Предлагаемое изобретение относится к методам исследования внутреннего строения материалов с помощью ультразвуковых волн. Главным образом оно может быть использовано для контроля структуры материала металлопроката в металлургической, машиностроительной и других отраслях промышленности.
В промышленности для определения структуры материала широко используют методы металлографического анализа [1], заключающиеся в измерении размеров зерен материала, видимых визуально или в микроскоп на шлифованной, полированной и протравленной кислотами поверхности образцов, вырезанных из соответствующих участков изделий. Недостатком такого способа является трудоемкость измерений и определение размеров зерна поверхностных слоев образца.
Известен интегральный способ оценки структуры материала ("хорошая" - "плохая") с помощью ультразвука [2]. Он заключается в прозвучивании контролируемых изделий эхо-метолом на заданной частоте f и сравнении амплитуды донного сигнала на изделии (эталонном образце) с "хорошей" структурой с амплитудами донных сигналов на испытуемых изделиях. При уменьшении амплитуды донного сигнала в изделии на определенную величину относительно амплитуды донного сигнала на эталонном образце структура считается "плохой" и изделие бракуется. Недостатком такого способа является невозможность определения среднего размера зерна (или балла зерна) и влияние на результаты контроля качества акустического контакта.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому изобретению является способ определения среднего размера зерна материала (балла), основанный на измерении структурных коэффициентов [3]. Под структурным коэффициентом образца понимается отношение амплитуд донных сигналов Aj при контроле эхо-методом Kj=Afj/Af1, измеренных на частоте fj и частоте f1 << fj. Сравнение структурных коэффициентов на эталонных образцах с известной структурой, определенной методом металлографического анализа, и образцах материала такой же толщины позволяет при равенстве структурных коэффициентов определить средний размер зерна интегрально по толщине контролируемого материала.
Для реализации этого способа необходимо в образец материала контролируемого изделия такой же толщины, что и эталонные образцы, с помощью пьезоэлектрического преобразователя возбудить на частоте f1 импульс упругой волны, получить эхо-сигнал, отраженный от его противоположной грани (дна образца) и измерить его амплитуду Af1. Затем установить в ту же точку на поверхности образца преобразователь с рабочей частотой fj >> f1, возбудить импульс упругой волны, получить донный эхо-сигнал и измерить его амплитуду Afj. Структурный коэффициент Kj, определяемый отношением амплитуд эхо-сигналов Af1/Afj или их разностью в [дБ], после этого сравнивается с полученными аналогичными значениями на эталонных образцах с известным средним размером зерна.
Недостатком такого способа является необходимость изготовления большого числа эталонных образцов с различным средним размером зерна и невозможность проведения измерений на движущихся изделиях с различной толщиной.
Технической задачей, решаемой изобретением, является разработка способа экспресс-контроля среднего размера зерна материалов без применения эталонных образцов.
Поставленная задача решается тем, что, как и в известном способе, излучают импульсы упругих волн нормально к поверхности изделия последовательно на двух частотах f1 и fj, измеряют амплитуды принятых сигналов на этих частотах и определяют их отношение. Но в отличие от известного способа изделие помещают в иммерсионную жидкость, в качестве частоты fj выбирают частоту равной 3f1, принимают первый и второй прошедшие импульсы, измеряют амплитуду первого прошедшего импульса на частоте fj=3f1, второго прошедшего импульса - на частоте f1, а средний размер зерна D вычисляют по формуле:
где U(3f1)-амплитуда принятого преобразователем 5 сигнала на частоте 3f1, прошедшего через слой иммерсионной жидкости;
U (f1)- амплитуда принятого преобразователем 5 сигнала на частоте f1, прошедшего через слой иммерсионной жидкости;
U1(3f1)-амплитуда первого прошедшего сигнала через изделие на частоте 3f1;
U2(f1)-амплитуда второго прошедшего сигнала через изделие на частоте f1;
F - функция, учитывающая дифракционное ослабление звукового сигнала в акустическом тракте [4];
kO - волновое число в жидкости на частоте f1;
a - радиус преобразователя;
L - расстояние между излучателем 2 и приемником 5;
k1 - волновое число в материале изделия на частоте f1;
H - толщина изделия;
B - коэффициент, характеризующий рассеяние звука в материале изделия.
Амплитуды первого и второго прошедших импульсов измеряют при последовательном возбуждении излучающего преобразователя на частотах f1 и 3f1. Только при этих условиях отношение амплитуды первого прошедшего сигнала на частоте 3f1 и второго прошедшего сигнала на частоте f1 оказывается зависимым от коэффициента рассеяния звука, определяемого средним размером зерна, и независимым от поглощения звука в материале изделия.
