы с линейным расположением гнезд, вид сверху; на фиг. 5 - центральная втулка с: пазом для формы с линейным ; расположением гнезд. Литьевая форма содержит неподвижную плиту пуансонов 1, подвижную плиту матриц 2,центральную втулку 3 с копирным пазом 4, в который входит штифт 5, жестко закрепленный в плите матриц 2, выталкиватели 6 изделий, выталкиватели 7 разводящих литников и вытaлк вaтель 8 центрального литника, плиты 9
с выталкивателями изделий и. хвостовиком 10, установленные на осаовании 11. Ё плитахма |рйц выполнены офбрмлякядие гнезда 12 для изделий. Литниковая сиетема включает центральный литник 13 с .поднутрением 14, разводящие литники 15, туннельные впуски 16 и сбрасываю- 5 щие участки 17. Паз центральной втулки выполнен с прямолинейным участком 18, перехбдяйщм в криволинейный участок 19. Для форм с радиальным;расположением гнезд криволинейный участок 10 19 находится по одну сторону оси прямолинейно1О участка, а для форм с линейным расположением гнезд выполнены два криволинейных уча.стка, располо- женных по обе стороны относительно jg оси прямолинейного участка паза. Дли- На прямолинейного участка б выбрана такой, что :она равна или превышает высоту;изделия или разёодящегр литййка с поднутрением.20
.Литьевая, форма работает .следующим ббрбЭом. : - -,
ff сЬмкн утук форму производят впрыск расплавленного полимерного материала. По.бле осуществления выдержкй под дав- леннем форму рабкрывают.-При этом.плиТа матриц 2 и .плитыс. выталкиватёлями и.основанйем 11 отходят ;от плиты пу- ; ансонов 1. Когда хвостовик 10 касается упора литьевой машины, начинается выталкивание изделий и литниковой системы При§том цёнтральна я втулка 3 и связанный с цей поднутрением цеит рал ь ный лит ни к 13; п ёремещаю тс я вме ста о ёйталкйвающей системой. При движе.нии центральной втулки 3 паз 4 сколь-Зб зит по штифту 5. Осуществляется;выталкйвание roTOBijK изделий и разводящих литников 15. Начальный участок .18 паза выполнёй ПЕ яйолйнейным и. распс ложен вдоль осицентральной втулки . напрямблйнейного участка б.прй- . ни1мается равной или неск.ойько большей/ чем ннзйбольшёе заглубление издеЛия и ли нйковой; систе№1 После полного выведения изделий и лйтникбвой 5 системы из плиты матриц в конта : со штифте вступает криволинейный участок 19 паза, и втулка начинает пово- -- -;j . .-, . . .,,--..-..:.., .;-i..-iiV.ijfl4 4 ui:.s i-wi.Ui;i--S;i4i..
разбиваться вместе с литниковой системой, сбрасывая изделия, .зависшие на выталкивателях 6. При дальнейшем движении выталкивающей системы центральная втулка упирается буртиком в дно углублени.я плиты матриц и останавливается, а выталкиватель 8, продолжая движение, выталкивает центральный литник 13 из втулки. Вращательный импульс, испытываемый литниковой сиетемой, способствует надежному сбросу и самой. литников.ой системы.
При линейном расположении гнезд в литьевой форме после выталкивания изделий .и литниковой системы во взаимодействие со штифтом 5 .вступает и другой криволинейный участок паза. Выполнение на наружной поверхности центральной втулки паза с прямолинейным и криволинейныГ участками .и взаимодействующего с ним штифта, жестко закрепленного в плите матриц, обеспечивают поворот всей литниковой системы в конце выtaлkивaния и надежное сбрасывание изделий, залипающих на выталкив.ателях. Это позволяет .изготавливат мелкие/пластмассовые изделия, имеющие.тенденцию залипать на .выталкивателях, в автоматическом режиме. .
... Формула изобретения
Литьевая форма,.содержащая неподвижную: плиту Пуансонов, подвижнук плиту матриц; центральный выталкива-. теЛь и концентричнЪ устайовленную ему центральную втулку с поднутрением на торце для центрального литника и копирйым пазом на . боковой её поверхно- сти, располож;енный;в подвижной части формы штифт, взаимодействующий с копирйым. , и плиты с выталкивателями изделий, о т Л й.ч а и щ а. я с я , ЧТО, с цёЛью упрощения конструкции формы и обеспечения сталкивайия изделий.с. вытaлкивateлeй литниковой cиcтeмoi5;, штифт жестко закреплен в плите, матриц, а. вытаЛкивателЬцентpaiJibHorci литниказакреплен в плитах выталкивателей изделий.
Источники информации, принятые во внимание при экспертизе;
1.Авторское свидетельство . | 243819,,кл. В 29 С 5/00,:i968.
2.Патент Англии W 1384736, КЛ. В 5 А, 1972.
-653120
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий | 1983 |
|
SU1113261A1 |
| ЛИТЬЕВАЯ ФОРМА | 1991 |
|
RU2029681C1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1353634A1 |
| Литьевая форма для изготовления полимерных изделий | 1988 |
|
SU1595661A1 |
| Литьевая форма для изготовления полимерных изделий | 1983 |
|
SU1111861A1 |
| Литьевая форма для полимерныхиздЕлий | 1979 |
|
SU793778A1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1431947A1 |
| Литьевая форма для изготовления изделий из полимерных материалов | 1981 |
|
SU1031742A1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1359146A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2011524C1 |