со со
00
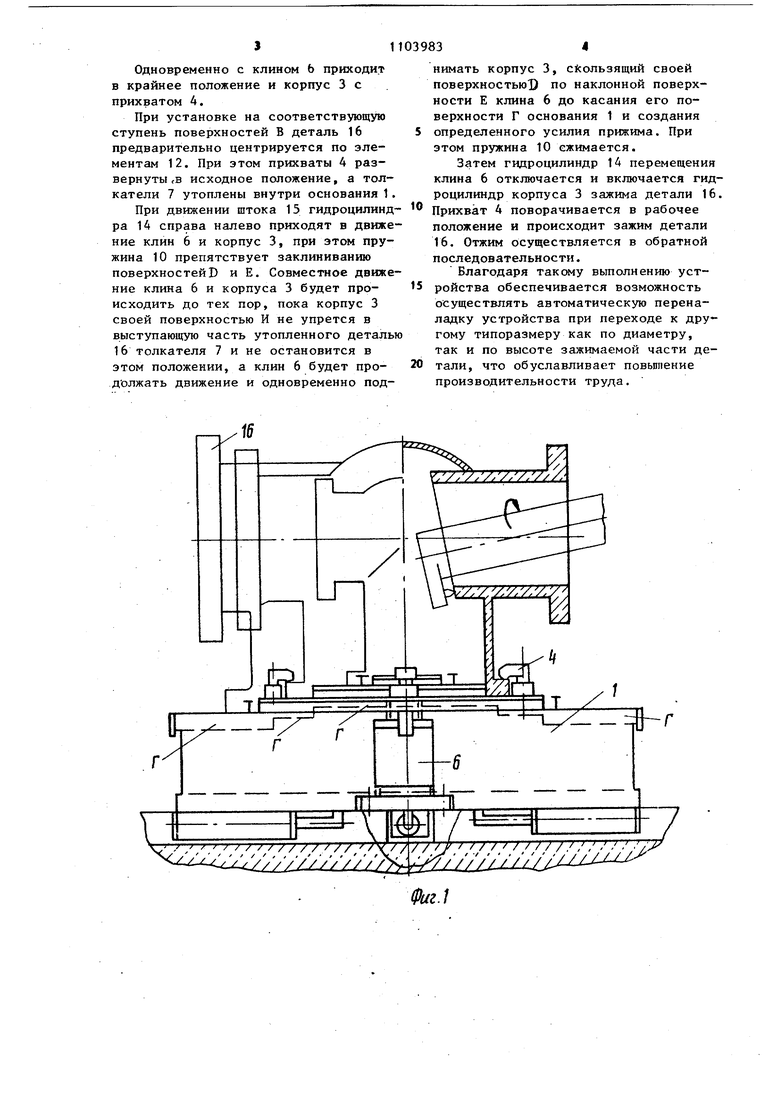
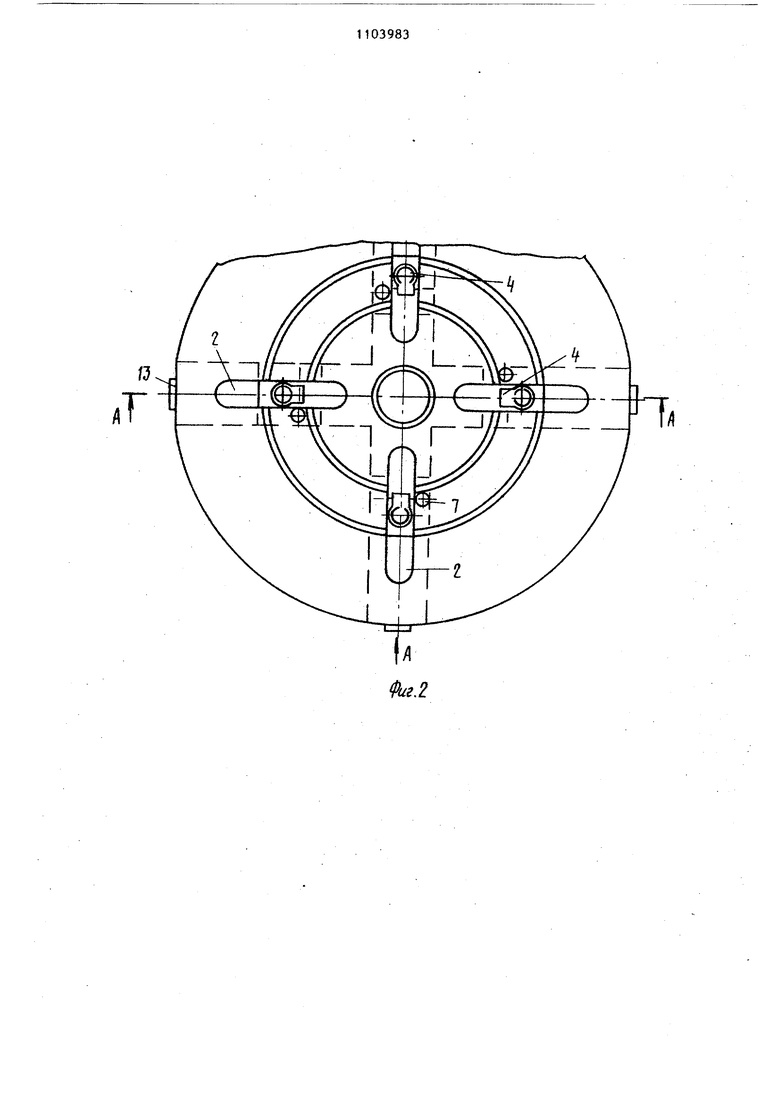
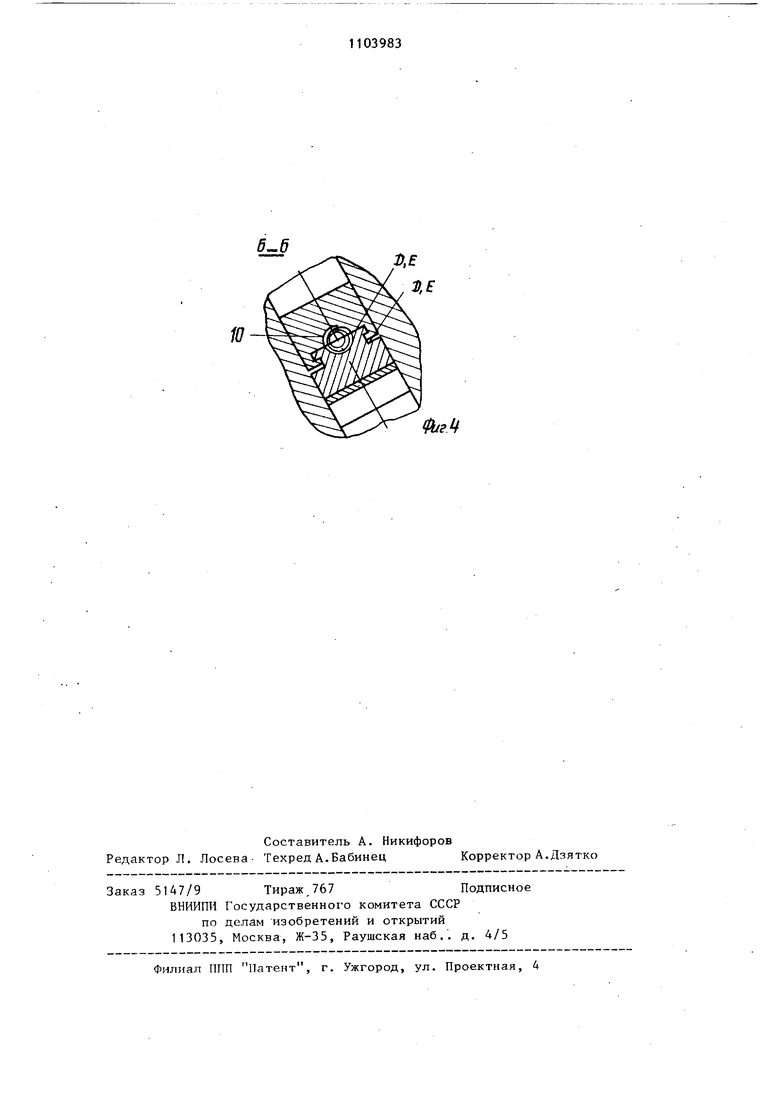
со Изобретение относится к области обработки материалов резанием, а именно к зажимным устройствам для обработки однотипных деталей с разньми размерами, например, корпусов задвижек трубопроводной арматуры на металлорежущих станках. Известно устройство для зажима деталей, содержащее ступенчатую опор для установки деталей и размещенный внутри нее зажимный рычаг, установленный с возможностью взаимодействия с гидроприводом lj , Недостатком указанного устройства является невысокие технические возможности, так как при его использовании не обеспечивается обработка внутренних поверхностей деталей. Наиболее близким техническим решением является устройство для зажима деталей, содержащее основание с установочной поверхностью, в радиаль ных пазах которого с возможностью пе ремещения и поворота установлены раз мещенные в корпусах прихваты 2J. Недостатком указанного устройства является невысокая производительность труда, обусловленная значи тельными затратами времени на переналадку устройства при обработке однотипных деталей с другими размерами Целью изобретения является повыше ние производительности за счет сокращения времени на переналадку устройства при обработке однотипных деталей. Указанная цель достигается тем, что в устройстве для зажима деталей, содержащем основание с установочной поверхностью, в радиальных пазах которого с возможностью перемещения и поворота установлены размещенные в корпусах прихваты, установочная поверхность основания выполнена ступен чатой, а в его нижней части под пазами ; выполнены радиальные каналы со ступе чатой верхней поверхностью, идентичной установочной поверхности основания, причем в нижнем торце каждого корпуса прихвата выполнена коничеекая поверхность, а-устройство