Изобретение относится к вол-очильному оборудованию, иредназначенному для изготовления фасонных профилей.
Известна конструкция клети с многовалковым калибром, содержащая кольцевую станину, кассету с рабочими валками (роликами), а та-кже устройство для синхронной радиальной установки валков ().
Однако такая клеть лри переходе на прокатку (волочение) последующего бунта заготовки требует повторной настройки валков (роликов) на заданный размер выходного профиля.
В предлагаемой роликовой головке этот недостаток устранен благодаря тому, что кассета выполнена подвижной вдоль оси волочения относительно корпуса и снабжена приводом осевого перемещения в виде кольцевого гидроцилиндра, а внутренние поверхности нажимных клиньев выполнены в виде копиров, на которые отираются наруж1ные обоймы опорных подшипников роликов.
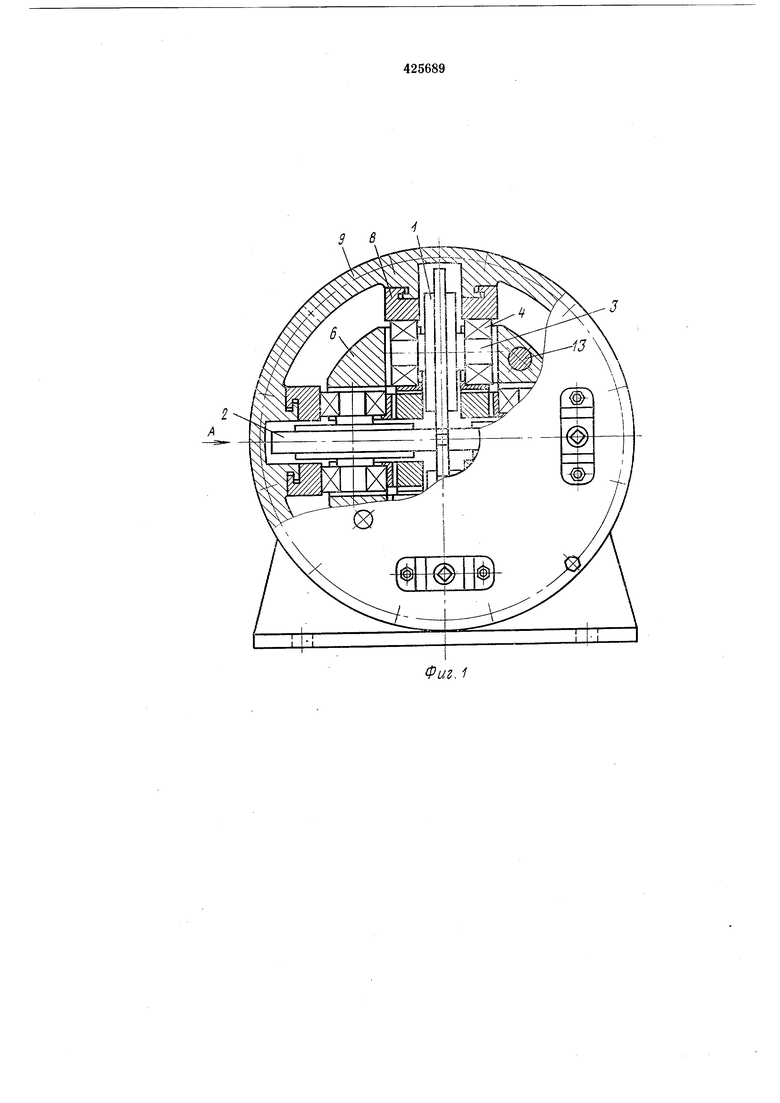
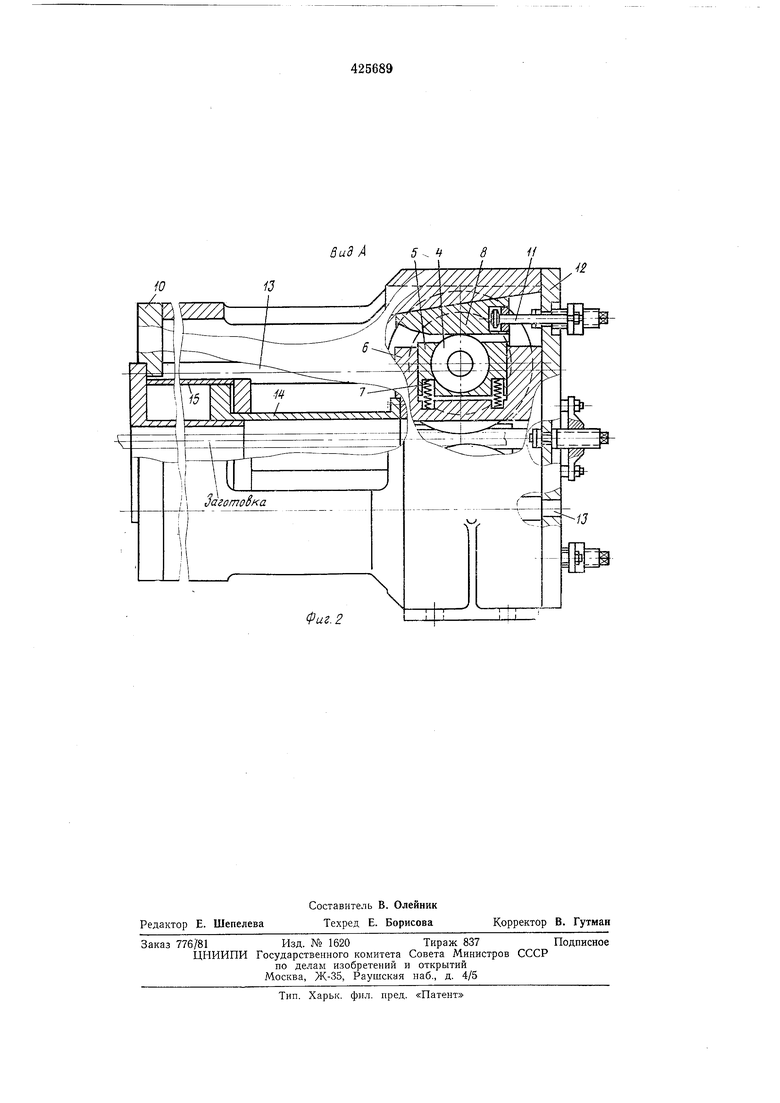
На фиг. 1 но-казана предлагаемая роликовая головка; на фиг. 2 - вид по стрелке А на фиг. 1.
Рюликовая головка содержит вертикальные 1 и горизонтальные 2 ролики, закрепленные на осях 3, на шейках которых напрессованы оно;рные подшипники 4. Наружные обоймы подшит пи-ков 4 па.нещены в под}шках 5 и могут свободно .