Известные стс1ики для изготошеН11Я упаковочно проволоки, снабженное веретеном для завивкн прово.чокн, пальцевыми поворотными загибателями, фрикционными роликами д.чя подачи проволоки е периоднчеекнм их включением и вьнч.ночением, не являются автома1ами 11 требуют для своего обс.чуживания постоянно прнкреп,1енно1Ч) рабочего, вк.11очаю1це1О в определенной Г1оследовате.тьности механизMi,i станка.
В пред.чагаемом станке указанпьи г недостаток устранен путем ав|оматнзанни всех выполняемых на станке oriepaiun, в ,1ьтате чего обеспечивается более высокая производительность по изготовлению упакс)вочноГ| проволоки, но сравне1- ; о е суи1еству1О1Цими для это це,чи станками.
Автоматнзании онерацгн но вк.ноченню и выключению фрикционных Р(;ЛИКОВ, подаюни1х нериодичеекн прово.току повороту пальцевого загнбателя и осевому перемещению веретена достигается за счет примепения верхнего н нижнего распределите.тьиых валов, снабженных кулачкамн н н.1естернями.
При HOMOHUI ку.тачка верхнего распреде.ште.тьного вала, через рычаг, сочлененньн} с ве.томым валом, жеетко соединенным е верхним зрикционным -роликом, осунгествляется подъем или опускание ноачеднего, разъединение или соединение его с нижним фрикционным ро.чнком и. сле.довате.тьно, периодическое прекран ение или восетановде|Ие подачи проволоки. Поворот палы1,ево1() за1нбате.