Предлагаемый способ относится к металлургическому производству и может быть использован при изготовлении электросварных труб, предназначенных для магистральных водоводов на большие расстояния, к которым предъявляются повышенные требования по качеству поверхности, чистоте, структуре и свойствам поверхностного микрослоя.
Известные способы производства электросварных труб основаны:
- на очистке внутренней поверхности труб от грата путем протяжки труб относительно установленной в ней резцовой головки (авт. свид. СССР N 368896, B 21 B 45/09, 1971; N 506314, B 21 B 45/04, 1976; патент США N 5327756, B 21 B 15/00, 1994; патент Франции N 2675719, B 21 B 45/06, 1992; Сидоркевич М.А. , Байбузенко В.Н. Производство сварных замкнутых гнутых профилей непрерывным способом. Машины и агрегаты для производства труб и проката. - М., 1988 и др.);
- на применении сварки ТВЧ, при этом полосу с утолщенными кромками формируют, собирают под сварку, разогревают сходящиеся кромки и сваривают (авт. свид. СССР N 1274792, B 21 C 37/12, 1986; N 1657249, B 21 C 37/12, 1989; патент Великобритании N 2237762, B 21 B 45/02, 1991; Трищевский И.С. и др. Новый способ производства сварных замкнутых профилей. Черная металлургия. Бюл. научно-тех. инф., 1985, N 4, с.20 и др.);
- на совмещении во времени операции сварки, срезания грата и удаления стружки (авт. свид. СССР N 277153, B 21 C 37/18, 1969; N 1669607, B 21 C 37/30, 1987; патент Японии N 58-172605, B 21 C 37/00, 1983; Шамов А.Н., Лунин И.В., Иванов В.Н. Высокочастотная сварка металлов, Л., 1991 и др.);
- на механическом разделении головки и хвостовых частей сварочной ванны до образования закристаллизировавшейся перемычки (авт. свид. СССР N 119933, B 21 C 37/08, 1982; N 1466898, B 23 K 31/06, 1986 и др.);
- на очистке поверхности ленты, нанесении на нее селикацинка, формовки ленты в трубную заготовку и сварку кромки (авт. свид. СССР N 590034, B 21 C 37/08, 1976; N 1637898, B 21 C 37/08, 1988; Шамов А.Н., Фролов В.В., Соколов Ю. В. Сварка металлических конструкций с противокоррозионным покрытием. М., 1993 и др.);
- на воздействии на очищаемую поверхность труб перемещающимся дуговым разрядом в вакууме (авт. свид. СССР N 360965, F 28 C 13/00, 1970; N 952388, B 08 B 7/04, 1980 и др.);
- на коаксиальном размещении разрядных электродов, в качестве одного из которых использована обрабатываемая труба, инициировании вакуумного электрического разряда между электродами и воздействии плазмой разряда на внутреннюю поверхность трубы (патент РФ N 2039845, C 23 C 14/35, 1992; заявка Японии N 59-50751, C 23 C 14/00, 1984; заявка ЕВП N 0298157, C 23 C 14/32, 1984 и др.).
Из известных способов наиболее близким к предлагаемому по технической сущности является "Способ производства электросварных металлических труб с антикоррозийным покрытием (авт. свид. СССР N 1.637.898, B 21 C 37/08, 1988), который и выбран в качестве прототипа.
Недостатками способа-прототипа являются некачественная очистка внутренней поверхности свариваемых труб, выражающаяся в неполном снятии грата, и сложность удаления стружки из трубы при снятии грата с ее внутренней поверхности. На выполнение указанных операций требуется определенное время, т. е. способ-прототип характеризуется низкой производительностью.
Кроме того, в данном способе для очистки обеих поверхностей ленты используют дробеструйный способ, при котором применяют чугунную и стальную, литую и колотую дробь, размером 0,8...2,5 мм (Аксенов П.Н. Оборудование литейных цехов, М., 1977).
Дробь подается самотеком из воронки на лопатки распределительного колеса (импеллера), вращающегося вместе с основным лопаточным колесом. Распределительное колесо закручивает поток дроби и выбрасывает его через окно неподвижной втулки, ограждающей колеса. Дробь, вылетая, подхватывается рабочими лопастями основного колеса. Под действием центробежной силы дробь скользит по рабочим лопаткам колеса от центра к периферии и выбрасывается с большой скоростью вниз в виде веера. Это приводит к повреждению сравнительно тонких лент и не обеспечивает высокого качества очистки поверхности ленты от различных загрязнений.