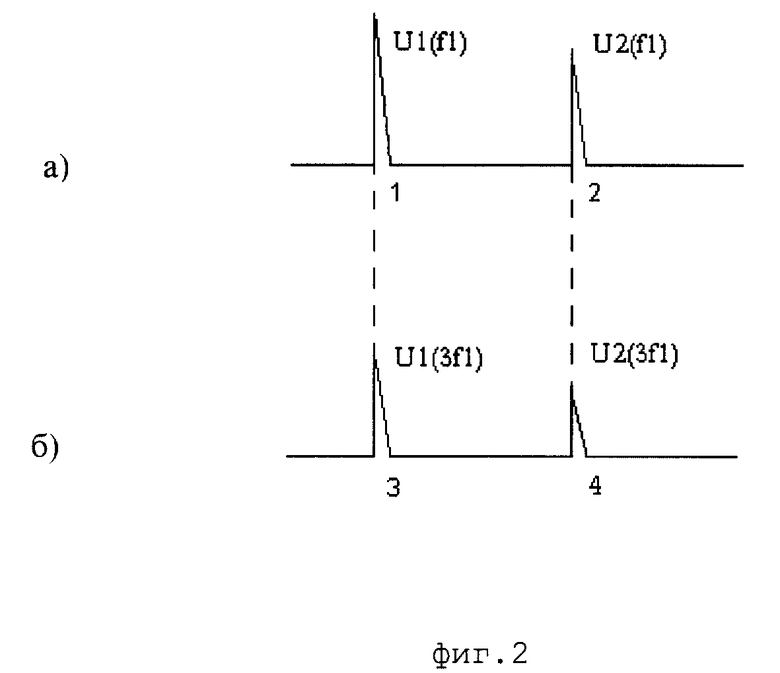
Сущность предлагаемого изобретения поясняется чертежом, где на фиг. 1 представлена реализация способа измерения, а на фиг. 2а и 2б - временные диаграммы.
Предлагаемый способ заключается в следующем: генератор высокочастотных электрических импульсов 1 возбуждает преобразователь 2 на частоте f1, соответствующей собственной резонансной частоте преобразователя. Ультразвуковой импульс, создаваемый преобразователем 2, падает из жидкости 3 нормально на поверхность изделия 4. Приемный преобразователь 5 с собственной резонансной частотой f1 принимает последовательно однократно U1(f1) (фиг. 2а, сигнал 1) и двукратно U2(f1) (фиг. 2а, сигнал 2) прошедшие через изделие ультразвуковые импульсы и преобразует их в соответствующие электрические сигналы, которые усиливаются усилителем 6, а амплитуды могут измеряться устройством 7.
При возбуждении преобразователя 2 на частоте f1 измеряют с помощью устройства 7 амплитуду второго прошедшего импульса U2(f1), трижды прошедшего через контролируемое изделие. Амплитуду этого сигнала в соответствии с уравнением акустического тракта [4] можно записать в виде:
где (Кv)f1 - коэффициент двойного электромеханического преобразования излучателя 2 и приемника 5 на частоте f1;
(Ur)f1 - амплитуда возбуждающего электрического напряжения на частоте f1, подаваемого на преобразователь 2 от генератора 1;
D* - коэффициент прозрачности границы раздела жидкость- твердое тело по энергии;
δ(f1) - коэффициент затухания звука на частоте f1.
При следующем измерении преобразователь 2 возбуждается высокочастотным электрическим импульсом на частоте 3f1. Иммерсионные пьезоэлектрические преобразователи хорошо работают на нечетных гармониках собственной резонансной частоты. Поэтому приемный преобразователь 5 принимает последовательность однократно U1(3f1) (фиг. 2б, сигнал 3) и двукратно U2(3f1) (фиг. 26, сигнал 4) прошедшие через изделие 4 импульсы. При этом устройство 7 измеряет амплитуду только первого прошедшего импульса U1(3f1). Аналогично амплитуду этого сигнала можно записать:
где (Kv)3f1 - коэффициент двойного электромеханического преобразования излучателя 2 и приемника 5 на частоте 3f1;
(Ur)3f1 - амплитуда возбуждающего электрического напряжения на частоте 3f1, подаваемого на преобразователь 2 от генератора 1;
δ(3f1) - коэффициент затухания звука на частоте 3f1.
