Изобретение относится к волочильному и прокатному производству, в частности к роликовым клетям, предназначенным для производства сортовых и листовых профилей.
Цель изобретения - повьшение производительности путем снижения трудозатрат по настройке клети в линии стана и перевалке и упрощение конструкции за счет совместного исполнения привода устройств радиальной регулиров1ш калибра и перемещения станины клети в направлении вертикальной оси калибра,
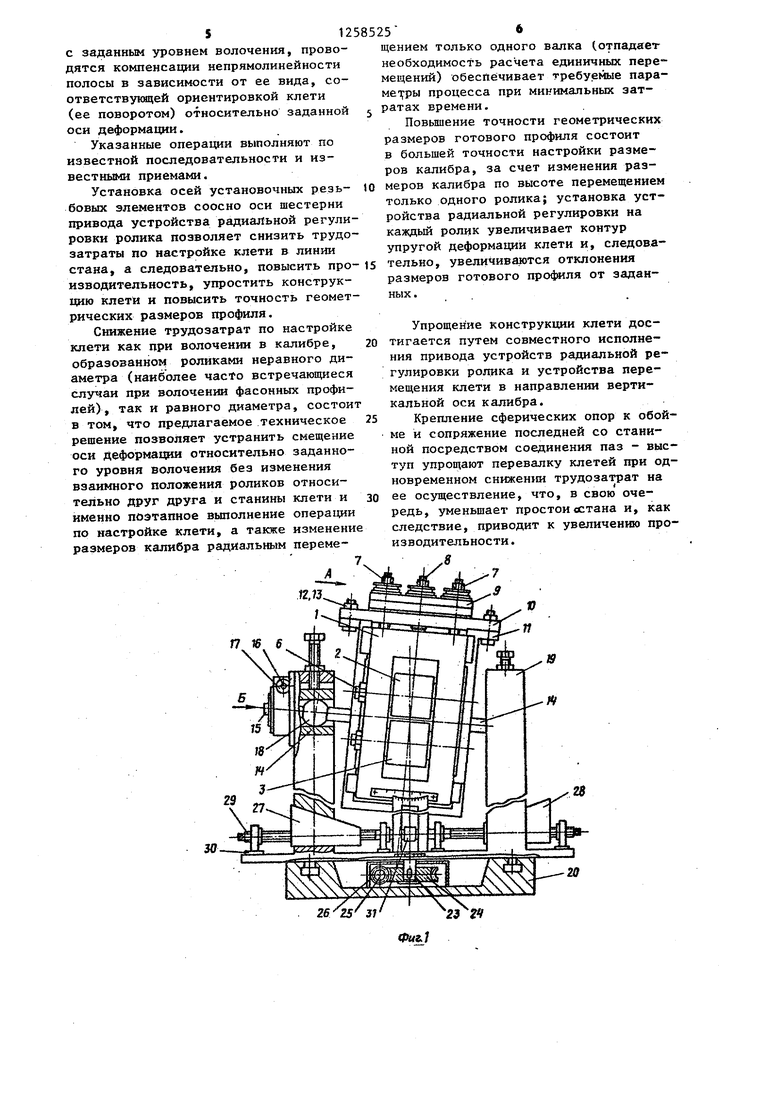
На фиг. 1 показана роликовая клеть, вид спереди; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг, 1; на фиг, 4 - разрез В-В на фиг. 3; на фиг. 5 - разрез Г-Г на фиг. 3,
Роликовая клеть содержит станину 13 в прямоугольных расточках которой размещены ролики 2 и 3, смонтированные на подшипниках внутри подушек 4 и 5. В осевом направлении ролики 2 и 3 с подушками 4 и 5 перемещают с помощью устройства 6 осевой регулировки. Радиальное перемещение ролика 2 осуществляют посредством устройства радиальной регулировки, а перемещени станины 1 в направлении вертикальной оси калибра устройством 8. Привод 9 устройства 7 радиальной регулировки ролика 2 и устройства перемещения станины 1 в направлении вертикальной оси калибра выполнен совместным и установлен на промежуточном основании 10, смонтированном на П-образной обойме 11, посредством болтов 12 и гаек 13, которая в свою очередь своими выступами 7 сопрягается с. прямоугольными пазами D станины 1 с возможностью ее перемещения в направлении вертикальной оси калибра. На обойме 11 параллельно горизонтальной оси клети по обе стороны от станины соосно друг другу жестко закреплены сферические опоры 14, По крайней мер одна из опор 14 снабжена цилиндрическим хвостовиком 155 сопряженньм с червячным колесом (не показано), входящим в зацепление с червяком 16. В свою очередь червяк 16 смонтирован в корпусе 17 редуктора, скрепленного с корпусом 18, в расточках которого установлена сферическая опора 14. Корпус 18 размещен в расточках промежуточной П образной рамы 19 с возмож
s
0
5
0
5
0
5
0
5
ностью перемещения в плоскости, перпендикулярной оси деформации. Основание промежуточной рамы 19 установлено на плитовине 20 и скреплено с ней, посредством гаек 21 и болтов 22. Головки болтов 22 взаимодействуют с кольцевыми Т-образными пазами плито- вины 20. Соосно оси симметрии промежуточной рамы 19 смонтирована ось 23 с червячным колесом 24, входящим в зацепление с червяком 25 редуктора 26, скрепленного с плитовиной 20.