снабжено размещенными в каналах основания клиньями и установленными в его ступенях подпружиненными толкателями каждый корпус прихвата установлен с возможностью взаимодействия с толкателем и со ступенчатой поверхностью радиального канала, каждьй клин с возможностью взаимодействия с конической поверхностью корпуса, а между ними установлена введенная в устройство пружина. Такое выполнение устройства устраняет операцию переналадки и, следовательно, обеспечивает повышение производительности труда. На фиг. 1 изображено устройство для зажима деталей, вид спереди; на- фиг. 2 - то же, вид сверху; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 3. Устройство для зажима деталей содержит основание 1с установочной ступенчатой поверхностью В и радиальными пазами 2. В радиальных пазах 2 основания 1 установлены pasMeuieHные в корпусах 3 байонетные прихваты А. В нижней части основания 1 под пазами 2 выполнены радиальные каналы 5 со ступенчатой верхней поверхностью Г. В радиальных каналах 5 размещены клинья 6. В ступенчатых поверхностях В основания 1 установлены подпружиненные толкатели 7. В корпусах 3 выполнены полости 8, в которых размещены поршни 9 для перемещения прихватов 4. На нижних торцах корпусов 3 выполнены конические поверхности/) , с которыми контактируют клиновые поверхности Е клиньев 6. Поверхности 15и Е выполнены Т-образными и между ними, установлена пружина сжатия 10. С нижней стороны основания 1 размещены крьшки 11, закрывающие каналы 5. Ступенчатые установочные поверхности Г основания 1 снабжены центрирующими элементами 12, выполненными в виде части кольца, Основание 1 снабжено упорами 13, с которыми контактируют поверхности Ж корпусов 3 прихватов 4. Клинья 6 перемещаются с помощью гидр.