Коэффициент затухания звука δ в поликристалических материалах в области  может быть представлена в виде [4]:
может быть представлена в виде [4]:
где δп - коэффициент поглощения;
δp - коэффициент рассеяния; средний размер зерна материала;
средний размер зерна материала;
λ - длина волны ультразвука в материале изделия;
A и B - коэффициенты, не зависящие от частоты.
Отношение амплитуд измеренных сигналов с учетом (1), (2) и (3) дает:
Отсюда средний размер зерна материала  можно определить по формуле:
можно определить по формуле:
Численные значения параметра (KvUr) на частотах f1 и 3f1 могут быть определены по амплитудам принятых преобразователем 5 сигналов U(f1) и U(3f1) на этих частотах при отсутствии изделия 4 в акустическом тракте, что аналогично (1) и (2) с учетом пренебрежимо малого затухания звука в жидкости дает:
Функции F, входящие в выражения (4) и (5), находятся из уравнения акустического тракта для сквозного прозвучивания или по АРД-диаграммам [4].
Таким образом, с учетом (5) выражение (4) является функцией
только коэффициента В, характеризующего рассеяние звука в материале.
Значение параметра В для различных поликристаллических материалов может быть определено из экспериментальных исследований коэффициента рассеяния звука. Для широкого круга материалов: стали [5], меди, алюминия [6], известны численные или функциональные значения этого параметра.
Рассмотрение предлагаемого способа показывает, что для его реализации не требуется использование эталонных образцов, что дает возможность его использовать для измерений среднего размера зерна материала движущихся изделий.
Литература
1. Шулаев И.Л. Контроль в производстве черных металлов. М.: Металлургия, 1978.
2. Технические указания и выявление ультразвуком внутренних дефектов металла в осях и непрозвучивающихся осей на заводах. N 316-ЦВРК, 1977.
3. Неразрушающий контроль металлов и изделий. Справочник под ред. Самойловича Г.С. Машиностроение, 1976.
4. Ермолов И. Н., Алешин Н.Л., Потапов А. И. Акустические методы контроля. Т.2, М.: Высшая школа, 1991.
5. Ермолов И.Н. Контроль ультразвуком (краткий справочник), М.: ЦНИИТМАШ, 1992.
6. Меркулов Л. Г. Поглощение и рассеяние ультразвука в поликристаллических средах. Известия ЛЭТИ, вып. 31, 1957, с.3-29.
Изобретение относится к методам исследования внутреннего строения материалов с помощью ультразвуковых волн. Способ экспресс-контроля среднего размера зерна материалов без применения эталонных образцов заключается в том, что излучают импульсы упругих волн нормально к поверхности изделия последовательно на частотах f1 и 3f1. Измеряют амплитуды принятых сигналов на этих частотах и определяют их отношения. Изделие помещают в иммерсионную жидкость, принимают первый и второй прошедшие импульсы, измеряют амплитуду первого прошедшего импульса на частоте 3f1, второго прошедшего импульса на частоте f1. Средний размер зерна вычисляют по формуле  ={(20lg[U(3f1/U(f1)]-20lg[U1(3f1)/U2(f1)] +20lg[F(k0a, L)/F(3k0a, L)] -20lg[F(k1a, H)/F(3k1a, H)])/(677,5Bf1 4H)}1/3, где U(3f1) - амплитуда принятого преобразователем сигнала на частоте 3f1, прошедшего через слой иммерсионной жидкости; U(f1) - амплитуда принятого преобразователем сигнала на частоте f1, прошедшего через слой иммерсионной жидкости, U(3f1) - амплитуда первого прошедшего сигнала через изделие на частоте 3f1; U2(f1) - амплитуда второго прошедшего сигнала через изделие на частоте f1; F - функция, учитывающая дифракционное ослабление звукового сигнала в акустическом тракте; k0 - волновое число в жидкости на частоте f1; a - радиус преобразователя; L - расстояние между излучателем и приемником; k1 - волновое число в материале изделий на частоте f1; Н - толщина изделия; В - коэффициент, характеризующий рассеяние звука в материале изделия. Для реализации способа не требуется использования эталонных образцов. 2 ил.
