вения и качество сварного соединения будет ухудшаться.
Такая конструкция катушки индуктора при выходе его из строя позволяет производить замену, не разрезая трубу,
Это существенно, сокращает время замены индуктора, выиедшего из строя, и сокращает эксплуатационные расходы.
Кроме того, при случайной остановке стана при включенном нагреве распдавленный металл трубной заготовки потечет вниз, под стан и не попадет на катушку.
Для понижения потоков рассения катушки и свариваемая заготовка охватываются экраном. Для удобства заменг. индуктора при заведенной заготовке экран выполнен разъемным,
Как показывают эксперименты, ыалкчя экрана существенно снижает потоки рассеяния, но в этом случае ток на учает ке периметра свариваемой заготовки, где активные проводники отсутствуют, втечет только под экраном. Для того чтобы потери в теле трубной заготовки при использоваяии экрана не возросли, часть.экрана, огибающая свариваемую заготовку, на этом участке имеет значительно большую длину, чем катушка.
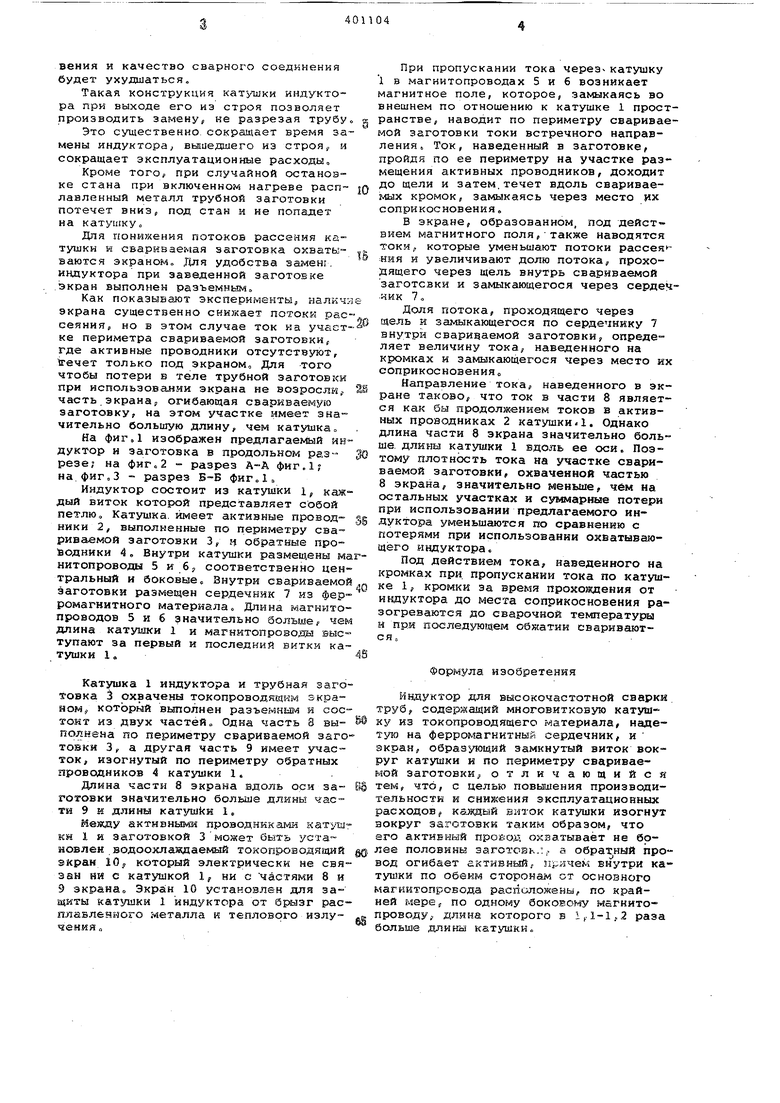
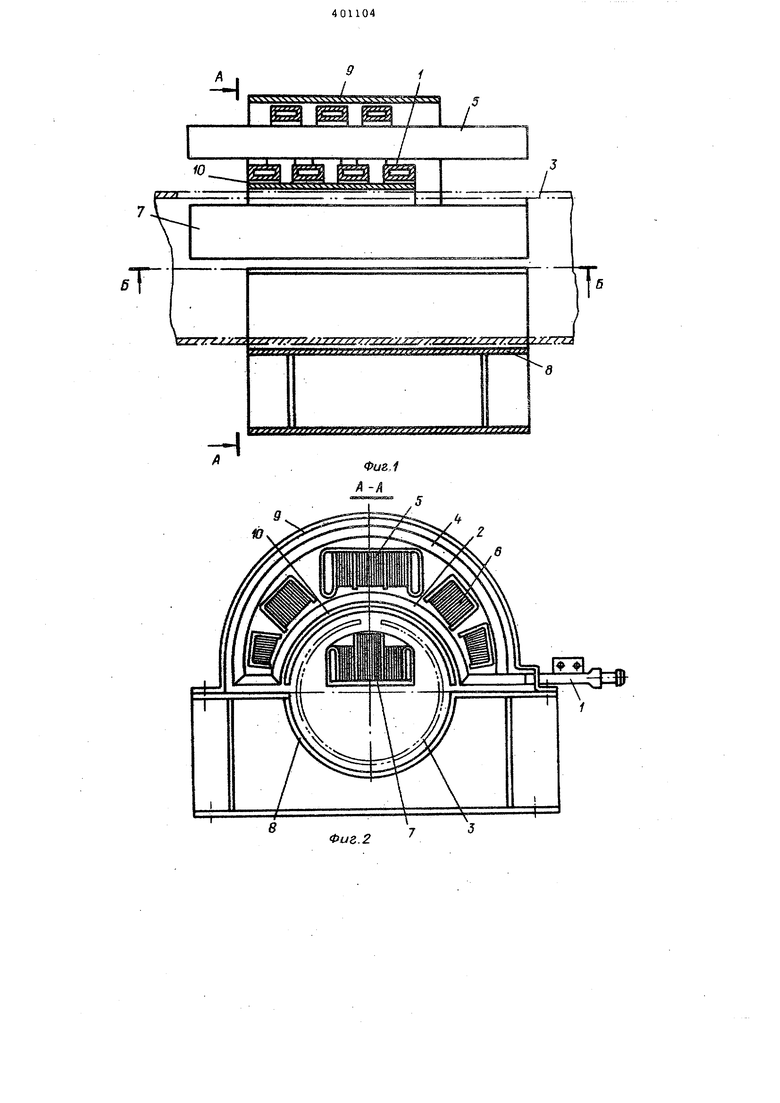
На фигЛ изображен предлагаемый индуктор и заготовка в продольном разрезе; на фиг.2 - разрез А-А фиг Л на. фиг.3 - разрез Б-Б фигЛ
Индуктор состоит из катушки i, каждый виток которой представляет собой петлюо Катушка, имеет активные проводНИКИ 2, выполненные по периметру сва рива.емой заготовки 3, i-j обратные проводники 4„ Внутри катушки размещены манитопроводы 5 и б, соответственно центральный и боковые. Внутри свариваемой заготовки размещен сердечник 7 из ферромагнитного материала. Длина магнитопроводов 5 и 6 значительно большеf чем длина катушки 1 и магнитопроводы выступают за первый и последний витки катушки 1.