Целью изобретения является повышение качества производимых электросварных металлических труб за счет предварительной очистки поверхности ленты, улучшения качества сварного шва и уменьшения размера внутреннего грата.
Поставленная цель достигается тем, что в способе производства электросварных металлических труб, включающем очистку поверхности ленты, формовку ленты в трубную заготовку и сварку кромок, очистку поверхности ленты проводят в линии трубосварочного стана в вакуумной камере дуговым разрядом в режиме возрастающего участка вольтамперной характеристики с использованием в качестве анода графита, а процесс сварки кромок трубы сопровождают последующим оплавлением внутреннего грата дуговой горелкой с неплавляющимся электродом в среде защитного, восстановительного или защитно-восстановительного газа.
Сущность предлагаемого способа заключается в том, что очистку ленты проводят в линии трубосварочного стана в вакуумной камере дуговым разрядом в режиме возрастающего участка вольтамперной характеристики с использованием в качестве анода графита.
В настоящее время широко применяют химические и электрохимические способы очистки поверхности лент. Агрегаты, используемые в таких линиях очистки, требуют значительных производственных площадей. Выделяющиеся при травлении испарения не только вредны для обслуживающего персонала, но и разрушительно действуют на производственное оборудование и цеховые конструкции. Кроме того, необходимость производства кислот, щелочей и утилизации отходов используемых кислот и щелочей требует принятия дополнительных дорогостоящих мер для предотвращения загрязнения окружающей среды.
Альтернативные механические способы очистки (пропускание ленты через барьеры из защищающих тросов, абразивная обработка, обработка или фрезерование, использование дробеметных машин) при малой эффективности и производительности связаны также со значительными отходами материалов.
Совершенно новые возможности для очистки поверхности ленты от практически любых загрязнений открывает предлагаемый способ удаления с поверхности ленты остатков пленок и т.п. с применением электродугового разряда в вакууме в режиме возрастающего участка вольтамперной характеристики с использованием графита в качестве анода. Графит при большой величине положительного анодного падения потенциала, что соответствует возрастающему участку вольтамперной характеристики, интенсивно испаряется. В этом случае плазма дугового разряда в основном состоит из ионов и возбужденных атомов углерода. При бомбардировке ионами углерода катода (ленты) и при взаимодействии горячего углеродного газа и плазмы с поверхностью ленты реализуются химические реакции восстановления железа из оксидов (известный доменный процесс).
Таким образом, графитовый анод (расходуемый) в режиме возрастающего участка вольтамперной характеристики является источником восстановительной углеродной плазмы и горячего углеродного газа, что обеспечивает высокую производительность и качество очистки от оксидов ленты (Грановский В.Л. Электрический ток в газе. М., 1971. рис. 9.15, с.386).
Схема технологической линии, на которой реализуется предлагаемый способ производства электросварных металлических труб, изображена на фиг. 1, где введены следующие обозначения: 1 - лента, 2 - гермоввод ленты в вакуумную камеру, 3 - вакуумная камера, 4 - сварочный узел трубы, 5 - наружный грат, 6 - резец, 7 - дуговая горелка с неплавящимся электродом, 8 - валки формовочного стана, 9 - внутренний грат, 10 - обжимная клеть, 11 - гермовывод ленты из вакуумной камеры, 12 - охладитель лепты, 13 - анодные узлы модулей электродуговой очистки, 14 - рулон стальной лепты, 15 - готовая труба.
Предлагаемый способ производства электросварных металлических труб реализуется следующим образом.
Предварительно раскроенная па нужный размер рулонная лента 1 поворотным краном подается на конвейер и разматыватель, не показанные на фиг. 1, а затем через гермоввод 2 в вакуумную камеру 3 для очистки обеих поверхностей ленты дуговым разрядом в вакууме, который возбуждают анодные узлы модулей электродуговой очистки 13. Графитовые электроды подключают к положительному полюсу источника питания, а ленту - к отрицательному. При поступлении ленты 1 в вакуумную камеру 3 включают систему насосов, которая обеспечивает необходимый вакуум. После достижения в вакуумной камере 3 давления остаточных газов ниже 10 мм рт. ст. возбуждают дуговой разряд в режиме возрастающего участка вольтамперной характеристики.