оцилиндра t4 посредством штока 15. Поверхность И корпусов 3 контактирует с подпружиненными толкателями 7. Устройство работает следующим обазом. При необходимости переналадки стройства на другой габаритный разер детали (по диаметру и высоте) еобходимо первоначально установить линья 6 в заднее положение до сорикосновения с жестким упором 13 одом штока 15 гидроцилиндра 14 право. 5 Одновременно с клином b приходит в крайнее положение и корпус 3 с прихватом 4. При установке на соответствующую ступень поверхностей В деталь 16 предварительно центрируется по элементам 12. При этом прихваты 4 развернуты ,в исходное положение, а толкатели 7 утоплены внутри основания 1 При движении штока 15 гидроцилинд ра 14 справа налево приходят в движе ние клин 6 и корпус 3, при этом пружина 10 препятствует заклиниванию поверхностейD и Е. Совместное движе ние клина 6 и корпуса 3 будет происходить до тех пор, пока корпус 3 своей поверхностью И не упрется в выступающую часть утопленного деталь 16 толкателя 7 и не остановится в этом положении, а клин 6 будет продолжать движение и одновременно под3нимать корпус 3, с сользящий своей поверхностью) по наклонной поверхности Е клина 6 до касания его поверхности Г основания 1 и создания определенного усилия прижима. При этом пружина 10 сжимается. Затем гидроцилиндр 14 перемещения клина 6 отключается и включается гидроцилиндр корпуса 3 зажима детали 16. Прихват 4 поворачивается в рабочее положение и происходит зажим детали 16. Отжим осуществляется в обратной последовательности. Благодаря такому выполнению устройства обеспечивается возможность осуществлять автоматическую переналадку устройства при переходе к другому типоразмеру как по диаметру, так и по высоте зажимаемой части детали, что обуславливает повьппение производительности труда.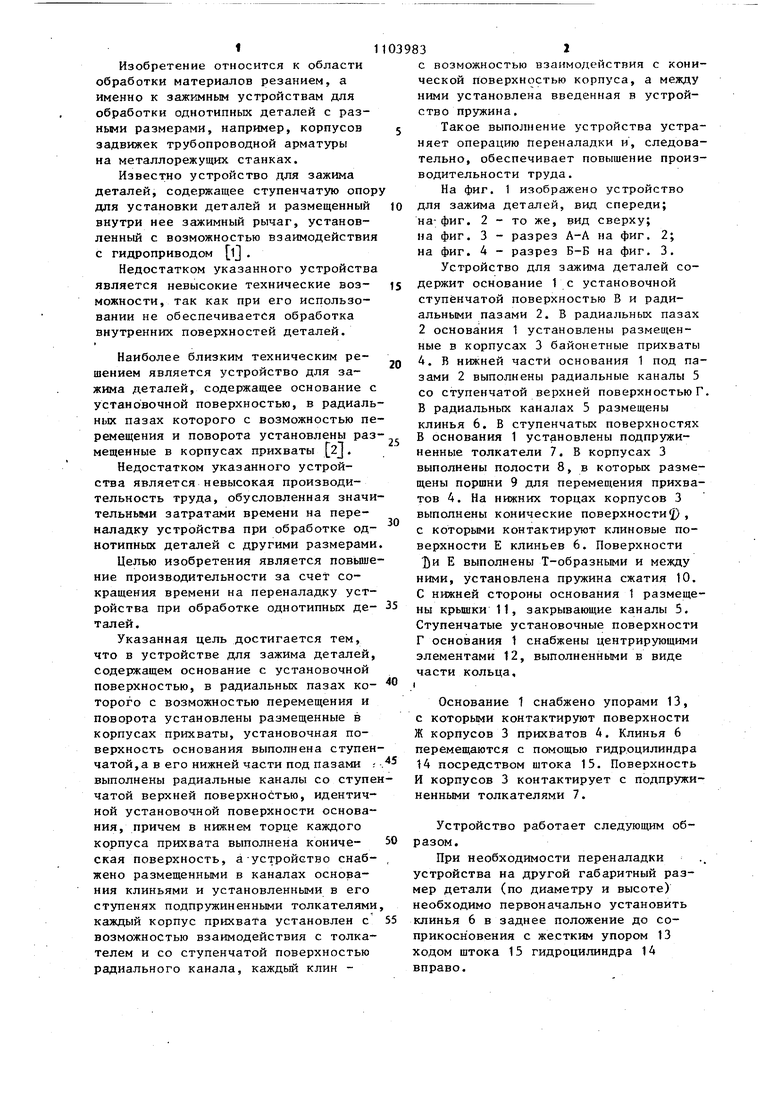
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ВТОРИЧНОЙ ОРИЕНТАЦИИ ПЛОСКИХ ДЕТАЛЕЙ | 1998 |
|
RU2129945C1 |
| Зажимное устройство | 1989 |
|
