3
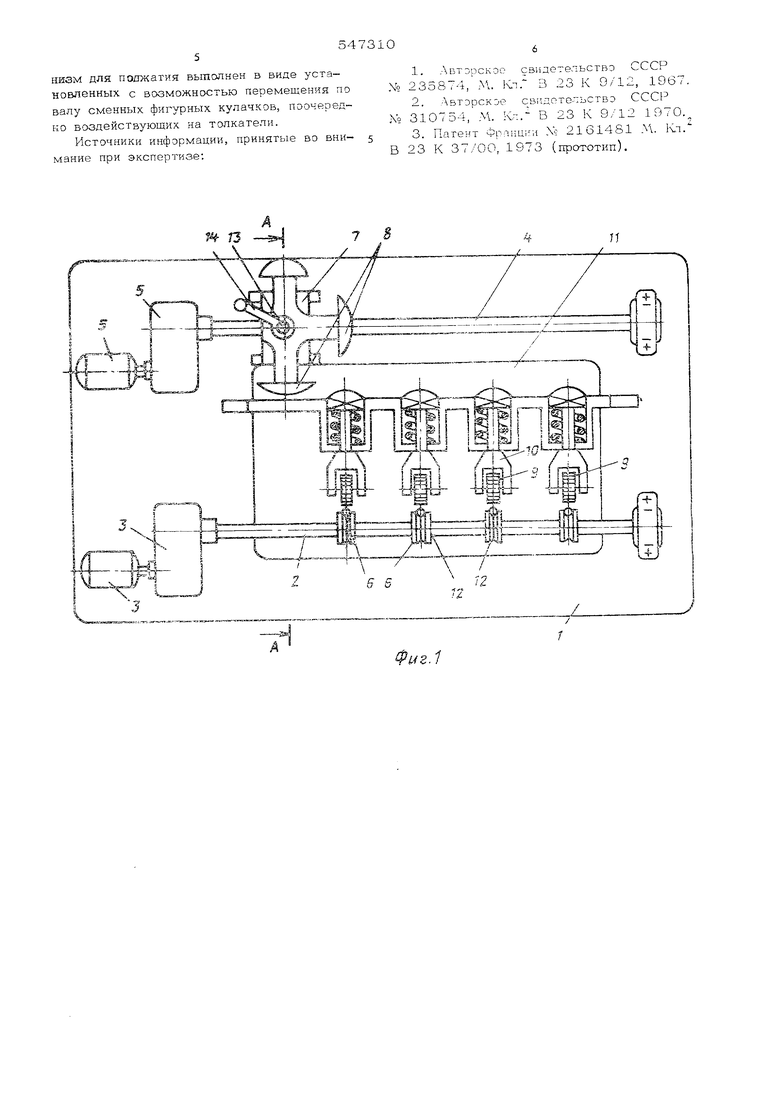
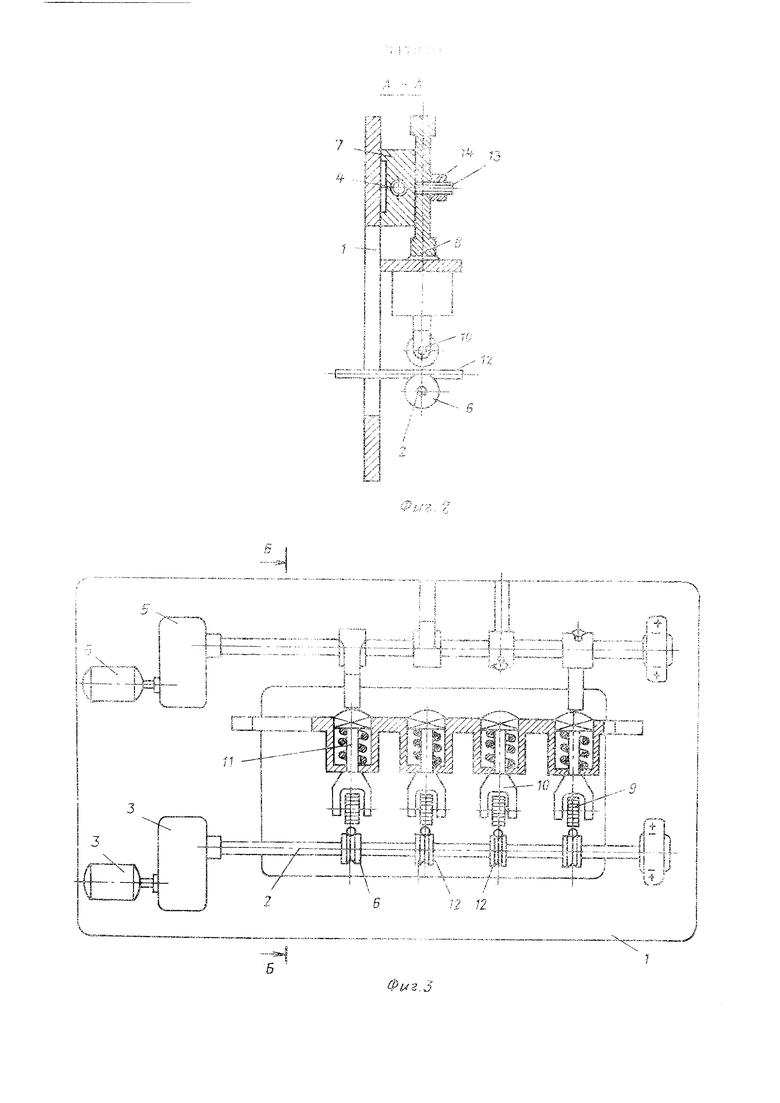
винтом; на фиг. 2 - то же. poaiieo по Л-Л на фиг. 1, на фиг. 3 - общий влд устрэйства (вариант) с механизмом для нояжатия в виде сменных фигурных кулачков, закисч пенных на приводном валу я местах, соответствующих расположению толкателей: па фиг. 4 - то же, разрез по па фиг. 3.
Устройство содержит корпус 1, в котором установлен приводной вал 2, соединенный с приводом 3, и п)иводной вал 4, папример, в виде ходового винта, соеди1:епный с приводом о. На валу 2 жестко пасажены приводные ролики 6.
На приводном валу 4 (ходовом винте) установлена с возможностью перемещения вдо:1ь пего каретка 7, на которой установлены сменные фигурньге ку-тачки 8.
Устройство включает в себя приж11мпые ролики 9, установленные в обоймах 10, снабженных тачкателями 11, Таакатели 11 подпружинены так, что прижимные ролики 9 отведены от приводных роликов 6, приводнык-ш 6 и прижимны.ги 9 ро.чик. aaripaEvieHbi электродные прополок:; 12.
Смем:лый фигурный кулачок 8 ус1- позлон на каретке 7 так, что его поверхность взаимодействует с толкателями 1 1 при движении каретки 7 по : риводному 4.
Устройство соде; жит пескол, схк лных кулачков 8, устано13ле П(ых па ocii 13, жестко связанной с карет сои 7, и закмопЛеННЫХ фиксатором 14 с nOONIO/KiiOCTbiO их
перестан OBKi:.
Работает устройство следующим
После включения привод 3 liijainaeT ;,:п 2 с насаженными на него приводными pjo- ликами 6. Одновременно привод, 5 вращве: приводной вал 4, каретка 7 перемещается вдоль винта, а закрепленный на ней фигур- ный кулачок 8 дви.жется над толкателями 11. В процессе движения фигурплй кулачок 8 нажимает на толкатель 11. Последний через обойму 10 прижимает ролик 9 и электродную проволоку 12 к р-олику о, в результате чего начинается г;ояач.а электродной прово шки.