Корпусы 18, установленные в расточках промежуточной рамы 19, взаимодействуют с клиньями 27 и 28, размещенными в расточках промежуточной рамы 18 в плоскости, перпендикулярной оси деформации. В клиньях 27 и 28 выполнены резьбовые отверстия, в которых смонтирован разъемный ходовой винт 29, снабженный опорами 30 и соединительной муфтой 31.
Привод 9 устройств радиальной регулировки ролика 2 и перемещения станины 1 в направлении вертикгшьной оси калибра представляет из себя зубчатый редуктор, например, трехступен- чатьй, все три шестерни которого 32- 34 выполнены с отверстиями, внутри которых с возможностью свободного поворота и осевого перемещения смон тированы резьбовые установочные элементы 35-37,, вьшолненные в виде винтов, своими резьбовыми участками сопрягающиьшся с гайками , жестко связанными с станиной 1. На торцах ступиц шестерен 32-34 выполнены соединительные элементы, например кулачки, взаимодействующие с идентичными элементами 41-43 включения, сопрягаемых с возможностью осевого перемещения с хвостовиками установочных винтов 35-37 с помощью, например, шлицевого соединения. На верхней крышке 44 привода 9 жестко закреплены втулки 45, взаимодействующие с втулками 46 посредством байо- нетного соединения 47, обеспечивающего двухпозихщонную в осевом направлении фиксацию втулки 46, которая сопрягается с буртами соответствзгющих полу1-{уфт 41-43 включения. Взаимодействие установочного винта 36 устройства 8 перемещения станины 1 в направлении вертикальной оси калибра со станиной осуществляется посредством винтовой пары резьбового участка установочного винта 36 и гайки 39, а
312Ь8525
промежуточным основанием 10 с поощью упорного бурта, выполненного а хвостовике винта 36 (фиг. 3), при - том с целью выборки зазоров в упомяутой винтовой паре соосно установоч-5 ому винту между промежуточным осноанием 10 и станиной 1 смонтировано стройство распора, выполненное, напворо за на ка ли те ет об га по ля ра си Пр ка пр фо ни ра пр 35 де ре чт зу 32 ра 36 на пе ни ра от чи но чи но
ример, в виде комплекта тарельчатых
пружин 48.
Для устранения изгибных нагрузок на установочный винт при обслуживании клети вне стана роликовая клеть снабжена дополнительными направляющими, например цилиндрическими (не показаны), жестко связанными с промежуточным основанием 10 и подвижно в направлении вертикальной оси калибра со станиной 1, причем на них смонтированы ограничители величины перемещения станины (не показаны).
Порядок настройки клети и работы на ней заключается в следующем.
В станину 1 клети с предварительно смонтированным на ней известным образом промежуточным основанием 10, устрЬЙствами 6 и 7 осевой и радиальной регулировки роликов 2 и 3 и устройством 8 перемещения станины клети в направлении вертикальной оси калибра устанавливаются ролики 2с подушками 4 и 5. С помощью устройств 6 осевой регулировки ролики настраиваются в осевом направлении. Далее посредством устройства 7 радиальной регулировки ролика 2 путем вращения квадратного хвостовика винта 35 или 37 (кулачки полумуфт 41 и 43 введены в зацепление с ступицами шестерен 32 и 34, а кулачки полумуфт 42 выве- дены из зацепления с кулачками ступицы шестерен 33) устанавливают размер калибра по высоте. После чего вращением хвостовика винта 36 (кулачки полумуфт 41 и 43 включения вьше- дены из зацепления со ступицами шестерен 32-34, а кулачки полумуфты 42 введены в зацепление с кулачками ступицы шестерни 33) совмещается ось деформации с заданным по высоте уровнем волочения. Для обеспечения операции совмещения оси деформации с заданным уровнем волочения между промежуточным основанием 10 и станиной 1 в радиальном направлении име- ется зазор, величина которого гарантирует совмещение оси деформации с заданным по высоте уровнем волочения
4
- 5
0
5
0
5
0 5
во всем диапазоне изменения межцентрового расстояния ролико в 2 и 3, Указанные операции по предварительной настройке клети могут осуществляться как на перевалочном стенде, так и в линии стана. По завершению предварительной настройки клеть транспортируется в линию сТана и закрепляется в обойме 11 посредством болтов 12 и гаек 13. Прокатывается настроечная полоса и при необходимости осуществляется корректировка размеров калибра и положения оси деформации относительно заданного уровня.деформации. Причем, если калибр образован роликами с равными диаметрами и операция предварительного совмещения оси деформации с заданным уровнем волочения выполнена верно, корректировки размеров калибра по высоте проводят при одновременном вращении винтов 35-37 (полумуфты 41-43 включения введены в зацепление с ступицами шестерен 32-34), при этом за счет того, что, например, передаточные числа зубчатых пар образованных шестернями 32, 34 и 33,34 равны между собой и равны двум, а винтовые пары 35,38, 36,39,37,40 имеют равные шаги и одинаковое направление винтовой лийии, перемещение верхнего ролика 2 в станине 1 сопровождается противонаправленным перемещением станины 1 относительно обоймы 11, причем величина перемещен1гя станины 1 относительно обоймы 11 в два раза меньше величины перемещения ролика 2 относительно станины 1.