проворачиваться в них. Подушки вставлены в радиальные пазь кассеты 6 и уравновешивающимися пружи1на1ми 7 раздвигаются от оси волочения, обеспечивая постоя-ниый прижим наружных обойм подшипников 4 к нажимным пла1нкам 8. Планки 8 замковыми пазами закрепляются на приливах кольцевого корпуса 9, в который помещается кассета 6. Иаружные поверхностц планки 8 н внутренние
поверхности приливов корпуса 9 выполнены на клин. Внутренние поверхности планок 5 выполнены в виде копиров, параллельн з1х оси волочения, и частично - в виде клиньев, начинающихся у то.рцов планок, обращенных к
задней крышке 10. К противоположному торцу планок 8 механизмом // перемещения планок крепятся тяги. Винты механизмов //, перемещающие тяги, за.креплены в -передней крышке 12, в которой закреплены и круглые
направляющие 13. Крышка служит одновременно упором для кассеты 6. 11а:П1равляющие 13 препятствуют повороту кассеты 6 вокруг оси волоченая. К торцу кассеты крепится полый шток 14 кольцевого Г1иароцили1идра 15, который своей задней крышкой крепится к крышке 10. За торцами планок 8 в корпусе 9 выполнены окна, через которые можно вставить или вынуть ролики / и .2 в сборе с осмми 3, подшипника .ми 4 и подуш-ками 5.