Начальный участок профиля кулачка выполнен так, что усилие прижатия нарастает постепенно, при этом электродная проволока 12 проскальзывает между роликами 6 и 9 так, что средняя скорость ее подачп уменьшается по сравнению с рабочей. Замедленная подача проволоки применяется для надежного возбуждения сварочной дуги и разогрева свариваемого металла в начале цикла сварки. При взаимодействии кулачка 8 с толкателем 11 cpeдниv участком усилие прижатия максимальное, проволока подается с рабочей скоростью, определяемой скоростью вращения приводного вала 2
Коночный участок лрофилк злачка выпо,-пен а|;алогично начальнок- у, поэтому в конТ;О )1;-1КЛ:; скорость ПОДаЧ); Ч: 0;10Л ОКИ CfiOBa
ум-/чь лается для обеспечения К чественной ;:.аварКи кратера ii оформ.лелия головки свар -ОЙ ГОЧКИ,
Подача :и:оволоки 12 продо,1жается до тех пор;. пока фигурный кул .г-;ок 8 npvi свое дычжонил иоздайст52,ует на тоткаголь 11. После ТОГО; как фигурный кулачок 8 минует ; Од:;ру К1.нениый т;икатель 1 ., последний Др.5есте с обоймой 10 и ро.чиком 9 возвра- пишется в исходное пол о ;ение, и подача прво/юки прекращается, о фигурный кулачок 8 начи1;ает воздействовать ;« следующий толкатель.
-кор :ч. 1 ;, i;oaa4;i SJIOKI р::: : .и поо.;;локи ..::. ,;:;;iyr; ГСЕ ежи;; jCT}iK, ./nueiii-H :;р;;водпо1 о вала 2, зремя .-- :и:;ОБ;х1зки (время c;ia,::K.H,i - скоростью в,1ащения П)и- BoaiiOjo вала 4, а также длиной и формой .1;ГхЬичя кулачка 8
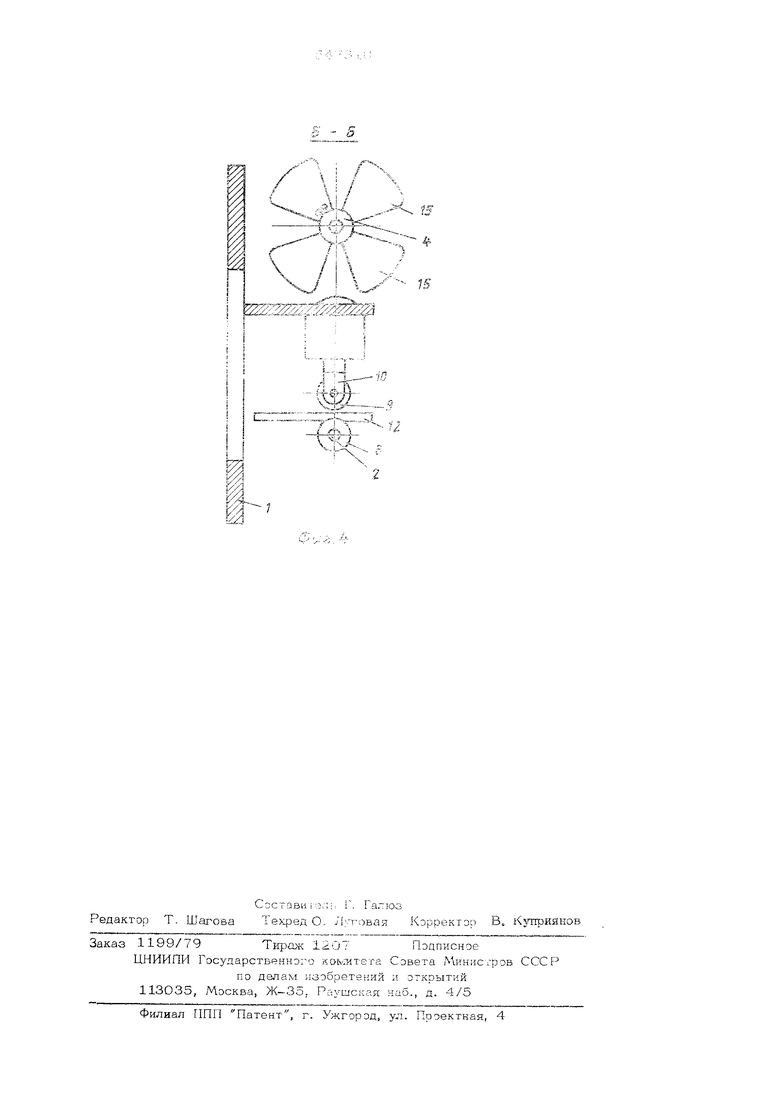
Механизм лля лр;:жат Ш мэ/кот 6;.i: j вы- ;:ол;;е1; ак.н(е в впде :;ос;;э. ;,:;. CMeHHjjrx ,., кул:;чкоз 15, зак. 4;.;;Cii ibix ча 11|)иаодп)м валу 4. пара.чле;:;.,;-ONI рялу толл.Полей 1 1, в Mociax. cooii:ivrc :iyi:j; ;:-ix ;iac-,io:о.чогию толкателей, -- ---уг.гьгс. дулвчKi L ,3 расположены i;:: ь;.- -; i :,;:;. о6;;а- .О-1 протя/кпппч од;.;;го эиор.г-с ва- .If) ; :jiMi :)оче.едно :кзанм .;;;еис.; .у:о- с с : Mi-.ГС r;iVK.;;;j; MH . гелям; I. ::.:.-ки чая i ; ::::Х.. i3 рсзу,чьтате этого :; ..1;:: лс : зля 3ji..ivi ;;о.чнъ;и поволокп .1.2 ; .j/iaio I ея ачало : Гч; : H HOiO 11 ОЛ Пе ;IO-A).ЧлЯ.
