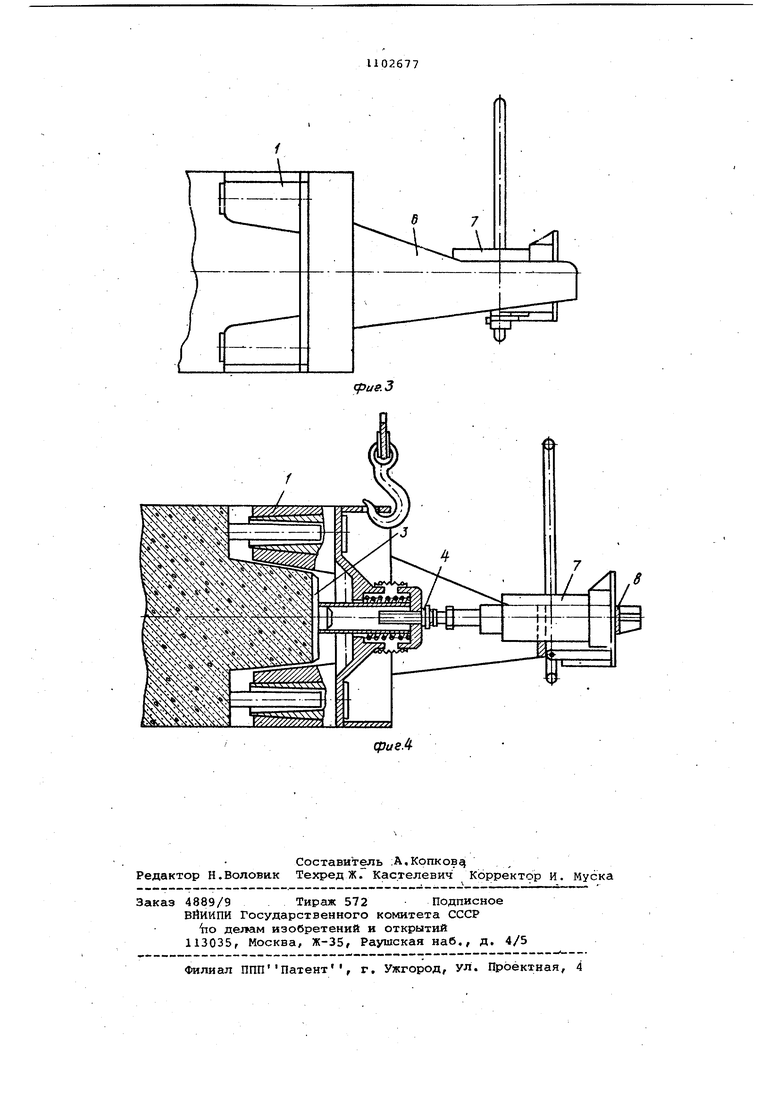
Изобретение относится к оборудов нию для изготовления жр/тезобетонных изделий. Известно устройство для изготовл ния железобетонных изделий, содержа щее борт формы с жестко закрепленной на нем гайкой и винтом с головкой. Винт, взаимодействуя с гайкой, закрепленной на борту, упираясь голов кой в железобетонное изделие, отодви гает борт 1 . Недостатками данного устройства являются большая трудоемкость распалубки изделий с арматурными выпускам и необходимость иметь винтовой домкрат на каждое устройство. Цель изобретения - снижение трудо емкости распалубки изделий с арматур ными выпусками и повышение качества изделий путем обеспечения точной фик сации арматуры. Поставленная цель достигается тем что -и устройстве для распалубки железобетонных изделий, содержащем кор пус и толкатель, корпус снабжен съем ным гидравлическим приводом и втулка ми с распалубочными коническими отверстиями для арматурных выпусков, кронштейном и упором для установки привода между последними и толкателем. Кроме того, наружная поверхность втулок выполнена конической. . На фиг. 1 изображено устройство. Вид сбоку с вырывом; на фиг. 2 - то же,вид в плане, на фиг.З - устройство, общий вид/ на фиг. 4 - то же, в положении распалубки. Устройство для распалубки железобетонных изделий содержит корпус 1 с установленным на нем толкателем 3. Съемный гидродомкрат 7 с ручным приводом установлен на кронштейне 6 и упоре 8 корпуса 1.