={(20lg[U(3f1/U(f1)]-20lg[U1(3f1)/U2(f1)] +20lg[F(k0a, L)/F(3k0a, L)] -20lg[F(k1a, H)/F(3k1a, H)])/(677,5Bf1 4H)}1/3, где U(3f1) - амплитуда принятого преобразователем сигнала на частоте 3f1, прошедшего через слой иммерсионной жидкости; U(f1) - амплитуда принятого преобразователем сигнала на частоте f1, прошедшего через слой иммерсионной жидкости, U(3f1) - амплитуда первого прошедшего сигнала через изделие на частоте 3f1; U2(f1) - амплитуда второго прошедшего сигнала через изделие на частоте f1; F - функция, учитывающая дифракционное ослабление звукового сигнала в акустическом тракте; k0 - волновое число в жидкости на частоте f1; a - радиус преобразователя; L - расстояние между излучателем и приемником; k1 - волновое число в материале изделий на частоте f1; Н - толщина изделия; В - коэффициент, характеризующий рассеяние звука в материале изделия. Для реализации способа не требуется использования эталонных образцов. 2 ил.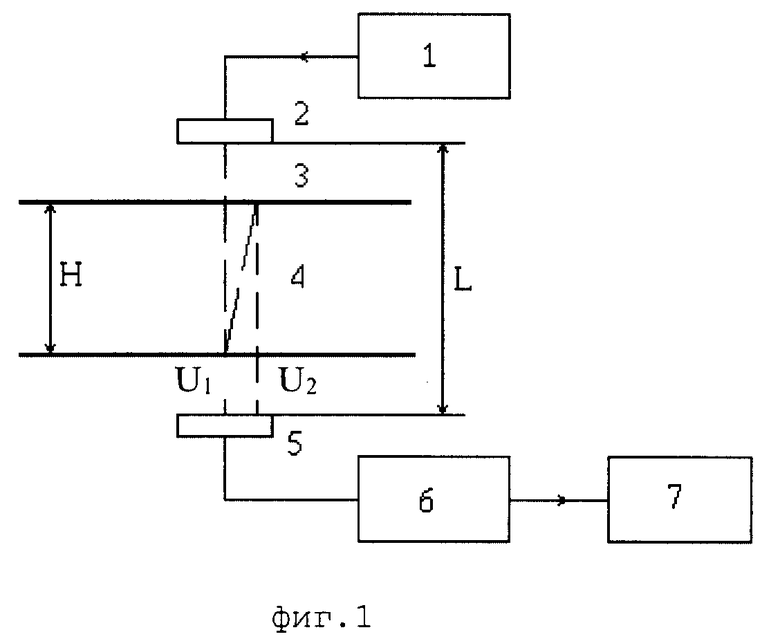
Способ измерения среднего размера зерна материала, заключающийся в излучении импульсов упругих волн нормально к поверхности изделия последовательно на двух разных частотах f1 и fj, измерении амплитуд принятых сигналов на этих частотах и определении их отношения, отличающийся тем, что в качестве частоты fj выбирают частоту 3f1, изделие помещают в иммерсионную жидкость, принимают первый и второй прошедшие импульсы, измеряют амплитуду первого прошедшего импульса на частоте fj=3 • f1, второго прошедшего импульса на частоте f1, а средний размер зерна вычисляют по формуле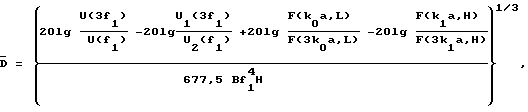
где U(3f1) - амплитуда принятого преобразователем сигнала на частоте 3f1, прошедшего через слой иммерсионной жидкости;
U(f1) - амплитуда принятого преобразователем сигнала на частоте f1, прошедшего через слой иммерсионной жидкости;
U1(3f1) - амплитуда первого прошедшего сигнала через изделие на частоте 3f1;
U2(f1) - амплитуда второго прошедшего сигнала через изделие на частоте f1;
F - функция, учитывающая дифракционное ослабление звукового сигнала в акустическом тракте;
k0 - волновое число в жидкости на частоте f1;
а - радиус преобразователя;
L - расстояние между излучателем и приемником;
k1 - волновое число в материале изделия на частоте f1;
Н - толщина изделия;
В - коэффициент, характеризующий рассеяние звука в материале изделия.
| Неразрушающий контроль металлов и изделий | |||
| Справочник под ред | |||
| Самойловича Г.С., - Машиностроение, 1976, с.333 - 334 | |||
| Установка для нанесения защитного слоя на поверхность трубчатых изделий | 1986 |
|
SU1648784A1 |
| СПОСОБ КОНТРОЛЯ ТОЛСТОЛИСТОВОГО ПРОКАТА ЭХО-СКВОЗНЫМ МЕТОДОМ | 1991 |
|
RU2024015C1 |
| US 4914952 A, 10.04.90 | |||
| СПОСОБ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ | 0 |
|
SU245428A1 |
| ПЛЕНОЧНАЯ СИСТЕМА ФОРМИРОВАНИЯ МАГНИТНОГО ПОЛЯ | 2016 |
|
RU2636141C1 |

