Изобретение относится к обработке металлов давлением, а точнее к устройствам для волочения.
В последние годы интенсивно развивается процесс холодной прокатки круглой стали диаметром 4 - 8 мм, ребристой арматурной стали N 4 - N 12, а также шестигранной стали N 4 - N 8 в двухклетевых блоках из трехвалковых клетей, при этом технология предусматривает непрерывность процесса в трехвалковых калибрах с поворотом разъемов последующего калибра на угол 60o (или 180o) относительно предыдущего. Расстояние между клетями блока должно быть по возможности минимальным.
Известен стан с неприводными и приводными от гидромеханизма трехроликовыми клетями для производства холодной деформацией круглой и ребристой арматурной проволоки диаметром 4 - 7 мм. Стан включает стыкосварочную машину, разматыватель, два волочильных устройства, каждое с двумя неприводными трехроликовыми клетями, прокатное устройство с двумя трехвалковыми клетями с гидроприводом, моталки. Диаметр роликов 180 мм, ширина бочки 15 мм [1].
Недостатки известного стана:
- большая длина стана, что препятствует его использованию на площадках действующих волочильных станов;
- применение волочильных и прокатных устройств с гидроприводом в одной технологической линии серьезно усложняет работу персоналу цеха из-за разнотипности технологического оборудования;
- значительная стоимость стана.
Известна линия для холодной прокатки-волочения круглой и ребристой арматурной стали диаметром 4 - 12 мм, включающая разматыватель катанки с бунтов, окалиноломатель, мыльницу, два двухклетевых блока трехроликовых клетей с неприводными роликами, тянущий блок, систему снятия напряжений роликами и сматывающее устройство. Двухклетевой блок трехроликовых клетей состоит из усиленной сварной станины с двумя вертикальными стойками и встроенной панелью управления. Расстояние между осью волочения и роликом регулируется при помощи двигателя. Система управления снабжена также индикатором измерения положения роликов, что позволяет постоянно корректировать их установку. Механизированное перемещение роликов и подвижных вертикальных элементов, которые при помощи зубчатой рейки и систем валиков могут двигаться вдоль горизонтальных направляющих, устраняет необходимость применения острильного оборудования для задачи катанки в блок. Каждая вертикальная стойка состоит из трех U-образных консольных узлов с держателями роликов, установленных под углом 120o один к другому, и двигателя с редуктором. Роликовый узел закрепляется в роликодержателе при помощи пустотелой оси, соединенной с системами охлаждающей воды и смазки. Диаметр рабочих роликов 123 - 150 мм, толщина роликов - 15 - 20 мм. Масса блока 1400 кг, габариты блока - 1600 х 650 х 1600 мм [2].
Недостатки данного блока трехроликовых клетей:
- значительная масса блока, что удорожает стоимость его изготовления;
- большая длина и высота блока не позволяют устанавливать его на волочильных станах многократного волочения.
Наиболее близким к изобретению является двухклетевой блок трехроликовых клетей, содержащий основание со стойками, на которых шарнирно закреплены под углом 120o один к другому роликодержатели с неприводными роликами, а также механизмы индивидуальной и групповой радиальной регулировки роликов [3].
Использование данного блока предусматривает непрерывность процесса прокатки-волочения из бунтового металла, в связи с этим роликодержатели второй клети блока развернуты на 180o относительно предыдущей клети, при этом расстояние между клетями блока в процессе работы устанавливается минимально возможным за счет перемещения одной из клетей вдоль основания блока, что позволяет избегать установки валковой удерживающей арматуры между клетями блока.
Трехроликовая клеть блока представляет собой стойку, на которой жестко закреплена массивная круглая плита с тремя прямоугольными выступами, расположенными вблизи центра круга под углом 120o друг к другу, к которым шарнирно подвешиваются корпуса роликодержателей, кроме этого на плите по периметру круга выполнена выточка, в которую установлено по ходовой посадке поворотное кольцо, на котором закреплены три клиновидные пластины под углом 120o друг к другу и серьга, связанная гайкой с регулировочным винтом, вращаемым электродвигателем.