Толкатель 3 снабженрегулировочным винтом 4. В корпусе 1 смонтирована возвратная пружи-. на 5. В отверстия корпуса 1 установлены конические сменные втулки 2, имеющие распалубочные конические отверстия, внутренний диаметр которых выбирается в зависимости от диаметра арматурных выпусков формуемого и изделия. Наружная коническая поверхность сменных втулок 2 обеспечивает их фиксацию (в конусных гнездах корпуса 1) и съем одновременно с корпусом 1 в процессе распалубки. Распалубка производится следующим образом. Гидродомкрат 7, взаимодействуя с одной стороны с упором 8 корпуса 1, ас другой через регулировочный винт 4 и толкатель 3, упираясь в изделие, открывает формующую поверхность корпуса 1 от изделия, одновременно стягивая конические сменные втулки 2 с арматурных выпусков. Приведение устройства в положение формования производится возвратной пружиной.Регулировка усилия возвратной пружины 5 производится регулировочным винтом 4. Предложенное устройство обеспечивает точную фиксацию арматуры, позволяет избежать брака прираспалубке.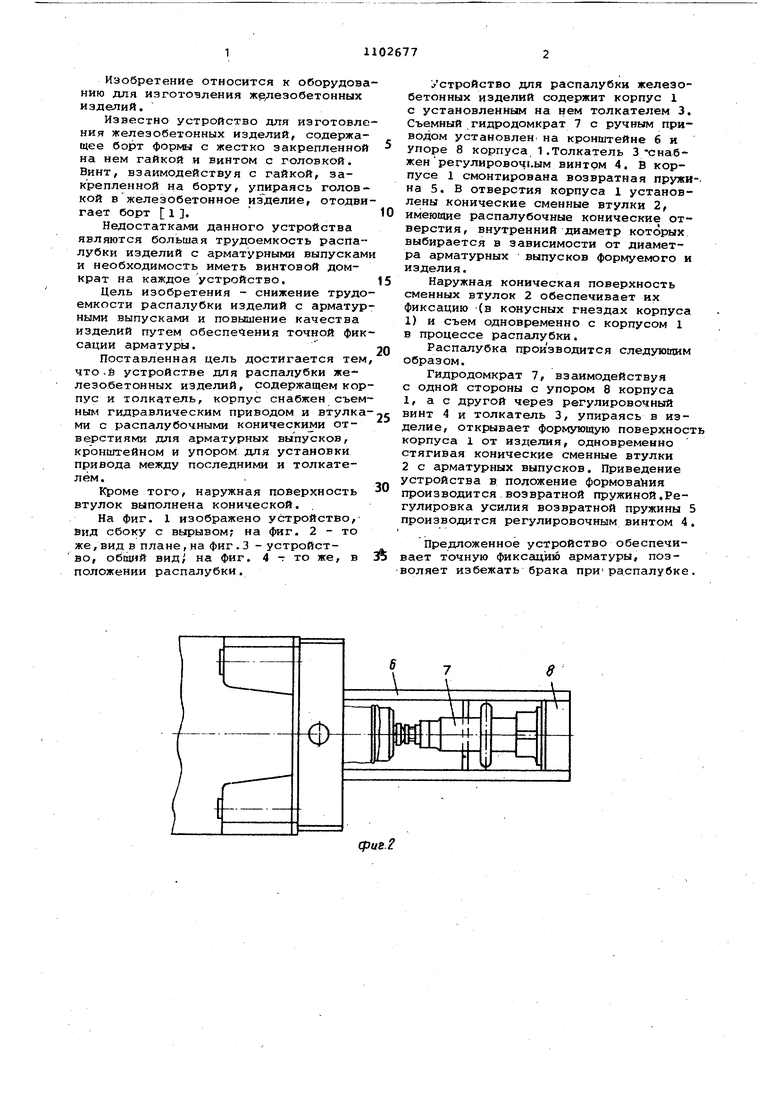
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления изделий из бетонных смесей | 1982 |
|
SU1094743A1 |
| ДВУХЪЯРУСНЫЙ СТАН для ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ НЗДЕЛИЙВСЕСОЮЗНАЯliAKHTBO^T^KliH'infAfБИБЛИОТЕКА | 1971 |
|
SU306002A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ПРЕДНАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2037409C1 |
| ОПАЛУБКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОТЯЖЕННЫХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ И КОЛОННА, ИЗГОТОВЛЕННАЯ В ЭТОЙ ОПАЛУБКЕ | 2005 |
|
RU2309231C2 |
