Изобретение относится к термической обработке металлов, в частности к устройствам для непрерывного отпуска металла сварного соединения.
Целью изобретения является повышение стабильности механических характеристик металла шва и околошовной зоны путем увеличения равномерности отпуска.
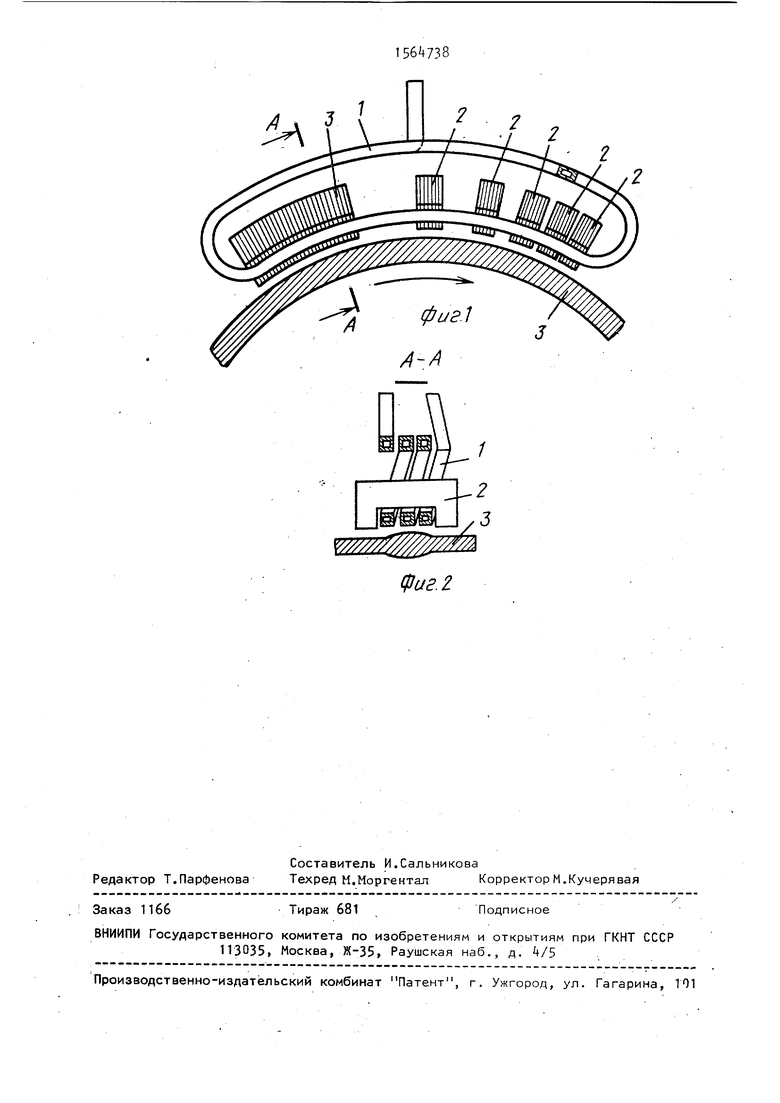
На фиг. 1 изображен предлагаемый индуктор для непрерывной термообработки зоны швов сварных соединений, продольный разрез4, на фиг. 2 - разрез А-А на фиг. 1.
Индуктор для непрерывной термической обработки зоны швов сварных соединений содержит водоохлаждаемую мно- говитковую катушку 1, витки которой образованы индуктирующими и обратными проводниками, причем индуктирующие проводники охвачены магнитопроводом 2, выполненным из установленных с зазором друг от друга П-образных секций. Под индуктором расположены перемещаемое относительно него сварное соединение 3.
Длина крайней (первой по направлению перемещения сварного соединения) секции магнитопровода в 4-8 раз больел
о
sl
00 00
315
ше каждой из последующих секций. Величина зазора между секциями изменяется по закону убывающей арифметической прогрессии. Крайняя секция магни- топровода предназначена для локального нагрева металла до заданной температуры, последующие секции, установленные с регламентированным зазором, - для поддержания постоянной температуры отпуска в течение времени выдержки, которое определяется скоростью перемещения сварного соединения относительно индуктора и длиной последующих секций магнитопровода.
