Изобретение относится к обработке металлов давлением, а точнее к роликовым устройствам для волочения круглой проволоки и фасонных профилей.
Известна роликовая волока для производства круглой проволоки и круглых профилей, состоящая из двух последовательно расположенных взаимно перпендикулярных пар рабочих роликов, при этом с целью расширения сортамента и повышения точности готового профиля между парами рабочих роликов в общей подушке с одной из пар установлены проводковые ролики с овальным калибром (Авт. свид. СССР на изобретение №428811, Роликовая волока М. Кл. В 21С 3/08, 25.05.1974). Недостатки данного устройства: - невозможность осуществления процесса многониточного волочения, и большая продолжительность настройки роликовых калибров.
Известна роликовая волока, содержащая две взаимно перпендикулярные пары роликов, установленных в роликодержателях, шарнирно закрепленных на смонтированных в стойках штоках, выполненных в виде винта с центральным отверстием, на заднем конце которого сделана головка в виде прямоугольного параллелепипеда с возможностью дополнительного перемещения вдоль оси шарнира, зафиксированного в головке штока, а в щеках роликодержателей сделаны резьбовые отверстия под винты, регулирующие положение втулки на оси.(Патент РФ на изобретение №2216418 Роликовая волока МПК В21С 3/08 2003.11.20).
Недостатки данного устройства: - длительное время перехода с одного типоразмера протягиваемых изделий на другой, а также невозможность осуществления многониточного волочения.
Основными общими недостатками известных аналогов является невозможность осуществления многониточного волочения, а также невозможность быстрого перехода с одного типоразмера протягиваемых изделий на другой без замены рабочих роликов, что снижает производительность процесса и увеличивает продолжительность настройки роликовых калибров.
Наиболее близким прототипом по технической сущности является роликовая волока в которой один из роликов выполнен с кольцевым гребнем, имеющим высоту, большую высоты получаемого профиля, входящим в соответствующий кольцевой паз противолежащего ролика и образующим с помощью двух или нескольких боковых роликов, расположенных с обеих сторон гребня, два замкнутых калибра необходимой формы. (Авт. свид. СССР на изобретение №422487 Роликовая волока М. Кл. В 21С 3/08, 05.04.1974).
Недостатки данного роликового устройства: - применение четырех роликов, оси которых расположены в одной плоскости и образующие замкнутые калибры в устройстве не позволяет получать проволоку круглого сечения из круглой заготовки за одну протяжку в данном устройстве (роликовой волоке).
Технической проблемой в настоящее время является невозможность осуществления многониточного процесса волочения в одной роликовой волоке круглых профилей из круглой заготовки так и невозможность быстрого перехода с одного типоразмера профиля на другой без замены роликов при волочении в одну нитку.
Техническим результатом изобретения является разработка роликовой волоки, обеспечивающей возможность многониточного процесса волочения простой фасонной и круглой проволоки из круглой заготовки, а также сокращение времени на перестройку роликовой волоки при переходе с одного типоразмера профиля на другой при волочении в одну нитку.
Поставленный технический результат достигается тем, что роликовая волока для производства круглых и фасонных профилей, содержит последовательно расположенные горизонтальные и вертикальные пары рабочих роликов, соединенных с механизмами их радиальной и осевой регулировки и расположенных в корпусе, состоящем из двух полустанин, согласно изобретению, рабочие ролики в каждой паре выполнены по форме двухступенчатого цилиндра, причем одна ступень с радиусом R больше другой ступени с радиусом r, на цилиндрической поверхности ступеней нарезаны ручьи для соответствующих калибров, а высота ступени Н каждого ролика равна разности радиусов R и r, указанная высота Н также равна расстоянию между осями калибров, образуемых соответствующими ручьями; при этом в каждой паре цилиндрическая поверхность ступени ролика с радиусом R контактирует с цилиндрической поверхностью ступени ролика с радиусом r.
Ступенчатое выполнение роликов обеих пар позволяет нарезать ручьи необходимой формы на их цилиндрических поверхностях для получения круглой проволоки из круглой заготовки при многониточном волочении так и профили различных типоразмеров при волочении в одну нитку, а выполнение высоту ступени равную межосевому расстоянию между калибрами обеспечивает одновременную настройку и установку всех калибров по оси волочения.
