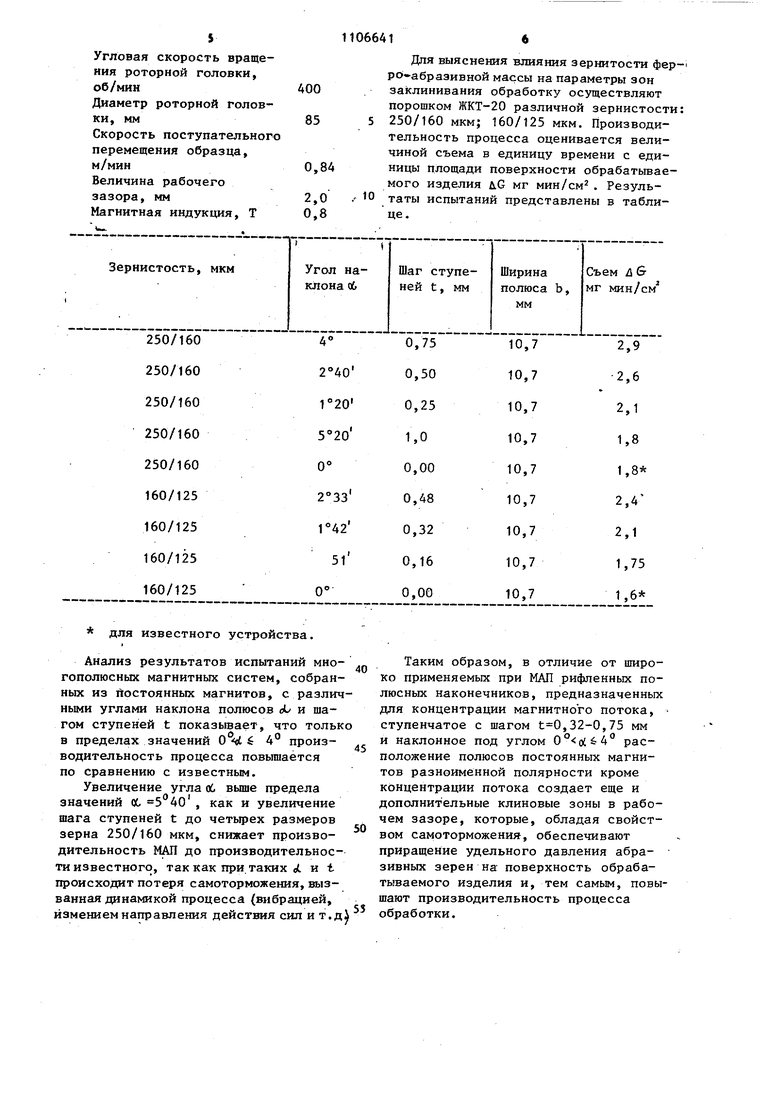
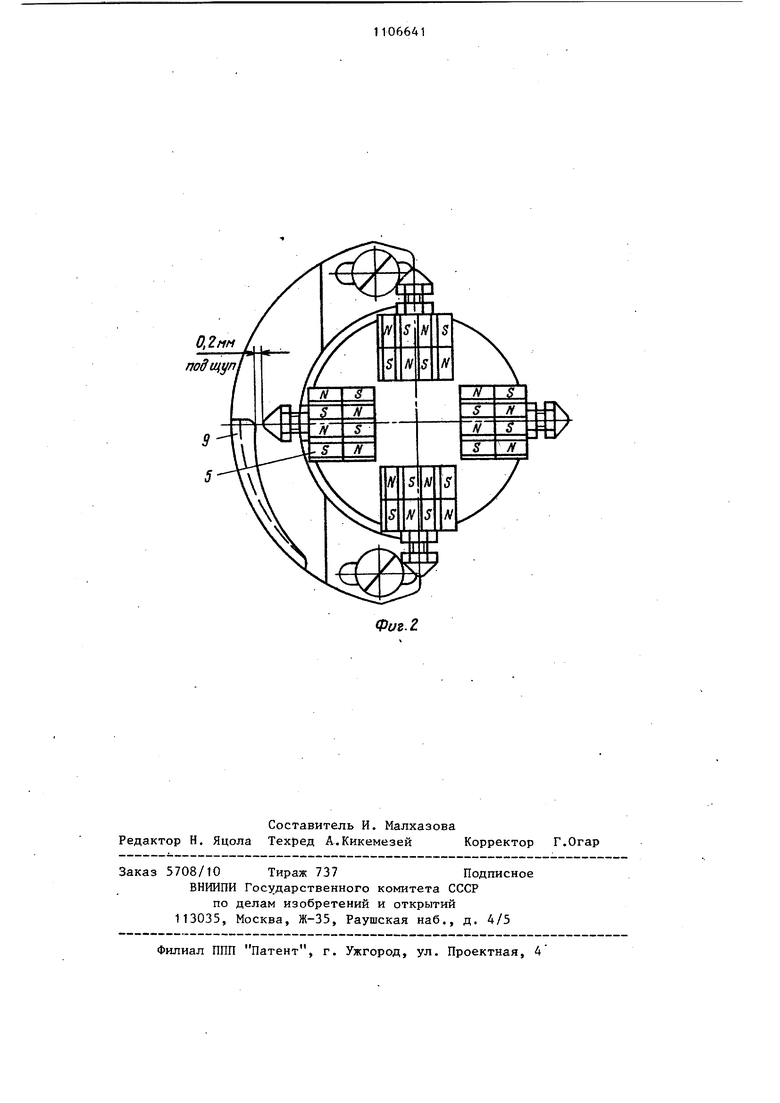
Изобретение относится к, станкострреник) и может быть использовано при чистовой обработке деталей. По основному авт. св. № 986748 известно устройство для магнитноабразивной обработки, содержащее ; установленный с возможностью вращени цклИндрический корпус, с торцовой стороны которого расположены равноме но по окружности постоянные магниты закрепленные в диамагнйтньгх элементах, выполненньпс в виде изогнутых двуплечих рычагов по числу магнитов а каждый из рычагов шарнирно закреплен в корпусе. При этом на одном пле че рычага закреплен магнит, а второе плечо снабжено ограничителем угла поворота и упором, предназначенным для .взаимодействия с введенным в уст ройство элементом, установленным в радиальном отверстии, выполненном в корпусе, с возможностью перемещения под действием центробежньк сил p , ... . . /.... Недостатком известного устройства является низкая производительность процесса, обусловленная тем, что Напряженность магнитного поля, наведенного в рабочем зазоре постоянными магнитами, нельзя изменить, следо вательно, не может изменяться (,и сила притяжений ферро-абразивной массы к поверхности полюсов.; В результате при увеличении механической составляющей силы прижима порошка к поверх iности изделия за счет центробежного эффекта дополнительно возрастает тангенциальная сила резания в зоне сопряжения ферроабразивный материал поверхность изделия. Однако увеличение механической составляющей силы пpижимa порошка к поверхности изделия за счет центробежного эффекта может происходить только до тех пор пока магнитные силы удерживания ферр абразивной массы.в состоянии уравновешивать силы резания , а также центробежные и другие силы, действующие на ферро-абразивную массу в рабочем зазоре, что не дает возможности более полно использовать центробежный эффект. : . Цель изобр.бтения - повышение производительности процесса путем СОЗДания в рабочем зазоре неоднородного магнитного поля с переменным градиен том и его многократного изменения в течение рабочего цикла. . Поставленная цель достигается тем, что в устройстве каждый из постоянных магнитов вьщолнен в виде блока, собранного из прямоугольных магнитов чередующейся полярности, расположенных в шахматном порядке, при. этом в направлений, параллельном оси качания рычагов, магниты в блоке закреплены ступенчато и наклонены к поверхности торца; корпуса под углом 4 . На фиг,. 