Ис/пол;,.: 0йалне чоагя шот ое; y.iiirioHaTL cjionocTjj лодач;; ,тжи и .;.|Я :;очсч1;::)й сьг.;рки .лс;к;о /По от доу,-а; вьп;олиять 6o4i,ujoe кс личество алек:ioayro3bix точек от одного ;1сточн ;ка пита );ля cmiJ; ччoй дуги без }кзачмлой элоктр 4C. ло.эляции электродов,, снизить ;10тг)ес ляемую сварочной установками мощ1;;;сть, noFsMCiiTii качосТЗО c)a;jKi.
Ф э р м у л а а я о С :;з е т е н и я
Устройство для подачи :: лектродной про- ВО.ЛОКИ. содержащее корпус с размещенными ц нем на па ;аллельных осях приводными роликами и прижимг1ыми ро.алками в обойма а т-жже механизм для поджатия, о т л и ч а к; JU е е с я тех-, что, с целью повышепия качества сварки и обесгоэчения пор- (пой чодачи нескольких электрод:1ых Г1ро.во.лок. устройство снабж.еио располо.жен- nbiN па|;аллельно осям рол1:ков приходным ва.лом,. обоймы прижимных Г1О.п;ков ос1:аще- ны чoдпf:yжlп elп:Ьi:м; то.пка(;лям1;, а меха-
Нйзм для поджатия выполнен в виде установленных с возможностью перемещения по валу сменных фигурных кулачков, поочередно воздействующих на толкатели.
Источники информации, принятые во вни- мание при экспертизе;
№ 310754, Л. .- В 23 К 9/12 19/0., 3. Патент Фршщии Xs 2161481 Л. . В 23 К 37/00, 1973 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи электродной проволоки | 1977 |
|
SU715251A1 |
| Привод,преимущественно для устройства запрессовки штырей в плату | 1981 |
|
SU1075457A1 |
| Устройство для подачи электроднойпРОВОлОКи | 1979 |
|
SU821094A1 |
| Устройство для сварки неповоротных стыков труб | 1985 |
|
SU1286376A1 |
| Устройство для подачи электродной проволоки | 1981 |
|
SU963756A1 |
| УСТАНОВКА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1971 |
|
SU290651A1 |
| Устройство для подачи контейнеров с сигаретами к бункеру упаковочной машины и удаления пустых контейнеров | 1974 |
|
SU623506A3 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРУЖИН | 1972 |
|
SU425709A1 |
| Устройство для изготовления проволочных штырей и запрессовки их в изделие | 1988 |
|
SU1593879A2 |
| Автомат для рубки и чеканки штыря линейного разъема из проволоки | 1979 |
|
SU895586A1 |
r..fK fc--.v, - -.,--,.-. . i .-,---..-.sj3.«.-«rt .-.,. ..n......x Vi, ;„,, t- --4-i iЬ -f-( i,b-.-вI,..„, ,,- i..„.;„
-,-,
; I / I / / j Ж I f /-- i4.p.i44p j. j -- ii-i --- tb-J- SEEEli|b:..-.r: -.-.ш -----, ..-.--.| . - --H-44..„,; :