При горении дугового разряда в вакууме на поверхности очищаемой ленты (катода) формируется множество хаотически перемещающихся катодных пятен, в которых выделяется до 90% энергии разряда. Благодаря очень высокой плотности энергии происходит мгновенный локальный разогрев поверхности ленты. В результате окалина, заусеницы и другие загрязнения испаряются и остается чистая и дополнительно пассивированная поверхность ленты, т.е. производится чистовая обработка ленты.
Вследствие высокой температуры и большой скорости перемещения катодных пятен происходит быстрый разогрев поверхностного слоя и последующий отвод тепла от него в тело ленты, что приводит к поверхностной ее закалке. Использование графита при большой величине положительного анодного падения потенциала, что соответствует возрастающему участку вольтамперной характеристики, обеспечивает создание плазмы дугового разряда, состоящей в основном из ионов и возбужденных атомов углерода.
При бомбардировке ионами углерода катода (ленты) и при взаимодействии горячего углеродного газа и плазмы с поверхностью ленты реализуются химические реакции восстановления железа из оксидов, что обеспечивает высокую производительность и качество очистки ленты от оксидов.
Технологическая очистка поверхности ленты прекращается при ее выходе из вакуумной камеры 3 через гермовывод 11. При этом очищенная лента 1 предварительно охлаждается охладителем 12. Затем ленту 1 подают в обжимную клеть 10 с цилиндрическими валками и обжимают ее. При этом давление в обжимной клети 10 устанавливают равным давлению в клетях формовочного стана.
Формовочный стан состоит из горизонтальных и вертикальных клетей. В формовочном стане с помощью валков 8 очищенную ленту 1 формируют в трубную заготовку, которая поступает в сварочный узел 4, где происходит нагрев кромок и формирование сварного соединения.
Известно (Шамов Л.Н., Лунин И.В., Иванов В.Н. Высокочастотная сварка металлов. Л., 1991), что при всех видах сварки для образования металлического соединения необходимо сближение свариваемых поверхностей на расстояние, обеспечивающее действие между их ионами силы когезии. Величина этой силы обратно пропорциональна квадрату межионного расстояния и для большинства, металлов лежит в пределах 10...100 Н•м. Сближение свариваемых металлических поверхностей на нужные расстояния при комнатной температуре мешает геометрия металлической поверхности. Кроме того, для создания благоприятных условий существования сил когезии помимо малых расстояний необходима еще и чистая, без окислов и загрязнений, металлическая поверхность.
При нагревании пластические свойства всех технических металлов и сплавов значительно возрастают, высокотемпературный нагрев существенно облегчает условие деформации свариваемых поверхностей. Но нагрев одновременно активизирует процессы образования и роста оксидных пленок. При этом могут быть созданы условия для удаления тугоплавких окислов и органических загрязнений вместе с расплавленным металлом. Поэтому процесс сварки кромок трубной заготовки проводят при температуре выше температуры плавления металла трубы и сопровождают его последующим оплавлением внутреннего грата дуговой горелкой 7 с неплавящимся электродом в среде защитного, восстановительного или защитно-восстановительного газа. В качестве указанного газа могут быть использованы аргон, азот и ряд других газов, которые обеспечивают изоляцию оплавляемого внутреннего грата от окисляющего воздействия атмосферы. Для нагрева кромок ленты используют индуктор 4.
Образовавшийся при сварке наружний грат 5 снимают резцом 6. Готовую трубу 15 подают для последующей технологической операции.
Таким образом, предлагаемый способ производства электросварных металлических труб по сравнению с прототипом и другими аналогичными способами обеспечивает повышение качества производимых труб за счет предварительной очистки поверхностей ленты, улучшения качества сварного шва и существенного уменьшения размера внутреннего грата. Улучшение внутренней поверхности труб способствует качественному нанесению защитных покрытий и размещению в них электрического кабеля, что исключает повреждение его изолирующей оболочки.