Таким образом, корректировка размеров калибра вплоть до перевалки роликов 2 и 3 по их,износу осуществляется при неизменном положении оси деформации, совмещенной с заданным уровнем волоченая. Б случае, когда калибр образован роликами неравного диаметра, каждая корректировка размеров калибра должна сопровождаться отдельной во времени операцией совмещения оси деформации с заданным уровнем волочения. Последовательность операций при этом может быть как для предварительной настройки клети, так . и обратной в зависимости от сортамента и средств контроля (оптические, визуальные, табличные и т.п.). После окончания настроечных операций, включающих установку заданных размеров калибров и совмещение оси деформации
с заданным уровнем волочения, проводятся компенсации непрямолинейности полосы в зависимости от ее вида, со- ответствукицей ориентировкой клети (ее поворотом) относительно заданной оси деформации.
Указанные операции выполняют по известной последовательности и известными приемами.
Установка осей установочных резь- бовых элементов соосно оси шестерни привода устройства радиальной регулировки ролика позволяет снизить трудозатраты по настройке клети в линии стана, а следовательно, повысить про- изводительность, упростить конструкцию клети и повысить точность геометрических размеров профиля.
Снижение трудозатрат по настройке клети как при волочении в калибре, образованном роликами неравного диаметра (наиболее часто встречающиеся случаи при волочении фасонных профилей) , так и равного диаметра, состоит в том, что предлагаемое техническое решение позволяет устранить смещение оси Деформации относительно заданного уровня волочения без изменения взаимного положения роликов относительно друг друга и станины клети и именно поэтапное выполнение операгщи по настройке клети, а также изменение размеров калибра радиальным переме7А
Г7 «
31
щением только одного валка (отпадает необходимость расчета единичных перемещений) обеспечивает требуемые пара- процесса при минимальных затратах времени.
Повышение точности геометрических размеров готового профиля состоит в большей точности настройки размеров калибра, за счет изменения размеров калибра по высоте перемещением только одного ролика; установка устройства радиальной регулировки на каждый ролик увеличивает контур упругой деформаций клети и, следовательно, увеличиваются отклонения размеров готового про4«ля от заданных.
Упрощение конструкции клети достигается путем совместного исполнения привода устройств радиальной регулировки ролика и устройства перемещения клети в направлении вертикальной оси калибра.
Крепление сферических опор к обойме и сопряжение последней со станиной посредством соединения паз - выступ упрощают перевалку клетей при одновременном снижении трудозатрат на ее осуществление, что, в свою очередь, уменьшает простоиостана и, как следствие, приводит к увеличению производительности.
8
7
9
V
п
ю
г
20
45
X
1
ч;
1258525
ВидА
7
it
3
/
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Универсальная прокатная клеть | 1986 |
|
SU1382513A2 |
| Предварительно напряженная прокатная клеть | 1986 |
|
SU1389894A1 |
| Роликовая клеть | 1983 |
|
SU1135517A1 |
| Прокатная клеть | 1986 |
|
SU1342545A1 |
| Предварительно напряженная прокатная клеть | 1987 |
|
SU1440570A1 |
| Прокатный,преимущественно прокатно-ковочный или роликовый,стан | 1987 |
|
SU1437117A1 |
| Устройство для уравновешивания рабочего валка | 1987 |
|
SU1424892A1 |
| Прокатная клеть с многовалковым калибром | 1982 |
|
SU1047555A1 |
| Рабочая клеть прокатного стана | 1988 |
|
SU1667960A2 |
| Прокатный стан | 1988 |
|
SU1519803A1 |



Фиг.
38
Редактор О. Головач
Составитель Г. Ростов
Техред А.Кравчук Корректор С. Шекмар
Заказ 5061/10Тираж 518Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул.Проектвая, А
Фиг. 5
| Устройство для крепления станины прокатной клети к основанию | 1978 |
|
SU688252A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Королев А.А | |||
| Механическое оборудование прокатных цехов | |||
| М.: Металлургия, 1959, с | |||
| РЕЛЬСОВАЯ ПЕДАЛЬ | 1920 |
|
SU290A1 |
| Роликовая клеть | 1983 |
|
SU1135517A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
