Известно изготовление отопительных безметальных радиаторсв из асбеста, этернита и т. п. материалов путем штамповки их из двух половинок с последующим соединением или закладки в бетон парафиновой модели с последующей выплавкой.
Согласно изобретению, обеспечивается индустриальный метод производства безметально-отопительных панелей с многократным использованием комплекта закладных элементов. Формование панелей производится из водонепроницаемого бетона с помощью жестких закладных металлических стержней, полный комплект которых закладывается в форму передач перед началом формования панелей с извлечением их после укладки арматурных сеток и окончания вибрирования бетона на виброплощадке.
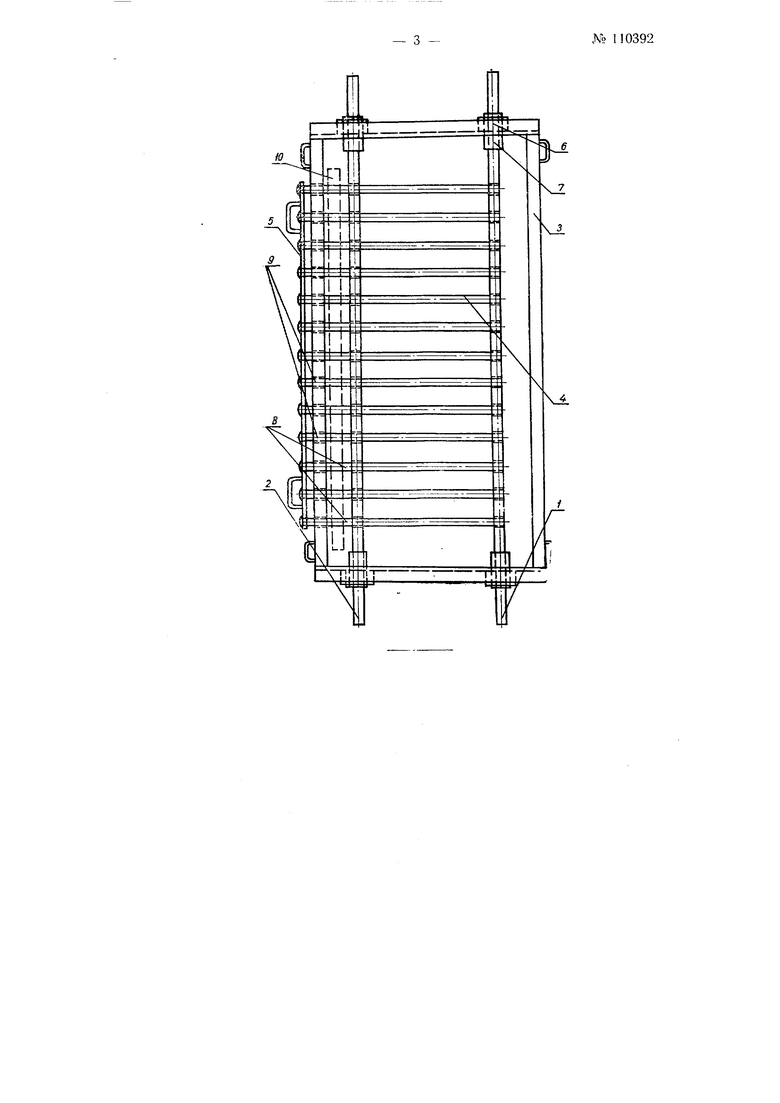
На схематическом чертеже изображены закладные элементы и их размещение в форме.
Для образования двух продольных каналов большего диаметра, устанавливаются два стержня / и 2 с отверстиями по числу поперечных каналов, крепящиеся в двух противоположных торцовых стенках формы 3.
Сеть поперечных каналов меньшего диаметра образуется металлической гребенкой, состоящей из ряда тонких металлических стержней 4, укрепленных на одной жесткой траверсе 5. Стержни гребенки вводятся внутрь формы перед началом формования через ряд отверстий в одном из продольных бортов формы.
Установка стержней гребенки в нужное положение обеспечивается за счет сквозного пропуска их через отверстия одного продельного стержня и ввода в отверстия второго продольного стержня без выпуска концов наружу.
Для подсоединения панели к сети отопления к борта.м формы с помощью гаек 6 крепятся металлические муфты 7, которые впоследстJJb 110392
ВИИ остаются в теле панели. Гайки одновременно являются временными фиксаторами стержней.
После укладки арматурных сеток и установки закладных элементов указанным способом форма закрепляется на виброплощадке; производится укладка и вибрирование бетона.
По окончании вибрации из тела отформованной панели последовательно извлекаются закладные элементы: сначала гребенки, затем - продольный стержень /, находящийся у конца стержней гребенки; второй продольный стержень 2 вначале лишь сдвигается вдоль своей оси на половину расстояния между отверстиями, образованными стержнями гребенки, перекрывая тем самым концы отверстий в теле панели, образованные гребенкой.
После этого ненужные концы всех участков каналов 8 между бортом и стержнем 2. заделываются жестким водонепроницаемым раствором через отверстия 9 в борте фермы, при этом для обеспечения надежной заделки отверстий сверху на бетон устанавливается тяжелая накидка 10 (на чертеже показана пунктиром).
По окончании заделки концов отверстий из панели извлекается второй продольный стержень 2 и форма с отформованной панелью поступает в термообработку.
После затвердения панели вывинчиваются гайки-фиксаторы муфт и производится распалубка панели.
Предмет изобретения
1.Способ формования из водонепроницаемого бетона безметальноотопительных панелей, отличающийся тем, что образование сети внутренних продольных и поперечных каналов производится за счет одновременной укладки полного комплекта металлических стержней с последующим извлечением их после окончания формования бетона панели на виброплощадке.
2. Прием ;выполнения способа поп. 1, отличающийся тем, что заделка концов отверстий обеспечивается за счет предварительного сдвига одного из стержней на половину расстояния между стержнями гребенки, после чего производится заделка концов отверстий в свежеуплотненном бетоне панели.