В нижней части корпуса каждого роликодержателя выполнены отверстия под ось ролика и шарнир, а в верхней части корпуса установлен нажимной винт, конец которого постоянно прижат к клиновидной пластине поворотного кольца посредством пружины, прижимающей корпус роликодержателя к круглой плите. Индивидуальная радиальная регулировка положения ролика осуществляется нажимным винтом, взаимодействующим с клином поворотного кольца, при вращении винта роликодержатель поворачивается вокруг оси шарнира и тем самым изменяет положение рабочего ролика относительно оси волочения. Групповая синхронная регулировка роликов осуществляется при вращении относительно оси волочения. Групповая синхронная регулировка роликов осуществляется при вращении относительно круглой плиты поворотного кольца с закрепленными на нем тремя клиньями с помощью электродвигателя регулировочного винта и серьги, при этом клинья через нажимные винты одновременно поворачивают роликодержатели вокруг осей шарниров, синхронно изменяя положение роликов относительно оси волочения [3].
Недостатки известного устройства:
- значительные габариты и масса блока, что существенно удорожает его изготовление, а также препятствует его использованию в условиях волочильных станов многократного волочения;
- отсутствие осевой регулировки (настройки) роликов требует весьма высокой точности изготовления роликодержателей и роликовых узлов на прецизионных станках;