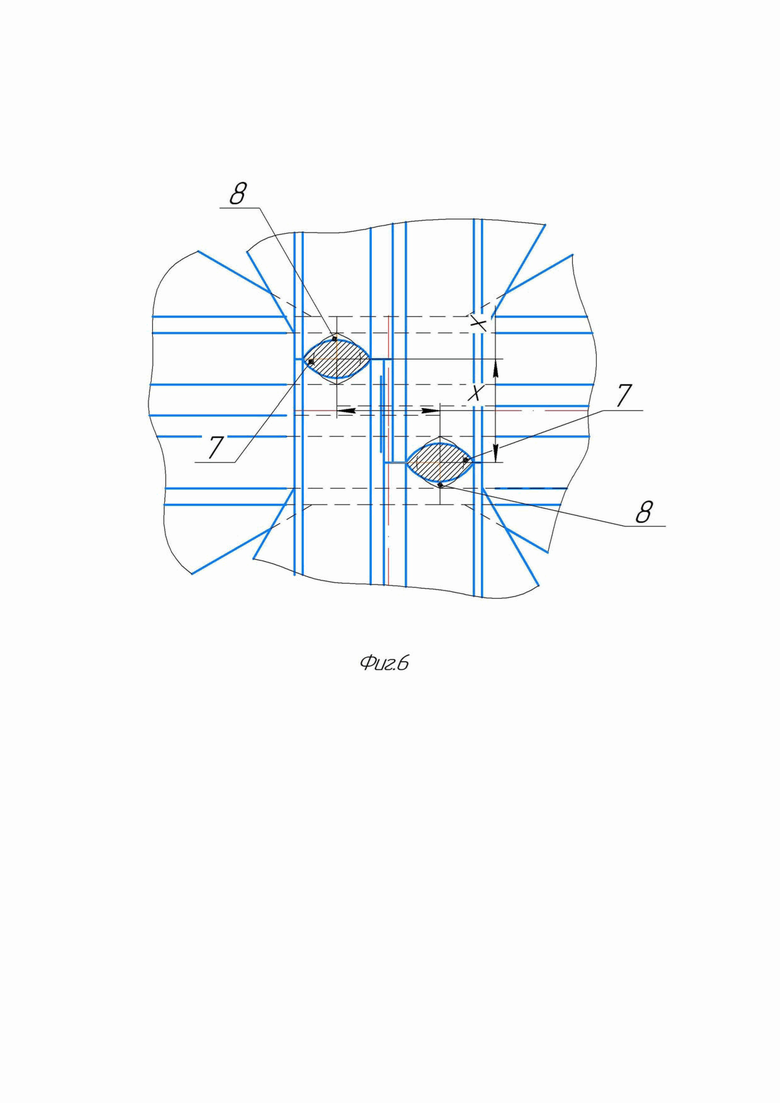
На фиг.1 представлен общий вид роликовой волоки в корпусе; на фиг.2 - разрез А-А с фиг.1; на фиг.3 показана схема сборки горизонтальных роликов первой пары для производства круглых профилей; фиг.4 - показана схема сборки вертикальных роликов второй пары для производства круглых профилей; на фиг.5 показана схема установки рабочих роликов; на фиг.6 показан увеличенный вид Г с фиг.1; на фиг.7 изображен рабочий ролик роликовой волоки для производства проволоки диаметром 5 мм.
Роликовая волока (фиг.1) для производства круглых и фасонных профилей включает станину 1, состоящую (фиг.2) из полустанины 2 и полустанины 3 соединенных между собой болтами 4, в которой, на минимально возможном расстоянии друг относительно друга по оси волочения размещены (фиг.2,3,5) два горизонтальных ступенчатых рабочих ролика 5 первой пары и (фиг.2,4,5) два вертикальных ступенчатых рабочих ролика 6 второй пары. На фиг.5 показана схема установки рабочих ступенчатых роликов горизонтальной пары 5 совместно с вертикальной парой ступенчатых роликов 6.
Рабочий ролик (фиг.3, фиг.4) представляет собой двухступенчатый цилиндр, у которого одна ступень с радиусом R, который больше радиуса r другой ступени, а высота ступени Н каждого ролика, в обеих парах выполнена одинаковой и равна величине разности радиусов большей R и меньшей r ступени ролика то есть (R-r)=Н.