Применение индуктора с длиной крайней секции магнитопровода, меньшей -кратной длины каждой из последующих секций, приводит к перегреву металла при выдержке. Применение индуктора с длиной крайней секции магнитопровода, большей 8-кратной длины каждой из последующих секций, вызывает снижение температуры при отпуске. Величина зазора между секциями магнитопровода изменяется по закону убывающей арифметической прогрессии для того, чтобы, компенсировать потери тепла по мере перемещения нагретого металла к выходу из индуктора.
Индуктор работает следующим образом.
Размещают под индуктором начало зоны сварного соединения 3, которое необходимо подвергнуть термообработ
ке. Включают питание индуктора и при- вод перемещения сварного соединения. При поступлении участка сварного соединения 3 в зону действия электромагнитного поля, создаваемого витками катушки 1 и крайней секцией Mai- нитопровода 2, металл шва и околошовной зоны начинает нагреваться. У
0
выходной стороны крайней секции температура металла достигает заданной. В зазоре между крайней и первой из последующих секций металл подвергается воздействию поля меньшей напряженности, чем под участком токопро- водов} охваченных магнитопроводом, и его температура несколько понижается. Перемещаясь под первой из последующих секций магнитопровода, металл сварного соединения снова подвергается воздействию более интенсивного электромагнитного поля и его температура снова повышается и достигает заданной или превышает ее на величину установленного допуска. При последующем перемещении сварного соединения в зоне чередования зазоров и секций магнитопровода температура металла сварного соединения поддерживается примерно на одном уровне.
Формула изобретения
Индуктор для непрерывной термической обработки зоны швов сварных соединений, содержащий водоохлаждаемую катушку, витки которой образованы индуктирующими и обратными проводниками, причем индуктирующие проводники охвачены магнитопроводом, выполненным из установленных с зазором друг от друга П-образных секций, о т,- личающийся тем, что, с целью повышения стабильности механических характеристик металла шва и околошовной зоны путем увеличения равномерности отпуска, длина одной из крайних секций магнитопровода в 4 - 8 раз больше каждой из последующих, а указанные зазоры изменяются по закону убывающей зрифметической прогрессии.
2 

| название | год | авторы | номер документа |
|---|---|---|---|
| Петлевой индуктор для локального нагрева | 1983 |
|
SU1103366A1 |
| Способ локального нагрева изделий и устройство для его осуществления | 1982 |
|
SU1171537A1 |
| Индуктор для термообработки углового сварного соединения | 1974 |
|
SU663135A1 |
| Способ локального индукционного нагрева изделий | 1980 |
|
SU998537A1 |
| Способ термообработки сварных соединений полос и устройство для его осуществления | 1987 |
|
SU1544817A1 |
| Способ локального индукционного нагрева изделий и устройство для его осуществления | 1982 |
|
SU1167215A1 |
| ИНДУКЦИОННОЕ УСТРОЙСТВО ДЛЯ ТЕРМООБРАБОТКИ СВАРНЫХ СТЫКОВ, НАПРИМЕР, ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 2001 |
|
RU2200764C2 |
| Индуктор для локального нагревазОНы шВА СпиРАльНОшОВНыХ ТРуб ВОблАСТи ТОРцА | 1979 |
|
SU807507A1 |
| Индуктор для нагрева участков изделий и способ его монтажа | 1978 |
|
SU739755A1 |
| Индуктор для локального нагрева | 1983 |
|
SU1112583A1 |
Изобретение относится к электротехнике. Целью изобретения является повышение стабильности механических характеристик металла шва и околошовной зоны за счет увеличения равномерности отпуска. Индуктор позволяет осуществлять обработку, заключающуюся в нагреве сварного соединения до температуры отпуска и выдержку при этой температуре при его непрерывно последовательном перемещении. Для этого он имеет секцию нагрева и несколько секций выдержки, поддерживающих температуру отпуска в заданных пределах. Секции образованы индуктирующими проводниками с магнитопроводом из П-образных секций определенной длины и установленных с определенным зазором. 2 ил.
Редактор Т.Парфенова
Составитель И.Сальникова
Техред М.МоргенталКорректор М.Кучерявая
Заказ 1166
Тираж 681
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР
113035, Москва, Ж-35, Раушская наб., д. Ц/5
------------
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
фиг. г
Подписное
| Зимин Н.В | |||
| и др | |||
| Термическая обработка сварных спирально-шовных труб большого диаметра | |||
| - Кн.: Применение токов высокой частоты в электротермии | |||
| М.: Машиностроение, 1973 | |||
| Петлевой индуктор для локального нагрева | 1983 |
|
SU1103366A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