- наличие осевых люфтов в корпусе роликового узла, т.к. внутренние кольца подшипников и грязезащитные шайбы не стянуты между собой, что отрицательно сказывается на точности прокатки.
Технической задачей изобретения является уменьшение габаритов и массы двухклетевого блока трехроликовых клетей, повышение точности прокатываемых профилей за счет осевой регулировки (настройки) роликов и устранения осевых люфтов в роликовом узле.
Поставленная задача решается тем, что в двухклетевом блоке трехроликовых клетей, содержащем основание со стойками, на которых шарнирно закреплены под углом 120o один к другому роликодержатели с неприводными роликами, механизмы индивидуальной и групповой радиальной регулировки роликов, каждый роликодержатель выполнен в виде двуплечего рычага (коромысла), опора которого шарнирно закреплена в эксцентриковых втулках, при этом роликодержатель установлен с возможностью дополнительного перемещения вдоль оси данного шарнира, механизм радиальной групповой регулировки роликов состоит из пустотелого винта-проводки, выполненного на стойке клети соосно оси прокатки, и взаимодействующей с ним массивной гайки, на которой смонтирован по подвижной посадке корпус с тремя шарнирно закрепленными металлическими пластинами (серьгами), каждая из которых шарнирно связана с роликодержателем; также в двухклетевом блоке трехроликовых клетей роликоподшипниковый узел смонтирован на втулке, которая фиксируется в роликодержателе посредством оси, а стойки клетей связаны между собой четырьмя стяжками, при этом нижние стяжки крепятся к основанию блока.