Пары горизонтальных рабочих роликов 5 и вертикальных рабочих роликов 6 расположены (фиг.3,(Б); 4,(В); 5) в горизонтальной и вертикальной плоскости соответственно, последовательно друг за другом, причем цилиндрическая поверхность с нарезанными на ней ручьями каждой ступени в каждой паре роликов 5,6 с радиусом R контактирует с нарезанными ручьями ступени с радиусом r и образует круглые или овальные калибры.
Совмещение осей овальных калибров 7 (фиг.6), образованных в первой паре роликов 5 с осями соответствующих им круглым калибрам 8, образованных во второй паре роликов 6 по оси волочения, обеспечивается выполнением высоты ступени роликов Н, равной величине межосевого расстояния между калибрами Х в каждой паре роликов, то есть: Н =R-r=Х. Величина Х определяется конструктивно в зависимости от радиуса круглого профиля проката. Например, (фиг.7) для производства проволоки диаметром 5 мм R=63,5 мм, r=58 мм, Н=63,5-58=5,5 мм.
Для регулировки роликов 5, 6 в радиальном и осевом направлениях (фиг.2) предусмотрены клиновые механизмы 9 и 10. Рабочие ролики установлены на подшипниках качения 11. Детали всех узлов роликовой волоки унифицированы и конструктивно выполнены одинаково для горизонтальных 5 и вертикальных 6 пар рабочих роликов. Пример рабочего чертежа ступенчатого ролика показан на Фиг.7.
Сборку роликовой волоки (фиг.2) осуществляют следующим образом. Предварительно собранные узлы рабочих роликов 5,6, как указано по схемам на фиг.3,4, устанавливают в пазы полустанины 2, накрывают полустаниной 3 и стягивают болтами 4. Производят настройку калибров первой 5 и второй 6 пары роликов механизмами радиальной 9 и осевой 10 регулировки. Настроенную роликовую волоку передают на волочильный стан.
Роликовая волока работает следующим образом. Заготовки после заострения передних концов задают последовательно в овальные калибры 7 первой пары роликов 5 и круглые калибры 8 второй пары роликов 6. Затем передние концы заготовок захватываются клещами и с помощью тянущих барабанов начинают протягивать заготовки. На выходе из роликовой волоки, проверяются размеры профилей, и, если не требуется корректировка размеров профилей, производится процесс волочения.
Отличительные признаки предлагаемой роликовой волоки для производства круглых и фасонных профилей, содержащей последовательно расположенные горизонтальные и вертикальные пары ступенчатых рабочих роликов, обладает следующими преимуществами перед аналогами:
1. Ступенчатое выполнение роликов обеих пар позволяет нарезать ручьи различной формы на цилиндрических поверхностях ступеней роликов, что позволяет вести многониточное волочение и производить как круглую проволоку из круглой заготовки, так и профили различных типоразмеров за одну протяжку.
2. Выполнение высоты ступени каждого ролика, равной расстоянию между осями калибров, образуемых соответствующими ручьями, нарезанными на цилиндрических поверхностях большей и меньшей ступенях, обеспечивает настройку калибров и одновременную установку всех калибров по оси волочения при настройке роликовой волоки.
3. Предложенная роликовая волока сокращает время на перестройку роликовой волоки при переходе с одного типоразмера профиля на другой при волочении в одну нитку за счет возможности нарезки различных типоразмеров профилей на большей и меньшей ступенях.