SU1683954A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| АГРЕГАТНЫЙ СТАНОК С ЧПУ | 1991 |
|
RU2080974C1 |
| Агрегатный станок | 1982 |
|
SU1042957A1 |
| Способ установки детали и устройство для его осуществления (варианты) | 2015 |
|
RU2639589C2 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
| Штамп для соединения трубных деталей | 1985 |
|
SU1296268A1 |
| Патрон токарный переналаживаемый | 1987 |
|
SU1510998A1 |
| Приспособление-спутник | 1983 |
|
SU1169801A1 |
УСТРОЙСТВО ДЛЯ ЗАЖИМА ДЕТАЛЕЙ, содержащее основание с установочной поверхностью, в радиальных пазах которого с возможностью перемещення и поворота установлены размещенные в корпусах прихваты, отличающееся тем, что, с Целью повьппения производительности, установочная поверхность основания выполнена ступенчатой, а в его нижней части под пазами выполнены радиальные каналы-СО ступенчатой верхней поверхностью, идентичной установочной поверхности основания, причем в нижнем торце каждого корпуса прихвата выполнена коническая поверхность, а устройство снабжено размещенными в каналах основания клиньями и установленными в его ступенях подпружиненными толкателями, каждый корпус прихвата установлен с возможностью взаимодействия с толкателем и со ступенчатой поверхностью радиального канала, каждый (Л клин - с возможностью взаимодействия с конической поверхностью корпус са, а между ними установлена введенная в устройство пружина.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для установки и зажимадЕТАлЕй | 1977 |
|
SU831496A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аисеров М.А | |||
| Приспособления для металлорежущих станков | |||
| М., Машиностроение, 1966, с | |||
| Способ получения и применения продуктов конденсации фенола или его гомологов с альдегидами | 1920 |
|
SU362A1 |
| Железобетонный фасонный камень для кладки стен | 1920 |
|
SU45A1 |