тя оеуществляется через шестерню верхнего раегфеде.лите: ьного вала, передающую движение нгестерне .1ачка. поворачиваюн1е1ч:) зубчатьп сектор, сцеп.ченньн ; в свою очередь с niecTepHeii загибате.чя.
Осевое возвратно-поступательное перемещение веретена нронсходит прн помощи кулачка нижнего рас1тределнтельного ва.ча через подпружиненный двуп.чечин рычаг.
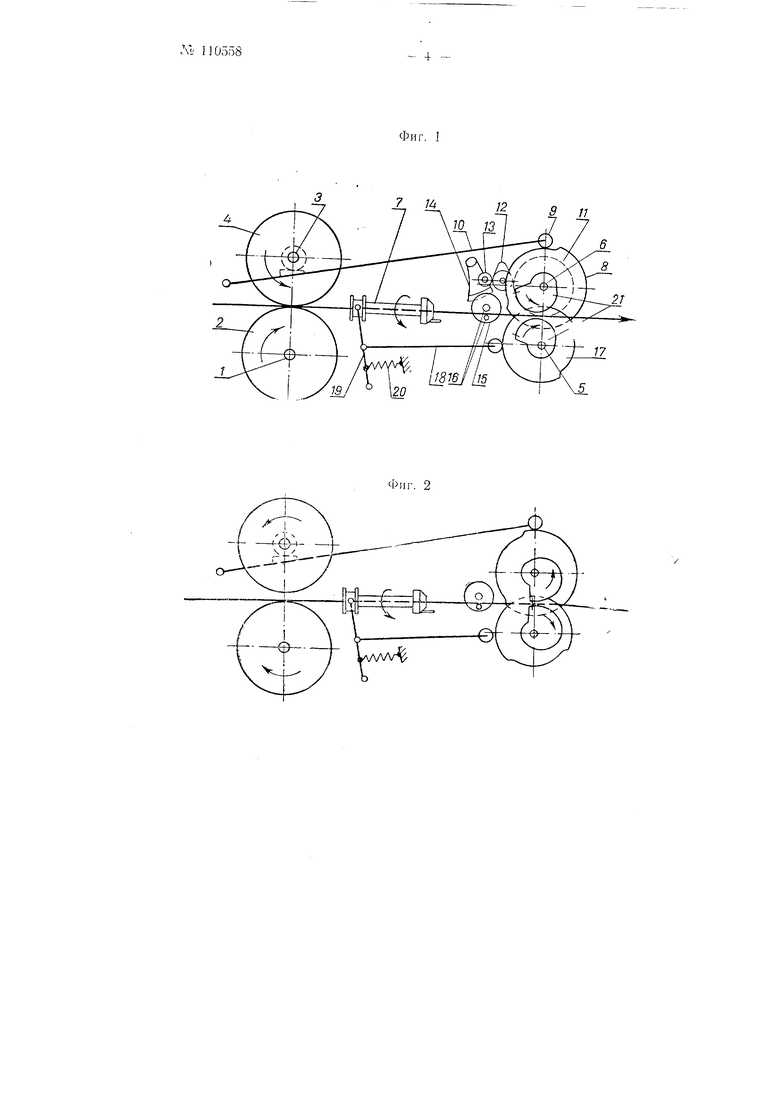
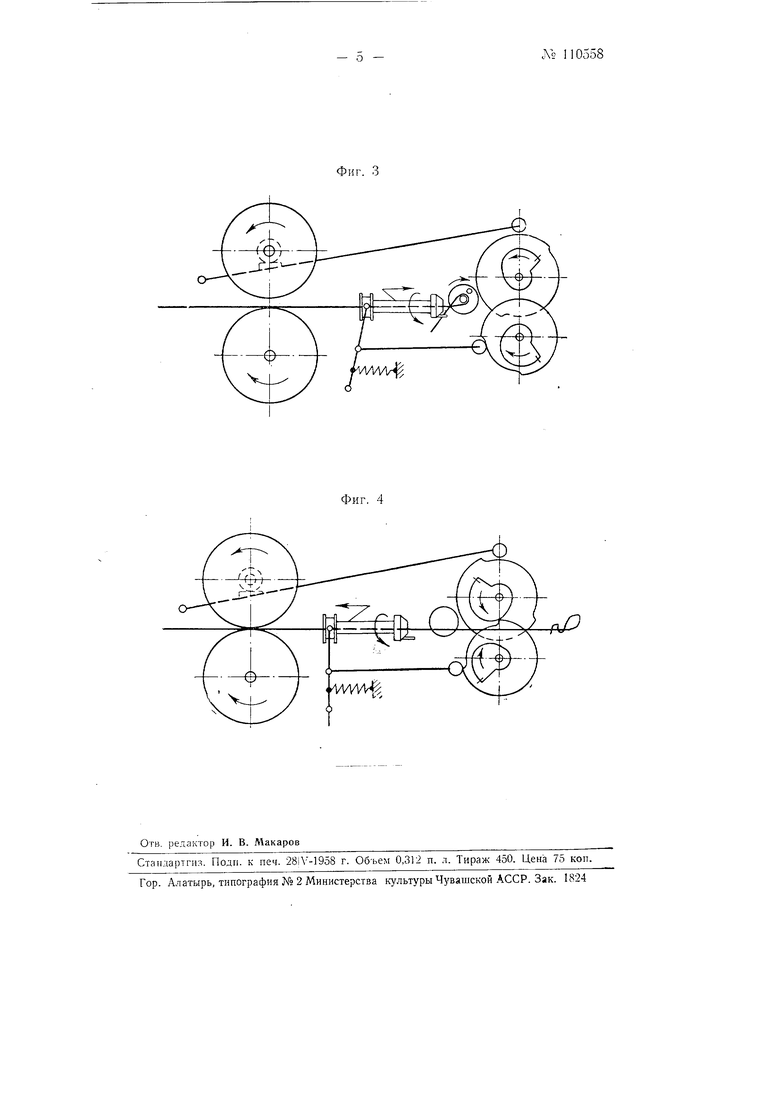
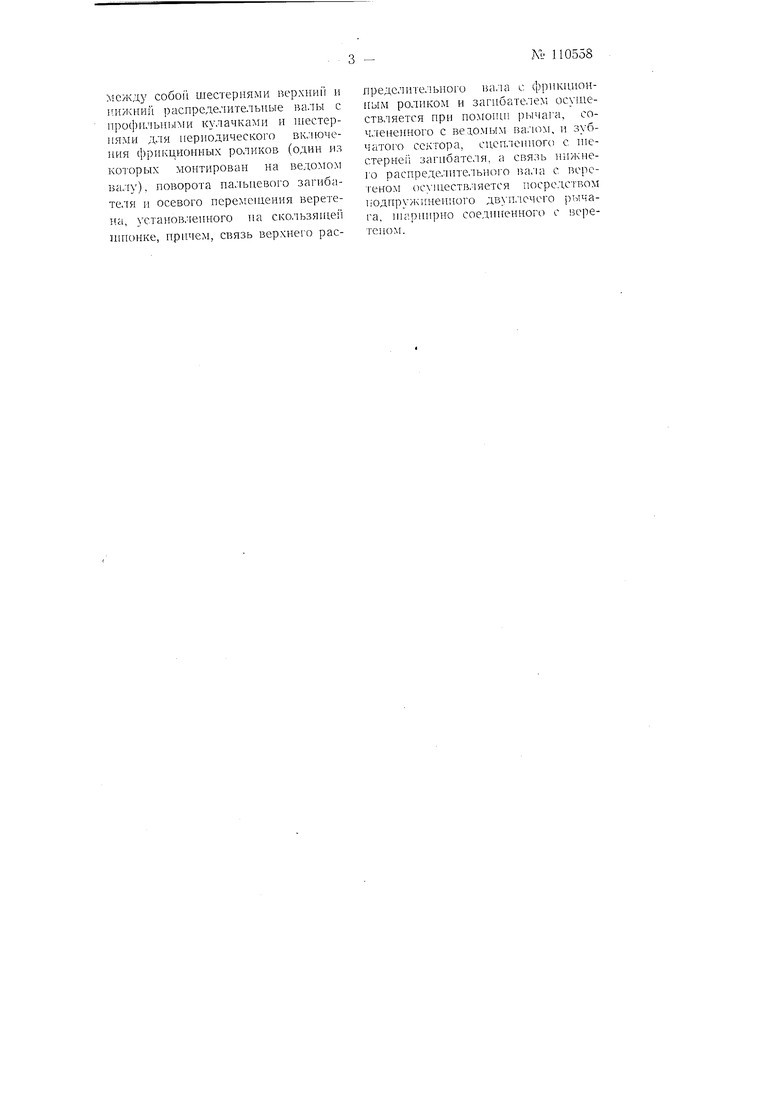
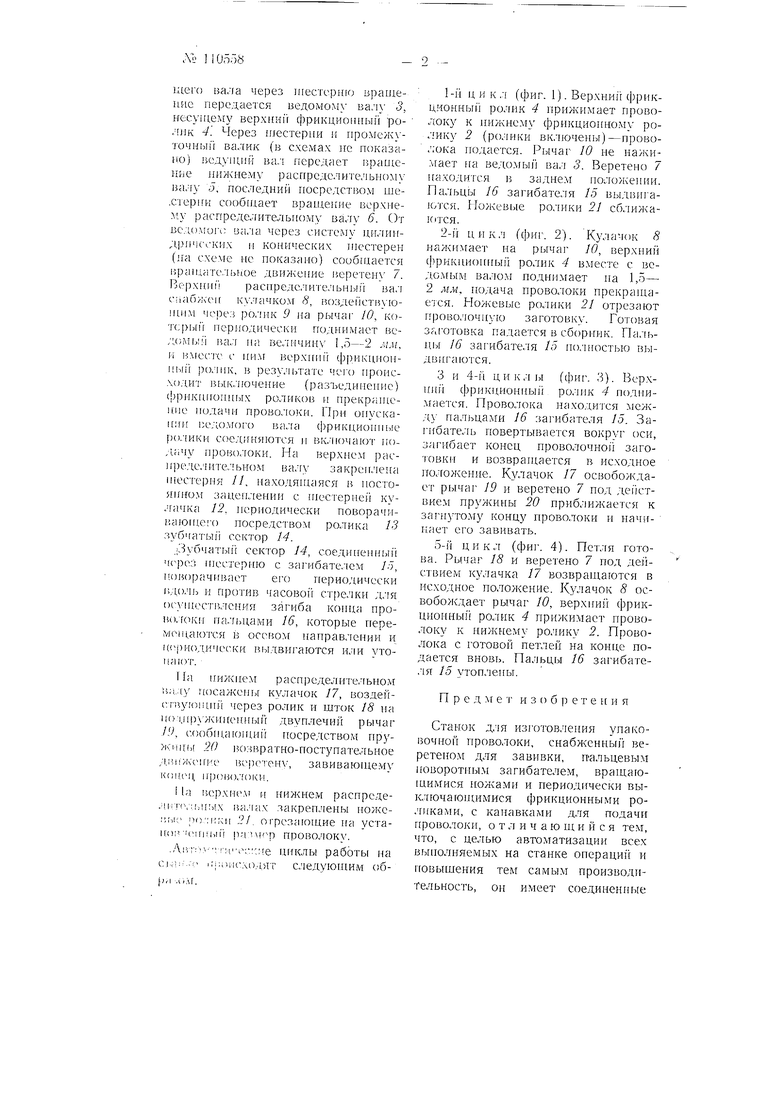
На фиг. 1, 2, 3 и 4 изображены схемы станка-автомата для изготов.чения упаковочног прово-чоки, характеризующие отдельные циклы eio работы.