| Торцеобразователь формы для изготовления изделий из бетонных смесей | 1986 |
|
SU1395505A1 |
| СПОСОБ ВОЗВЕДЕНИЯ МОНОЛИТНОГО ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННОГО ЖЕЛЕЗОБЕТОННОГО КАРКАСА ЗДАНИЯ | 2008 |
|
RU2384675C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОТЯЖЕННЫХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ И КОЛОННА, ИЗГОТОВЛЕННАЯ НА ЭТОЙ ТЕХНОЛОГИЧЕСКОЙ ЛИНИИ | 2005 |
|
RU2309041C2 |
| Форма для изготовления предварительно напряженных газобетонных изделий | 1982 |
|
SU1119852A1 |
| Многоместная форма для изготовления изделий из бетонных смесей | 1981 |
|
SU1084139A1 |
| Форма для изготовления железобетонных плит с преднапряженной арматурой | 1985 |
|
SU1454703A1 |
1. УСТРОЙСТВО .ДЛЯ РАСПАЛУБКИ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ, содержащее корпус и толкатель, о -т л и чающееся тем, что, с целью снижения трудоемкости распалубки изделий с арматурными выпусками и повышения качества изделий путем обеспечения точной фиксации арматуры, корпус снабжен съемным гидравлическим приводом и втулками с распалубочными коническими отверстиями для арматурных выпусков, кронштейном и упором для установки привода между последним и толкателем. 2. Устройство по п. 1, отличающееся тем, что наружная поверхность- втулок выполнена коничес-С кой. . (Л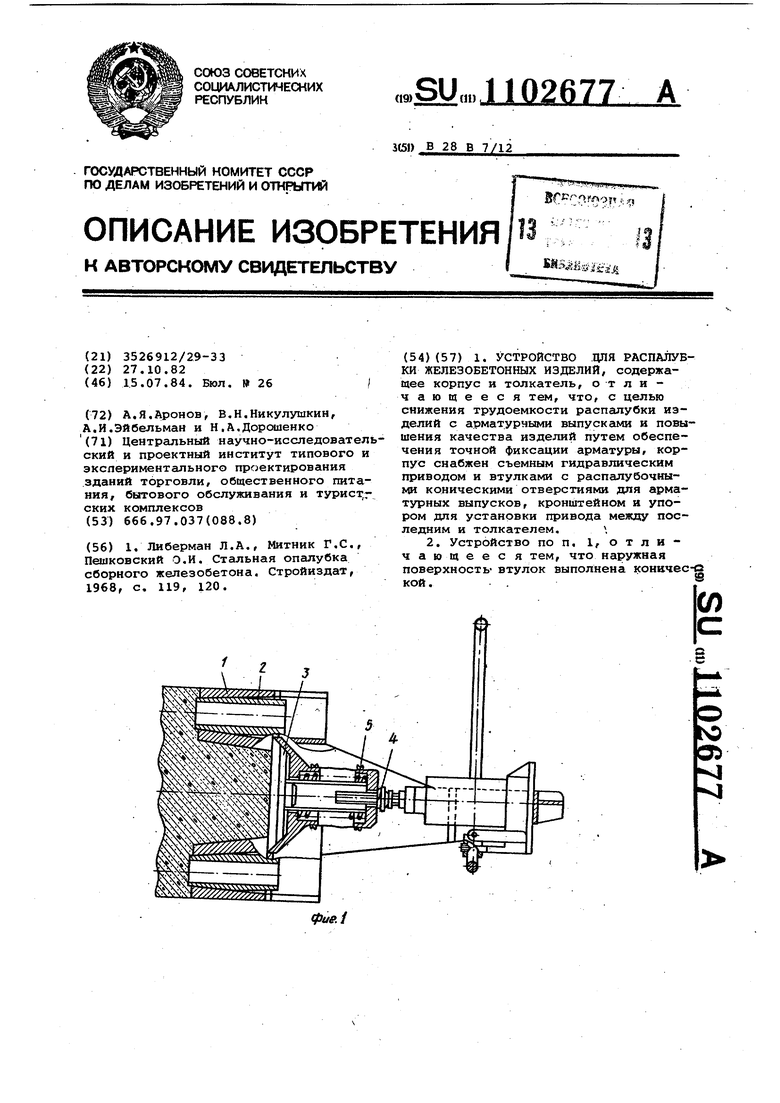
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Либерман Л.А., Митник Г.С., Пешковский О.И | |||
| Стальная опалубка сборного железобетона | |||
| Стройиздат, 1968, с | |||
| Способ получения камфоры | 1921 |
|
SU119A1 |
