При ШОВНОЙ дуговой электросварке обычно пользуются непрерывным процессом работы сварочной дуги. Такой способ при малых толщинах основного металла дает неравномерный проплав или прожог, что затрудняет автоматизацию процесса сварки. Способ дуговой сварки электрозаклепками характеризуется независимым выполнением каждой сварной точки в отдельности и выполненный этим способом шов не заменяет по своим показателям плотного шва.
При предлагаемом способе дуговой электросварки с периодическим горением электрической дуги, зажигаемой при помощи осциллятора без соприкосновения электродной проволоки с изделием, эти недостатки устраняются. Дугу зажигают и сварку производят при неподвижном изделии в условиях подачи электродной проволоки со скоростью, меньшей скорости ее оплавлеиия. Затем после обрыва дуги перемещают изделие на один шаг, вновь зал игают дугу, повторяют операцию образования сварочной точки и т. д. Таким образом предлагаемый способ позволяет выполнять сварочное соединение в виде ряда точек, что делает возможным его использование для сварки тонких металлов, а также при наложении как продольных, так и круговых плотных швов любой протяженности.
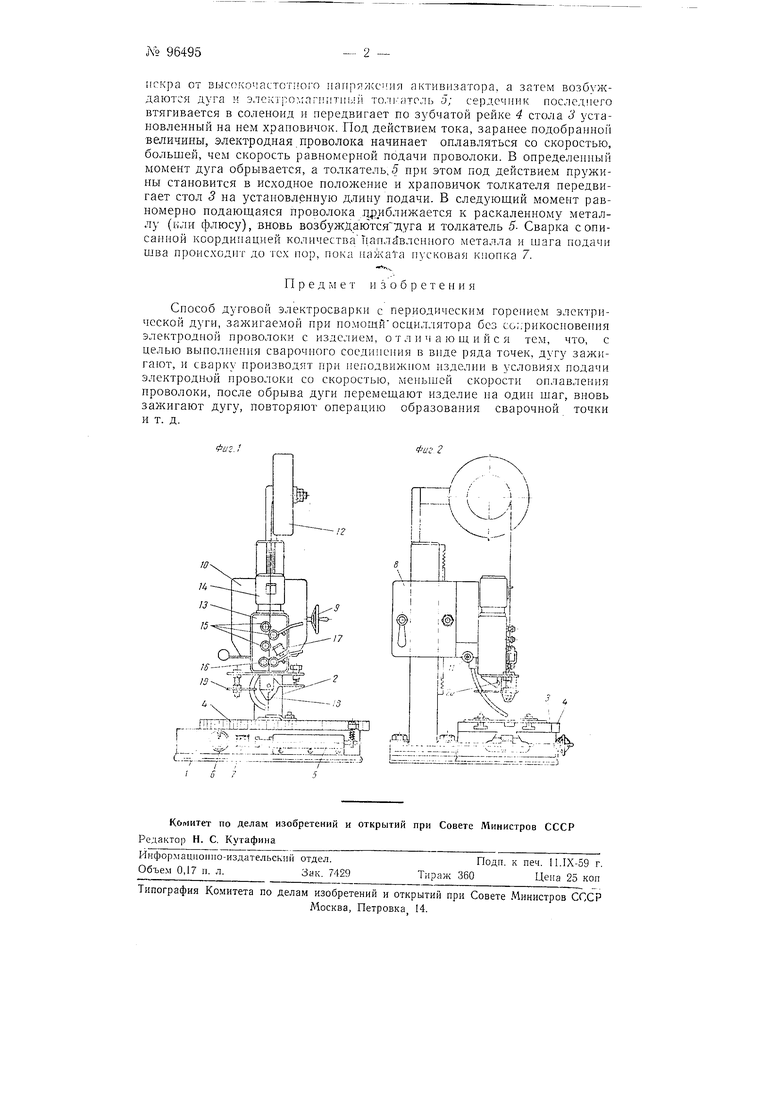
На фиг. 1 и 2 представлено в двух проекциях устройство для производства дуговой электросварки по предлагаемому способу.
Здесь: / - станина, на которой установлена изолированная колонка 2; 3 - подвижный стол с зубчатой рейкой 4; 5 - электромагнитный толкатель; 6 - штурвал для ручной подачи стола; 7 - кнопка для пуска сварочного устройства; 8 - кронштейн со штурвалом 9; 1G - бункер с флюсовой заслонкой 11; 12 - кассета для проволоки; 13 - сварочная головка с двигателем 14. На сварочной головке предусмотрены три правильных ролика 15, ведущий ролик 16, реле пуска сварки 17, направляюшие губки 18, держатель флюсового сопла 19 и осветитель 20.
При подключении устройства к внешней силовой сети загорается лампочка осветителя 20 и начинает работать двигатель 14. При нажиме на пусковую кнопку 7 срабатывает контактор и включается сварочный трансформатор, вторичное напряжение которого возбуждает активизатор и реле пуска сварки 17. После этого эксцентриковый ролик головки /J прижимает электродную проволоку к ведущему ролику 75 и начинается равномерная подача проволоки с заранее установленной скоростью, которая регулируется реостатом цепи возбуждения двигателя 14. При достил ении проволокой свариваемого металла сначала проскакивает
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прерывистой и точечной автоматической электросварки под флюсом | 1948 |
|
SU81726A1 |
| Сварочный трактор | 1989 |
|
SU1712116A1 |
| Способ дуговой сварки проводов | 1956 |
|
SU110359A1 |
| Устройство для дуговой сварки | 1990 |
|
SU1704977A1 |
| Устройство для подачи сварочной проволоки | 1976 |
|
SU577107A1 |
| Аппарат для автоматической дуговой сварки | 1945 |
|
SU69807A1 |
| Устройство для точечной электродуговой сварки плавящимся электродом | 1989 |
|
SU1632676A1 |
| УСТРОЙСТВО для ПОДАЧИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ | 1968 |
|
SU231047A1 |
| Способ автоматического регулирования уровня сварочной ванны | 1988 |
|
SU1523286A1 |
| АВТОМАТ ДЛЯ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ В ТРУДНОДОСТУПНЫХ МЕСТАХ | 1969 |
|
SU253275A1 |