Станок состоит 1-1з ведующ,его вала /, жестко соединенного с нижним фрикционным роликом 2. От ведуiuero вала через шестерню врашеаие передается ведомом} ва, 3, несуп1ему верхииСг фрикционный ро/глк т . Через 1нестерни и нромежуjx)4Hbii ва.тик (в схемах не показано) к;ду1инй ва.л передает врап ение нижнему распределите.чьному 1за,1у о, последнин Г1осредст1;ом ше.CTepirn сообн 1ает вращение верхнему распреде-тительному валу 6. От вед() ва.та через систему нилинлрмшееких и конических шестерен (па схеме не показано) сообп ается вра1цате,тьь:ое двнже1п 1е г.еретеиу 7. ГЗерхнлп раснреде.чителвныГг ва,т c;ia6,eH КУлачком 8, возденствую1пнм через ро.чнк 9 на рычаг 10, ко1ч;рвн г периодически подьгпмает ве;,омыГ| ва.л па величину 1,5-2 мм, и вмес1-с е ним Bepxnini фрикннонiniHi ро.чпк, в резу.чьтате чего происходит вьпч.тючение (разъеднненне) (|}рикгп оип ;гх ролнков И прекран1е П1е нодачн проволоки. При онуска1ПП1 ведоЛГого ва.та (|)рикционные ро.тики соединяются и вк.тючают но;1ачу прорд).токи. На верхнем распре де.ч ите, зно м в алу з а кр е i г л е н а 1нсстерня 11, находяни1яся в ностоянном зацеплении с HiecTepiieii кулачка 12, пернодическн поворачиваюгпего посредством ролика 13 зубчаты/ сектор 14.
;3убчатвн 1 сектор J4, соедипен1нл через Н1сстерню с загибате.тем 15, поворачивает eiO нериодически пдо.ч н прочив часово1 ст)елкн для о(Л11 ест1,.лсния загиба проiio.f(Kit на. ьцами 16, которые неремепипоч-ся в осевом наирав.тении и Шриодичсски в1 пви -аЕотся нлн утопают.
I Га 1п-1жнем распределнт-е.тьном B;i:(y посажены кулачок 17, воздейсгиу(51пий через ролик и шток 18 на по 1,пружнненный двуплечий рычаг IJ, с.()обн1,аюн1нй носредством )( 20 1К)звратно-поступательное yljiiixsenife BeiicTCHV, завивающему конец iipoiio.TOKtL
i la liepxne.M и нижнем распредел,|1г,, ва.чах закреплены ноже;;;- ;)о:1;ки ,, отрезающие на уста1((чп1ьп | paMiCp проволоку.
.Л,,;Г.- г;мч-.-:;;ге ЦИКЛЫ работы на
ьроисходят следующим об).-1 д ,М.
1-й ц и к .: (фиг. 1). BepxHHit фрикционньн РО.ЛИК 4 прижимает проволоку к нижнему фрикционному ролику 2 (ролики Бк.иочеивг)..ока подается. Рычаг 10 не нажимает на ведомьн1 вал 3. Веретено 7 находится в заднем ноложен 1н. Пальцы 16 загибателя 15 выдвигаются. Ножевые ро.тики 21 сближаКГГСЯ.
2-й цикл (фи1 2). Кулачок 8 нажимает на рычаг W, верхний фрикционивн ролик 4 вместе с ведомым валом цодни.мает на 1,5- 2 мм, нодача прово.токн прекращается. ролики 2J отрезают ггрово. заготовку. Готовая за отовка падается в сборник. Пальн,ы 16 загибателя 15 по.чностью выдвигаются.
3 и 4-й циклы (фиг. 3). ВерхН11Й фрики,ионивп1 ро.чпк 4 подиимаечся. Прово.тока нахо.тичся между пальцами 16 загибателя 15. Загибате.ть повертывается Bojcpyr оси, загнбает конец проволочно заготовкн и возврагцается в исходное по.тожение. Кулачок 17 освобождает рычаг 19 и веретено 7 под действием пружины 20 приближается к загнутому конц} проволоки н начинает его завивать.
5-й цикл (фиг. 4). Петля готова. Рычаг 18 и веретено 7 под де)1ствием кулачка 17 возвращаются в исходное положение. Кулачок 8 освобождает рычаг 10, верхний фрикцнонны ролик 4 прижимает проволоку к нижнему ро.чику 2. Проволока с готовой петлей на конце подается вновь. Пальцы 16 загибате.тя 15 утоилеиы.