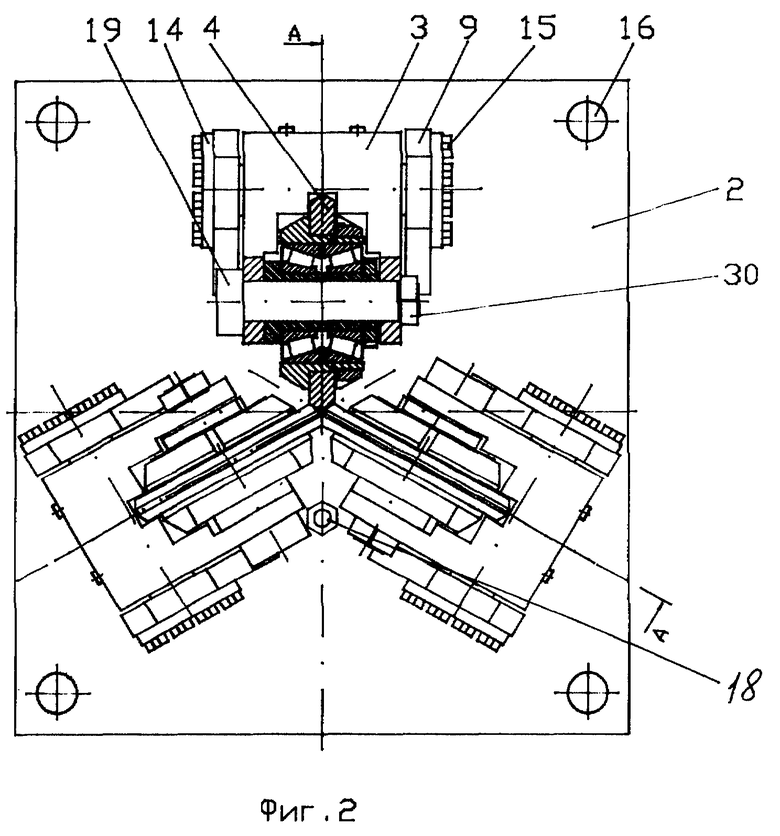
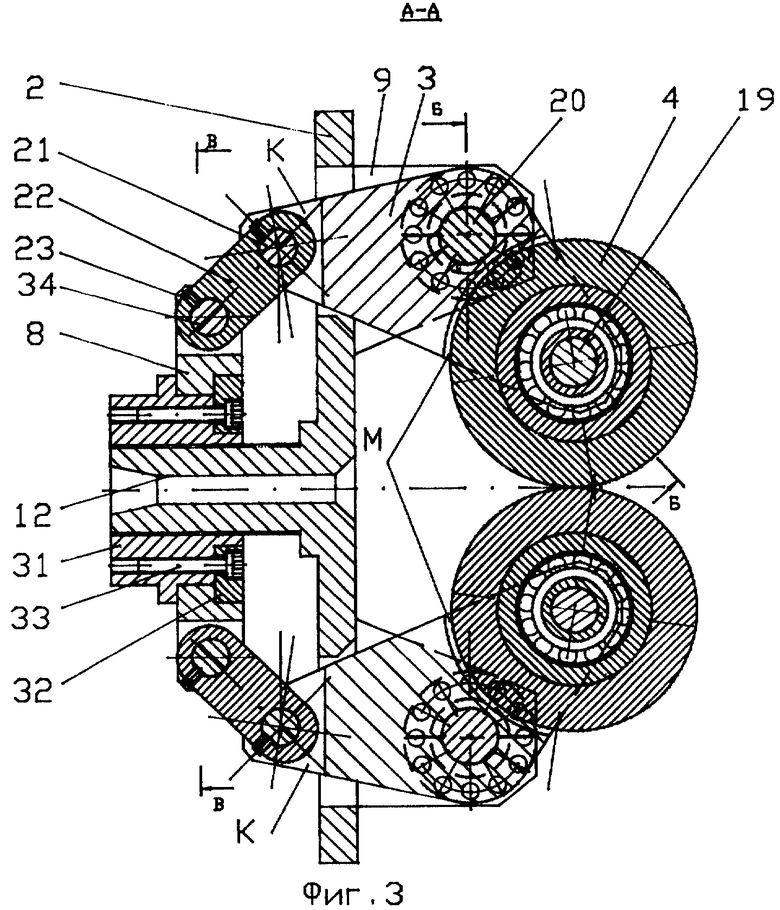
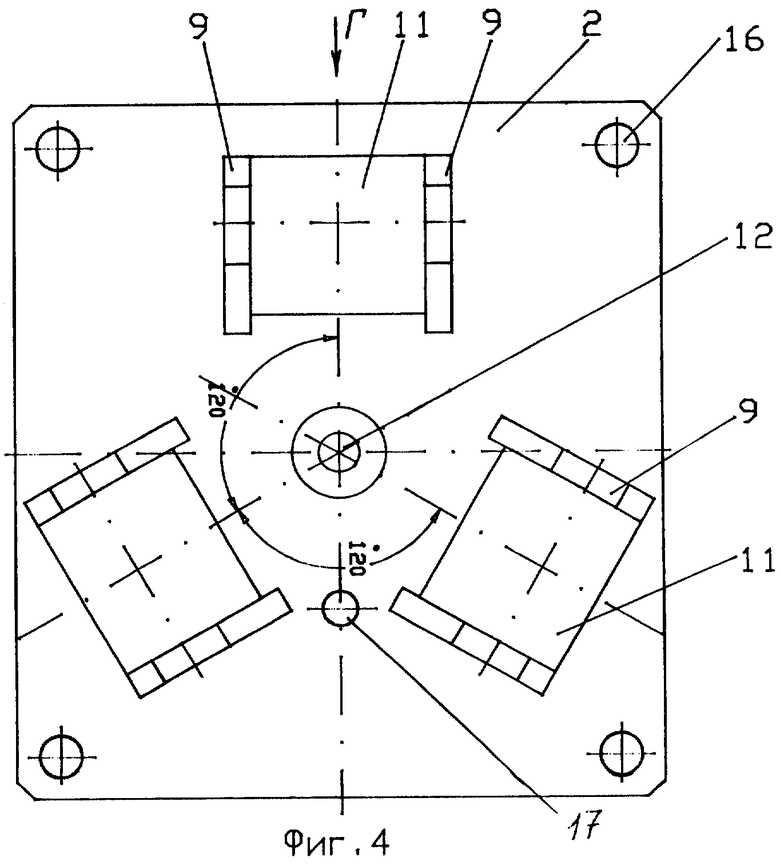
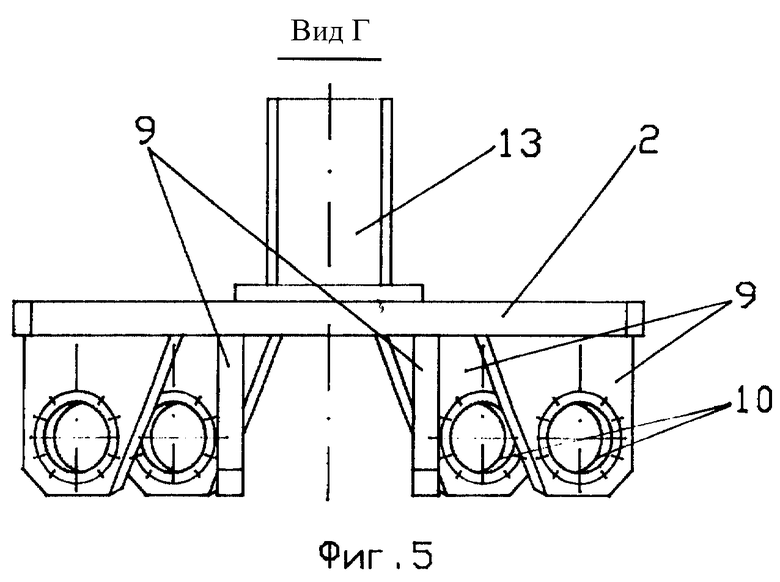
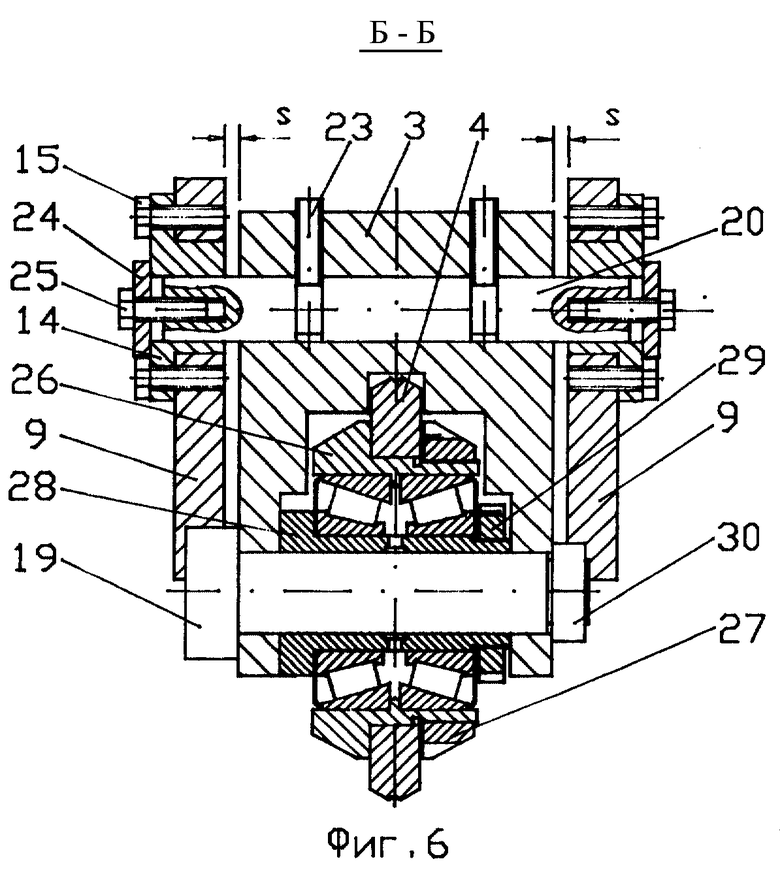
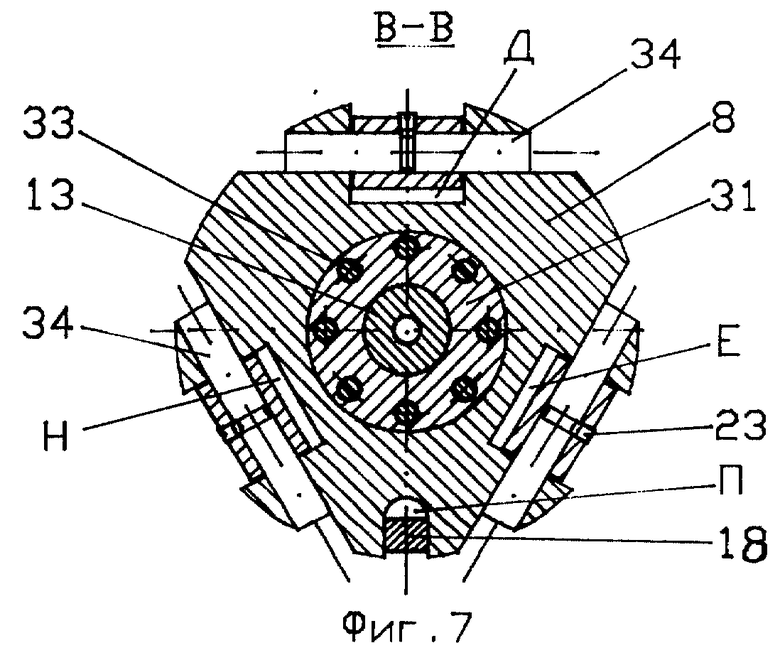
На фиг. 1 представлен двухклетевой блок трехроликовых клетей, вид сбоку; на фиг. 2 - трехроликовая клеть, вид спереди; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - стойка клети, вид спереди; на фиг. 5 - вид Г на фиг. 4; на фиг. 6 - разрез Б-Б на фиг. 3; на фиг. 7 - разрез В-В на фиг. 3.
Двухклетевой блок трехроликовых клетей (фиг. 1), содержащий основание 1 со стойками 2, на которых шарнирно закреплены под углом 120o один к другому роликодержатели 3 с неприводными роликами 4, при этом стойки 2 клетей соединены между собой четырьмя стяжками 5 с помощью гаек 6, при этом стойки 2 клетей соединены между собой четырьмя стяжками 5 с помощью гаек 6, при этом нижние стяжки 5 жестко закреплены к основанию 1 блока посредством болтов 7. Длина стяжек 5 выбрана таким образом, что расстояние L между осями роликов калибров является минимально возможным.
Трехроликовая клеть (фиг. 2 и 3) представляет собой стойку 2, на одной стороне которой шарнирно закреплены роликодержатели 3 с роликоподшипниковыми узлами, а на противоположной стороне стойки смонтирован корпус 8 механизма групповой радиальной регулировки роликов 4. В стойке 2 (фиг. 4) под углом 120o один к другому выполнены три пары фланцев 9 с отверстиями 10 и резьбовыми