Гпдроцилиндро.м 15 кассета 6 уста-иавливается против окон корпуса 9. Через окна в пазы кассеты вставляются ролики 7 и 2 в сборе с ОСЯ1МИ 3, подшипниками 4 и подушками 5. Для п,редот{вращвния самапроиэвольното выпадания подушек 5 из лазов кассеты 6 в последней предусмотрены пружинные фиксаторы (на чертеже не показаны), которые не препятствуют последнему сближению роликО|В.
Гидроцилиндром 15 каюсета 6 перемешается вперед в наера-влении движения заготовки при волочении до упора в крышку 12. Между роликами через отверстие в крыш1ке 2 вводят, базируясь :на отверстия , настроенный калибр.
С помош,ыо механизма // и лланок 5 сближают сначала вертикальные ролики 7 до посадки на калибр, а затем горизонтальные роЛ№ки 2 - до упора их в торцы вертикальных. Перемеш.ение планок 8, а следовательно, и роликов / и 2, контролируется -по шкалам настройки (.на чертеже не показаны), входящим в механиз(М 11. При настройке обеспечивают предварительный их зажим, величину которого затем корректируют ири пробном волочении.
После на строй.ки кассету 6 с ломощью гидроцилиндра 15 устана1вливают в положение за/правки, при котором наружные обоймы подшипников 4 окажутся против клиновой части внутренних поеерхносггей планок 8 и ролики при этом под действием пружин 7 разойдут1ся, образовав проход для заготовки.
Заготовку задают через роликовую головку, и с началом движения заготовки с целью волочения цилиндр 15 передвигает кассету 6 до упора в крышку 12. При этом движении
каосеты наружные обоймы подшипников 4 перекатьшаются по внутренним поверхностям планок 8 и оси 3; слодовательно, и ролики / и 2 сближаются до положения наст|ройки, деформируя загото1вку. При остановке кассеты 6 у крышки 12 из роликовой волоки начинает выходить готовая полоса.
Для перехода на волочекие последующего бунта заготовки необходимо кассету 6 вновь
установить в положение заправки, задать заготовку, начать ее протя1гава1ние и вновь выдвинуть кассету 6 до упора в крышку 12. Настройка роликов на прежний размер при этом не нарушается.
Предмет изобретения
Роликовая головка для волочения фасонных профилей, содержащая пару вертикальных и пару горизонтальных роликов, установленных своими ося.Ми в опорных подшипниках, смонтированных в общей кассете, размещенной в кольце1вам корпусе, и клиновые нажимные и пружинные уравновещивающие механизмы, отличающаяся тем, что, с целью предупреждения повторной настройки роликов на заданный размер калибра три переходе на волочение нО)Вого бунта, каюсета выполнена
подвижной вдоль оси волочения относительно корпуса и снабжена приводом осевого перемещеаия в виде кольцевого гидроцилиндра, а внутренние поверхности нажимных клиньев выполнены в виде копиров, на которые опираются наружные обоймы опорных подшипников роликов.
3 в
3
Фиг. 1
вид А
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Роликовая волока | 1980 |
|
SU899191A1 |
| Роликовая волока | 1980 |
|
SU908465A1 |
| Роликовая волока | 1983 |
|
SU1122392A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНОЙ СТАЛИ И ДРУГИХ ПРОФИЛЕЙ | 1993 |
|
RU2061571C1 |
| Прокатный стан | 1988 |
|
SU1583196A1 |
| СТАН ДЛЯ ПРОКАТКИ ПРОФИЛЬНЫХ КОЛЕЦ | 1972 |
|
SU348266A1 |
| ДВУХКЛЕТЕВОЙ БЛОК ТРЕХРОЛИКОВЫХ КЛЕТЕЙ | 1999 |
|
RU2177385C2 |
| ЧЕТЫРЕХРОЛИКОВАЯ ГОЛОВКА | 1970 |
|
SU281389A1 |
| Рабочая валковая клеть | 1987 |
|
SU1475755A1 |
| Роликовая головка | 1975 |
|
SU527223A1 |