Электронно-плазменная технология очистки поверхности ленты и удаление внутреннего грата, как средство повышения качества и производительности электросварных металлических труб, должна привлечь внимание потребителей указанных труб и их поставщиков.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОСВАРНЫХ МЕТАЛЛИЧЕСКИХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2147953C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ЭЛЕКТРОСВАРНЫХ МЕТАЛЛИЧЕСКИХ ТРУБ | 1998 |
|
RU2138352C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ ДУГОВЫМ РАЗРЯДОМ В ВАКУУМЕ | 1998 |
|
RU2144096C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ ДУГОВЫМ РАЗРЯДОМ В ВАКУУМЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2145643C1 |
| СПОСОБ ОЧИСТКИ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2139151C1 |
| СПОСОБ ВАКУУМНО-ДУГОВОЙ ОЧИСТКИ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2135315C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1998 |
|
RU2145912C1 |
| СПОСОБ ОЧИСТКИ ПОВЕРХНОСТИ ТРУБ ОТ ПОЛИМЕРНОГО ПОКРЫТИЯ | 1998 |
|
RU2139152C1 |
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ НА МЕТАЛЛИЧЕСКИЕ ТРУБЫ И УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1998 |
|
RU2152454C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1999 |
|
RU2171721C2 |
Изобретение относится к металлургическому производству и может быть использовано при изготовлении электросварных труб, предназначенных для магистральных водопроводов на большие расстояния, к которым предъявляются повышенные требования по качеству поверхности, чистоте, структуре и свойствам поверхностного микрослоя. Технический результат - повышение качества производимых электросварных металлических труб за счет предварительной очистки поверхности ленты, улучшения качества сварного шва и уменьшения размера внутреннего грата. Поставленная цель достигается тем, что в способе производства электросварных металлических труб, включающем очистку поверхности ленты, формовку ленты в трубную заготовку и сварку кромок, очистку поверхности ленты проводят в линии трубосварочного стана в вакуумной камере дуговым разрядом в режиме возрастающего участка вольтамперной характеристики с использованием графита в качестве анода. Процесс сварки кромок трубы сопровождают последующим оплавлением внутреннего грата дуговой горелкой с неплавящимся электродом в среде защитного, восстановительного или защитно-восстановительного газа. 1 ил.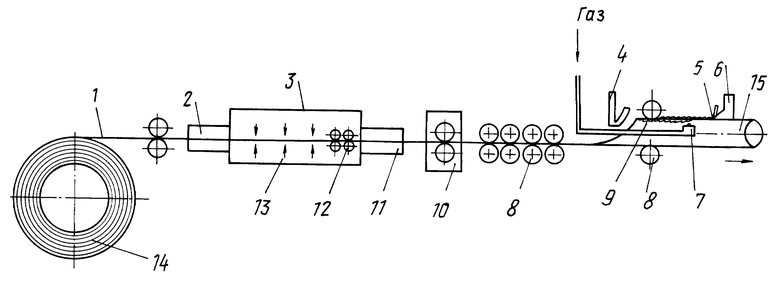
Способ производства электросварных металлических труб, включающий очистку поверхности ленты, формовку ленты в трубную заготовку и сварку кромок, отличающийся тем, что очистку поверхности ленты производят в линии трубосварочного стана в вакуумной камере дуговым разрядом в режиме возрастающего участка вольтамперной характеристики с использованием графита в качестве анода, а процесс сварки кромок трубы сопровождают последующим оплавлением внутреннего грата дуговой горелкой с неплавящимся электродом в среде защитного, восстановительного или защитно-восстановительного газа.
| УСТАНОВКА ДЛЯ ОЧИСТКИ ЛЕНТОЧНОГО ПРОКАТА ЭЛЕКТРОДУГОВЫМ РАЗРЯДОМ В ВАКУУМЕ | 1987 |
|
SU1781899A1 |
| Способ очистки поверхности металлических изделий | 1984 |
|
SU1227280A1 |
| Способ очистки проволоки от окалины и устройство для его осуществления | 1986 |
|
SU1362526A1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2028841C1 |
| Способ производства электросварных металлических труб с антикоррозионным покрытием | 1988 |
|
SU1637898A1 |
| СПОСОБ ОЦЕНКИ ДЕБИТА ГОРИЗОНТАЛЬНОЙ СКВАЖИНЫ | 2005 |
|
RU2300632C1 |
| Способ изготовления прямошовных электросварных труб | 1987 |
|
SU1530279A1 |