отверстиями и три окна 11 прямоугольной формы между каждой парой фланцев 9, а также круглое отверстие 12 в центре стойки 2. С другой стороны на стойке клети 2 соосно оси прокатки выполнен массивный пустотелый винт-проводка 13. В отверстия 10 установлены эксцентриковые втулки 14 и зафиксированы болтами 15 от поворота при нагрузке на роликодержатель 3 во время прокатки. В углах стойки 2 выполнены четыре отверстия 16 для установки соединительных стяжек 5, кроме этого сделано отверстие 17 для крепления фиксатора 18 корпуса 8 механизма групповой регулировки.
Роликодержатель 3 (фиг. 3 и 6) выполнен в виде двуплечего рычага (коромысла) и имеет форму косоугольного треугольника (вид сбоку), в углах которого выполнены три отверстия под оси 19, 20 и 21, а также выточки (пазы) М, К для размещения роликоподшипникового узла и соединительной серьги 22 механизма групповой регулировки. Роликодержатель 3 шарнирно установлена во фланцах 9 с эксцентриковыми втулками 14 с помощью оси 20, которая фиксируется винтами 23 с роликодержателем 3, а серьга 22 шарнирно установлен в пазу K роликодержателя 3 с помощью оси 21, которая фиксируется на серьге 22 винтами 23. Ширина роликодержателя 3 меньше ширины между фланцами 9, так же как и ширина паза К больше ширины серьги 22 на величину 2S (фиг. 6). Данные зазоры предусмотрены для перемещения роликодержателя 3 с помощью шайб 24 и болтов 25 вдоль осей 20 и 21 шарниров на величину S при необходимости осевой регулировки (настройки) ролика 4 в калибре.