Описанные преимущества позволяют проектировать и изготавливать роликовые волоки, которые можно устанавливать на действующих волочильных станах при осуществлении многониточного процесса волочения в одной роликовой волоке различных профилей и возможности быстрого перехода с одного типоразмера профиля на другой без замены роликов при волочении в одну нитку.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОЛОЧЕНИЯ ПРОВОЛОКИ В РОЛИКОВЫХ ВОЛОКАХ | 2007 |
|
RU2329884C1 |
| Способ и устройство для волочения квадратной проволоки в роликовой волоке из круглой заготовки | 2021 |
|
RU2761840C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРОВОЛОКИ | 1999 |
|
RU2147259C1 |
| СПОСОБ ФОРМИРОВАНИЯ СОРТОВОГО ПРОФИЛЯ В ЗАКРЫТЫХ КАЛИБРАХ | 2014 |
|
RU2582839C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНОЙ СТАЛИ И ДРУГИХ ПРОФИЛЕЙ | 1993 |
|
RU2061571C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЛИННОМЕРНОЙ ЗАГОТОВКИ ДЛЯ ИЗГОТОВЛЕНИЯ ВИНТОВОЙ ПРУЖИНЫ, ВИНТОВАЯ ПРУЖИНА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2739737C1 |
| Способ изготовления круглой проволоки из углеродистой стали волочением | 2017 |
|
RU2649610C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ПРОФИЛЕЙ С ВОГНУТЫМИ ГРАНЯМИ | 1994 |
|
RU2074779C1 |
| РОЛИКОВАЯ ГОЛОВКА ДЛЯ НАКАТКИ ВИНТОВОЙ ПОВЕРХНОСТИ НА КРУГЛОЙ ПРОВОЛОКЕ | 2004 |
|
RU2275980C1 |
| СПОСОБ ВОЛОЧЕНИЯ ПРОВОДА КОНТАКТНОГО ИЗ МЕДИ И ЕЕ СПЛАВОВ | 2012 |
|
RU2492010C1 |






Изобретение относится к роликовым устройствам для волочения круглой проволоки и фасонных профилей. Роликовая волока для производства круглых и фасонных профилей содержит последовательно расположенные горизонтальные и вертикальные пары рабочих роликов, соединенных с механизмами их радиальной и осевой регулировки и расположенных в корпусе, состоящем из двух полустанин. Рабочие ролики в каждой паре выполнены по форме двухступенчатого цилиндра, причем одна ступень с радиусом R больше другой ступени с радиусом r, на цилиндрической поверхности ступеней нарезаны ручьи для соответствующих калибров, а высота ступени Н каждого ролика равна разности радиусов R и r, указанная высота Н также равна расстоянию между осями калибров, образуемых соответствующими ручьями. При этом цилиндрическая поверхность ступени ролика с радиусом R контактирует с цилиндрической поверхностью ступени ролика с радиусом r. Техническим результатом изобретения является обеспечение возможности многониточного процесса волочения простой фасонной и круглой проволоки из круглой заготовки, а также сокращение времени на перестройку роликовой волоки, при переходе с одного типоразмера профиля на другой, при волочении в одну нитку. 7 ил.
Роликовая волока для производства круглых и фасонных профилей, содержащая последовательно расположенные горизонтальные и вертикальные пары рабочих роликов, соединенных с механизмами их радиальной и осевой регулировки и расположенных в корпусе, состоящем из двух полустанин, отличающаяся тем, что рабочие ролики в каждой паре выполнены по форме двухступенчатого цилиндра, причем одна ступень с радиусом R больше другой ступени с радиусом r, на цилиндрической поверхности ступеней нарезаны ручьи для соответствующих калибров, а высота ступени Н каждого ролика равна разности радиусов R и r, указанная высота Н также равна расстоянию между осями калибров, образуемых соответствующими ручьями, при этом в каждой паре роликов цилиндрическая поверхность ступени с радиусом R контактирует с цилиндрической поверхностью ступени ролика с радиусом r.
| РОЛИКОВАЯ ВОЛОКАВ П Т БФОНД ЗНО!1Е?Т08 | 1971 |
|
SU422487A1 |
| РОЛИКОВАЯ ВОЛОКА | 2002 |
|
RU2216418C2 |
| РОЛИКОВАЯ ВОЛОКА^^^»•; | 1971 |
|
SU428811A1 |
| ЧЕТЫРЕХРОЛИКОВАЯ ГОЛОВКА ДЛЯ ВОЛОЧЕНИЯ ФАСОННЫХ И ПЛОСКИХ ПРОФИЛЕЙ | 0 |
|
SU212965A1 |
| Делительная головка для нарезания спиральных зубцов и т.п. | 1933 |
|
SU39515A1 |
| DE 3533712 A1, 27.03.1986 | |||
| ЛАМИНИРОВАННЫЙ УПАКОВОЧНЫЙ МАТЕРИАЛ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И УПАКОВОЧНЫЙ КОНТЕЙНЕР, ИЗГОТОВЛЕННЫЙ ИЗ ЭТОГО МАТЕРИАЛА | 1996 |
|
RU2172283C2 |