Катушка 1 индуктора и трубная заготовка 3 охвачены токопроводящкм экраном, который выполнен разъемным и состоит из двух частей. Одна часть 8 выполнена по периметру свариваемой заготовки 3, а другая часть 9 имеет участок, изогнутый по периметру обратных проводников 4 катушки 1.
Длина части 8 экрана вдоль оси заготовки значительно больше длины части 9 к длины кaтyшkн 1,
Между активными проводниками катушки 1 и заготовкой 3может быть уста™ новлен.водооклаидаемый токопроводящий экран 10J который электрически не связан ни с катушкой 1, ни с частями 8 и 9 экрана Экран 10 устанозлен для защиты катушки 1 индуктора от бризг расплавленного металла к теплового излученияо
При пропускании тока через-катушку 1 в магнитопроводах 5 и 6 возникает магнитное поле, которое, замыкаясь во внешнем по отношению к катушке 1 пространстве, наводит по периметру свариваемой заготовки токи встречного направления. Ток, наведенный в заготовке, пройдя по ее периметру на участке размещения активных проводников, доходит до щели и затем.течет вдоль свариваемых кромок, замыкаясь через место их соприкосновения„
В экране, образованном, пол действием магнитного поля,также наводятся токи, которые уменьшают потоки рассея «ия и увеличивают долю потока, проходящего через щель внутрь свариваемой заготовки и замыкающегося через сердеччик 7,
Доля потока, проходящего через щель и замыкающегося по сердечнику 7 внутри свариваемой заготовки, определяет величину тока, наведенного на кромках и замыкающегося через место их соприкосновения о
Направление тока, наведенного в экране таково, что ток в части 8 является как бы продолжением токов в активных проводниках 2 катушкиЛ. Однако длина части 8 экрана значительно больше, длины катушки 1 вдоль ее оси. Поэтому плотность тока на участке свариваемой заготовки, охваченной частью 8 экрана, значительно меньше, чем на остальных участках и суммарные потери при использовании предлагаемого индуктора уменьшаются по сравнению с потерями при использовании охватывающего индуктора.
Под действием тока, наведенного на кромках при. пропускании тока по катушке 1, кромки за время прохождения от ивдуктора до места соприкосновения разогреваются до сварочной температураа н при последующем обжатии свариваются,.
Формула изобретения
Ищдуктор для высокочастотной сварки труб, содержащий многовитковую катушку из токопроводящего материала, надетую на ферромагнитный сердечник, и экран, образующий замкнутый виток вокруг катушки и по периметру свариваемой заготовки, отличающийся тем, что, с целью повышения производительности и снижения эксплуатационных расходов кзлщый виток катушки изогнут вокруг заготовки таким образом, что его активный провод охватывает не более половины заготсвкл/. а обратный прО вод огибает активный, причем внутри катушки по обеим сторонам от основного магиитопровода распол.ожены, по крайней мере, по одному боковому магнитопроводу, длина которого в If 1-1,2 раза больше длины катушки. ут 7.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ высокочастотной сварки труб | 1981 |
|
SU1077732A1 |
| Устройство для высокочастотной сварки труб с двумя продольными швами | 1975 |
|
SU574293A1 |
| УСТРОЙСТВО для ВЫСОКОЧАСТОТНОЙ СВАРКИ | 1972 |
|
SU335890A1 |
| Индуктор для высокочастотной сварки | 1978 |
|
SU774857A1 |
| Способ высокочастотной сварки труб | 1988 |
|
SU1569047A1 |
| Способ высокочастотной сварки труб | 1976 |
|
SU599940A1 |
| Устройство для автоматического регулирования процесса высокочастотной сварки труб | 1983 |
|
SU1123812A1 |
| УСТРОЙСТВО для ВЫСОКОЧАСТОТНОЙ СВАРКИ | 1971 |
|
SU302924A1 |
| Индуктор для высокочастотной сварки | 1975 |
|
SU527271A1 |
| Устройство для высокочастотной сварки ферромагнитных труб | 1981 |
|
SU967733A1 |
9
Фиг.2
в