Роликоподшипниковый узел (фиг. 6) представляет собой ступицу 26, на которой закреплен рабочий ролик 4 посредством гайки 27, внутри ступицы 26 смонтированы конические роликоподшипники, внутренние кольца которых установлены на втулке 28 и закреплены гайкой 29. Предварительно собранный на втулке 28 роликоподшипниковый узел устанавливается в паз М роликодержателя 3, ширина которого соответствует длине втулки 28, и закрепляется осью 19 и гайкой 30.
Механизм групповой синхронной радиальной регулировки роликов 4 (фиг. 3, фиг. 7) состоит из массивного пустотелого винта-проводки 13, выполненного на стойке 2 клети, и взаимодействующей с ним массивной гайки 31, на которой смонтирован посредством кольца 32 и винтов 33 по подвижной посадке корпус 8, в котором выполнены три паза Д, Е и Н с боковыми отверстиями под углом 120o один к другому, а также узкий вертикальный паз П для установки фиксатора 18 (фиг. 7). В пазах Д, Е и Н с помощью осей 34 шарнирно закреплены три серьги 22 соответствующей ширины, противоположные концы которых с помощью осей 21 шарнирно связаны с роликодержателями 3. Для предотвращения выпадения оси 21 и 34 фиксируются в серьгах винтами 23. При вращении массивной гайки 31 последняя перемещается вдоль винта-проводки 13, увлекая за собой корпус 8 с серьгами 22, а последние поворачивают роликодержатели 3 вокруг осей шарниров 20, изменяя при этом расстояние между осью прокатки и роликами 4.
Для выполнения индивидуальной радиальной настройки ролика 4 ось 20 шарнира на корпусе роликодержателя 3 установлена выше оси 19 ролика 4, при этом шарнирный узел может перемещаться в плоскости ролика перпендикулярно стойке 2 на необходимое для настройки расстояние (фиг. 3) при повороте эксцентриковой втулки 14. При перемещении оси 20 роликодержателя 3 относительно стойки 2 корпус роликодержателя 3 поворачивается вокруг ее, изменяя при этом положение ролика 4 относительно оси прокатки.
Устройство собирают следующим образом.
Предварительно собранные на втулках 28 роликоподшипниковые узлы монтируются в пазах М роликодержателей 3 на осях 19 и фиксируются гайками 30 (фиг. 6), а в пазах К на осях 21 монтируются серьги 22 и фиксируются винтами 23.
Устанавливают корпуса 8 механизмов групповой регулировки на массивные гайки 31 по ходовой посадке с помощью колец 32 и винтов 33.
На винт-проводку 13 стойки 2 клети навинчивается предварительно собранная гайка 31 с корпусом 8 и посредством гайки 35 устанавливается фиксатор 18 так, что пазы Д, Е и Н корпуса 8 совпадают с прямоугольными окнами 11 стойки 2.
Предварительно собранные роликодержатели 3 с роликоподшипниковыми узлами и серьгами 22 устанавливаются в окна 11 и закрепляются на фланцах 9 с эксцентриковыми втулками 13 посредством осей 20, а затем с помощью осей 34 серьги 22 роликодержателей 3 закрепляются в пазах Д, Е и Н корпуса 8 механизма групповой регулировки. Оси 21 и 34 фиксируются винтами 23, а на ось 20 также устанавливаются шайбы 24 и болты 25.
Стойки 2 двух клетей с установленными на них роликодержателями 3 и корпусами 8 механизмов групповой регулировки соединяются четырьмя стяжками 5 с помощью гаек 6 и устанавливаются на основание 1 блока клетей, после чего болтами 7 нижние стяжки 5 жестко крепятся к основанию 1 блока.
После сборки блока производится настройка калибров трехроликовых клетей с помощью механизмов индивидуальной и групповой регулировки положения роликов.