Пред м е и 3 о б р е т е н и я
Станок д.чя изготовления упаковочной проволоки, енабженный веретепо.м для завивки, н-альцевым поворотным загибателем, врагцающимися и периодически выктючаюгцимися фрикционными ро.чиками, е канавками для подачи проволоки, отличаю щ и и с я тем, ччо, с целью автоматизации всех выполняемых на станке онераци1 и ковыщения тем самым производительность, он имеет соединенные
.между собоГ шестернями верхиш и нижний распределительные валы с профильными кулачками и шестернями для периодического включения фрикционных роликов (один из ко1Х)рых монтирован иа ведомом валу), поворота пальиевого загнбателя и осевого перел;ен1ения веретена, установленного на скользяи1е11 инюнке, прн.чем, связь верхнего распределительного вала с фршчннонным ролнком и загнбателем осуществляется нри помощи рычага, сочлененного с ведомым валом, п зубчатого сектора, сцепленного с nicCTepneii загибателя, а связь )П1Жнего распределительного вала с веретеном ()с 1пествляется посредством подпружиненного двуплечего рычага, икрннрно соединенного с веретеном.
9 П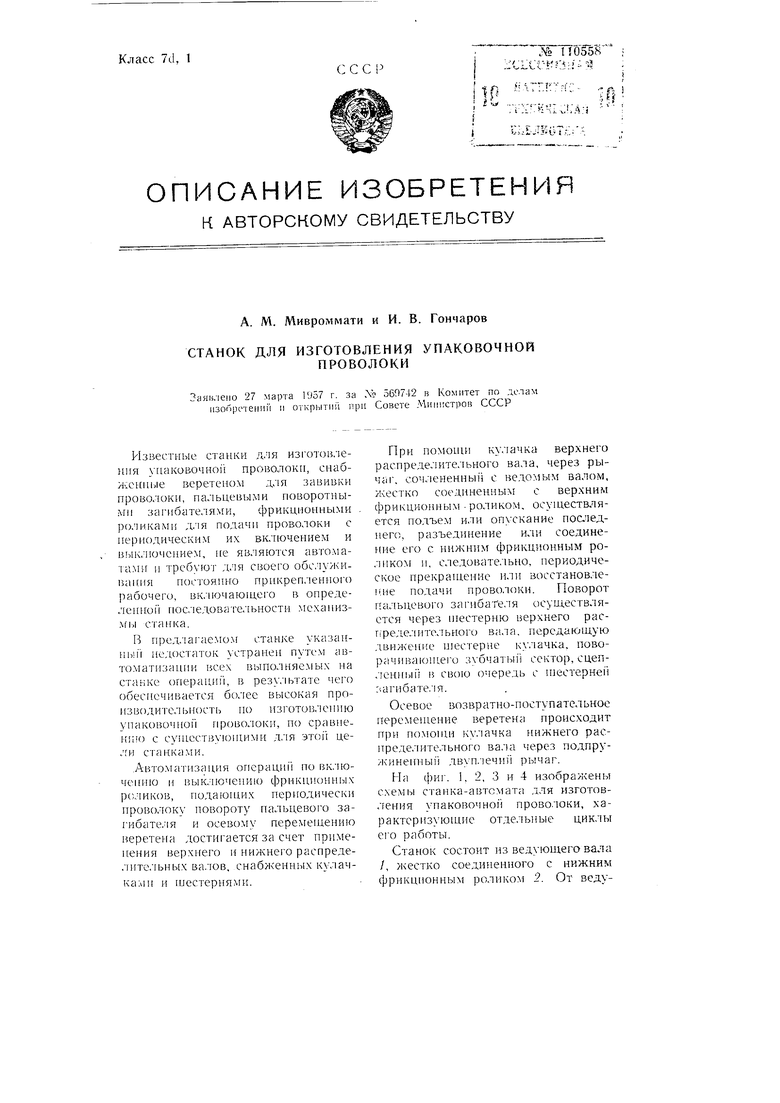
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ УПАКОВКИ | 1968 |
|
SU218049A1 |
| НАМОТОЧНЫЙ ВАЛИК | 1973 |
|
SU393387A1 |
| Установка для эмалирования тончайшей проволоки | 1949 |
|
SU83910A1 |
| Устройство для съема бобин на ватерах | 1934 |
|
SU44470A1 |
| МАЛОГАБАРИТНАЯ ХЛОПКОПРЯДИЛЬНАЯ МАШИНА ДЛЯ ВЫРАБОТКИ ПРЯЖИ ИЗ ЛЕНТЫ | 1952 |
|
SU98484A1 |
| Регулятор скорости прядильного ватера | 1939 |
|
SU58445A1 |
| Устройство для подачи электродной проволоки | 1975 |
|
SU547310A1 |
| Сельфактор | 1933 |
|
SU38462A1 |
| И. В. Ефремови А. С. Мичурин | 1968 |
|
SU213659A1 |
| Устройство для сборки веретенных подшипников | 1954 |
|
SU105112A1 |