Блок клетей с настроенными трехроликовыми калибрами для прокатки заданного профиля передается на стан.
Двухклетевой блок трехроликовых клетей работает следующим образом.
Заготовка с разматывателя бунтового металла подается к волочильному стану, на котором установлен блок трехроликовых клетей. К переднему концу обрабатываемого рулона (катушки) с помощью стыкосварочного аппарата приваривается заправочный пруток длиной 2 - 3 м, при этом диаметр прутка меньше диаметра калибра второй клети. После сварки шов зачищается наждачным кругом, установленным на волочильном стане. Затем заправочный конец проводится через роликовые калибры клетей блока, захватывается клещами и с помощью тянущего барабана на малой скорости протягивают заготовку через клети блока. На выходе из блока проверяются размеры прокатанной заготовки и, если размеры сечения профиля превышают допускаемые, то при помощи механизмов радиальной групповой или индивидуальной регулировки уменьшается или увеличивается зазор между роликами. После корректировки размеров прокатываемого профиля волочильный стан разгоняется на рабочую скорость.
Отличительные признаки предлагаемого устройства для изготовления методом прокатки-волочения круглой и арматурной стали, а также других профилей, обладающего следующими преимуществами перед аналогами и прототипом:
1. Выполнение роликодержателя в виде двухплечевого рычага (коромысла), в котором отверстие под центральный шарнир находится посредине в верхнем углу, позволяет значительно уменьшить высоту роликодержателя и тем самым уменьшить высоту стойки клети.
2. Шарнирный узел роликодержателя, выполненный с возможностью перемещения в плоскости ролика, перпендикулярно стойке клети, а также изготовление роликодержателя с возможностью перемещения вдоль оси данного шарнира позволяют производить индивидуальную осевую и радиальную регулировки ролика, кроме этого, такое выполнение шарнира позволяет уменьшить высоту роликодержателя и тем самым уменьшить высоту стойки клети.
3. Предложенное устройство механизма групповой регулировки позволяет резко уменьшить высоту и ширину стойки.
4. Установка роликодподшипникового узла на втулке позволяет устранить осевые люфты в корпусе роликового узла, а также ускорить и облегчить установку роликового узла в корпус роликодержателя.
5. Соединение стоек клетей четырьмя стяжками, из которых нижние жестко закрепляются с основанием блока, позволяет устранить механизм перемещения одной из клетей и ребра жесткости на стойках и тем самым значительно уменьшить длину основания блока.
6. Выполнение роликодержателя с двумя шарнирами позволяет устранить пружины, прижимающие роликодержатели к стойкам клетей.
В целом предложенные технические решения позволяют уменьшить габариты и массу блока в несколько раз, а также упростить его конструкцию.
Описанные преимущества позволяют проектировать и изготовлять малогабаритные двухклетевые блоки трехроликовых клетей, которые возможно установить в условиях действующих волочильных станов многократного волочения.
Предложенное техническое решение реализовано на Череповецком сталепрокатном заводе при проектировании двухклетевого блока трехроликовых клетей, предназначенного для прокатки-волочения круглой и арматурной стали диаметром от 4 до 7 мм со скоростью 5 - 8 м/с. Техническая характеристика блока: диаметр роликов - 125 мм; ширина роликов - 15 мм; высота блока H = 405 мм; длина блока B = 580 мм; ширина блока - 370 мм; масса блока - 145 кг. Предложенные технические решения позволяют уменьшить массу блока в 10 раз, габариты - 2 - 3 раза, а также упростить его конструкцию.
Источники информации:
1. Экспресс-информация института "Черметинформация", 1974, N 16, с. 2.
2. Журнал "Сталь", N 8, 1994 г., с. 60-64.
3. Двухклетевой блок трехроликовых клетей конструкции ПКБ ОГМ "ЧСПЗ" черт. N 40-2442.00.000 и N 40-2442.03.000.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДВУХКЛЕТЕВОЙ БЛОК ТРЕХРОЛИКОВЫХ КЛЕТЕЙ | 1999 |
|
RU2177385C2 |
| ДВУХКЛЕТЕВОЙ БЛОК ТРЕХРОЛИКОВЫХ КЛЕТЕЙ | 1998 |
|
RU2152280C1 |
| ДВУХКЛЕТЕВОЙ БЛОК ТРЕХРОЛИКОВЫХ КЛЕТЕЙ | 1998 |
|
RU2149720C1 |
| РОЛИКОВАЯ ВОЛОКА | 2002 |
|
RU2216418C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ | 1996 |
|
RU2110385C1 |
| РОЛИКОВАЯ ГОЛОВКА ДЛЯ НАКАТКИ ВИНТОВОЙ ПОВЕРХНОСТИ НА КРУГЛОЙ ПРОВОЛОКЕ | 2004 |
|
RU2275980C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1997 |
|
RU2136422C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1998 |
|
RU2131317C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ПОВЕРХНОСТИ КАТАНКИ ОТ ОКАЛИНЫ | 1998 |
|
RU2149725C1 |
Изобретение относится к обработке металлов давлением, а точнее к устройствам для волочения. Двухклетевой блок трехроликовых клетей содержит основание со стойками. На стойках шарнирно закреплены под углом 120o один к другому роликодержатели с неприводными роликами, механизмы индивидуальной и групповой радиальной регулировки роликов. Роликодержатель выполнен в виде двуплечего рычага. Опора рычага шарнирно закреплена в эксцентриковых втулках. При этом роликодержатель установлен с возможностью дополнительного перемещения вдоль оси данного шарнира. На стойке клети под углом 120o одна к другой выполнены три пары параллельных между собой фланцев с отверстиями под эксцентриковые втулки и прямоугольные окна между фланцами. Механизм радиальной групповой регулировки роликов состоит из массивного пустотелого винта и взаимодействующей с ним массивной гайки. На гайке смонтирован по подвижной посадке корпус с тремя шарнирно закрепленными металлическими пластинами. Каждая из пластин шарнирно связана с роликодержателем. В двухклетевом блоке трехроликовых клетей роликоподшипниковый узел смонтирован на втулке. Стойки клетей связаны между собой четырьмя стяжками. При этом нижние стяжки крепятся к основанию блока. Изобретение позволяет уменьшить габариты и массу двухклетевого блока трехроликовых клетей, повысить точность прокатываемых профилей за счет осевой регулировки роликов и устранить осевые люфты в роликовом узле. 3 з.п. ф-лы, 7 ил.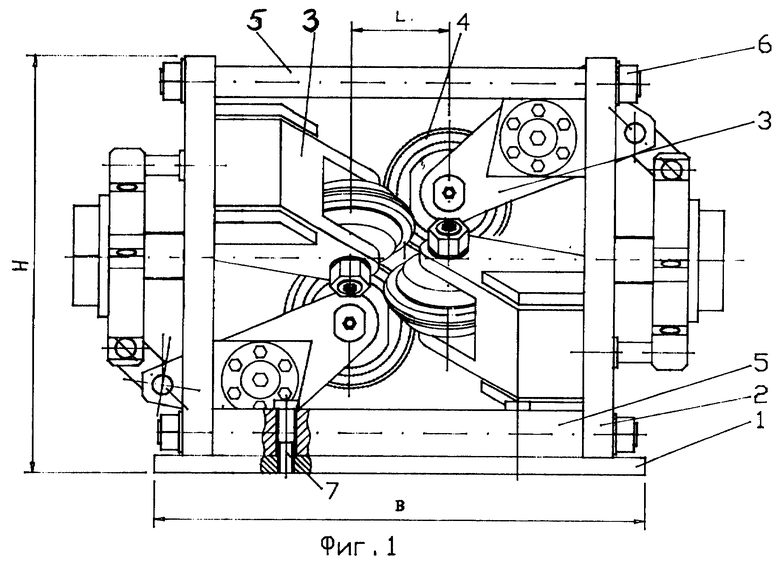
| Двухклетевой блок трехроликовых клетей конструкции ПКБ ОГМ "ЧСПЗ", N 40-2442.00.000 и N 40-2442.03.000, 07.06.94 | |||
| Роликовое устройство для изготовления фасонной проволоки | 1928 |
|
SU10823A1 |
| Сигнальное приспособление чесальным и т.п. машинам при остановке питательных валиков | 1931 |
|
SU28139A1 |
| Многопарный клиновой роликовый фильер | 1959 |
|
SU129171A1 |
| РОЛИКОВАЯ ВОЛОКА | 1993 |
|
RU2079386C1 |
| DE 3533712 А1, 27.03.86. | |||