1 изображено устройство,, общий вид; на фиг. 2 - то же, вид сниз-у. . Устройство содержит диамагнитный., корпус 1 цилиндрическойформы с коническим хвостовиком, предназначенным, для установки в щпиндель металлорежущего, станка, например фрезерного. На торце и боковой поверхности корпуса расположены четьфе паза, равноудаленные друг от. друга, а также четыре радиальные отверстия, оси которых лежат в одной плоскости с осями пазов. В радиальные отверстия корпуса введены подвижные элементы 2, например шарики, а в пазах корпуса на осях 3 установлены диамагнитные двуплечие рычаги 4, на которых закреплены, например, эпоксидным клеем блоки магнитов 5с магнитопроводом 6. Каждый из блоков магнитов 5 собран из постоянньк магнитов чередующейся полярности, расположенных в шахматном порядке. Б направлении, параллельном оси 3, магниты в блоке закреплены ступенчато и наклонены к поверхности торца корпуса 1 под углом 0 oi;i4 . При этом tgo(, t , где t - шаг ступени, а b - ширина полюса постоянного магнита. Шаг t:целесообразно устанавливать в пределах двухтрех размеров зерен порошка, которым производится обработки детали. Рычаг 4 снабжен ограничителем 7 для регулирования его положения относительно корпуса , 1 и упором 8 для р.егулирования радиуса вращения .подвижного элемента 2. -В рычаге 4 отверстие для посадки на ось. располагают таким образом, чтобы рычаг поджимал Ограничитель 7 к корпусу 1. На неподвижной части шпинделя станка .установлен кулачок 9 кольцевой формы, который закреплен винтами Ю, проходящими через пазы куЛачка что позволяет регулировать его положение относительно оси вращения устройства. В начале работы устройство уста-навлйвают хвостовиком в шпиндель . станка, например фрезерного, а на столе станка на диамагнитной подложк крепят обрабатываемое изделие.. Устанавливают,устройство с заданным . зазором относительно изделия, регулируют величину качания рычагов. В образовавшийся между поверхностью изделия и поверхностями вершин магни тов 5 рабочий зазор подают ферроабразивньгй порошок, который притягиваётся к полюсам магнитов 5, образуя щётку, аустройству и изделию сообща .ют взаимные перемещения. При вращейий устройства подвижные элементышарики 2, размещенные в радиальных отверстиях корпуса 1, под действием центробежных сил через, упор 8 воздействуют на рычаги 4 и поворачйвают их вокруг оси 3. В процессе вращения упор 8 наезжает на кулачок 9, поворачивая рычаг 4 в противоположном направлёнии.относительно оси 3, и отжимает подвижный элемент-шарик 2 в отверстие корпуса 1.. При этом вершины магнитов 5 и магнитопровода 6 каждого рычага 4 периодически осущё.ствляют качатёльное движение относительно поверхности обрабатываемого изделия, что приводит к образованию циклически меняющего форму рабочего зазора. В результате ферро-абразивный порошок периодически уплотняется и с большим давлением воздействует на поверхность обрабатываемого изделия, нормальные и тангенциальные силы резания возрастают, произво дительность Процесса повьш ается, так как одновременно увеличиваются и магнитные силы, удерживающие ферро-абразивную массу в рабочем зазоре Это обусловлено тем, что ступенчатое с наклоном расположение магнитов 5 наводит в рабочем зазоре неоднородное магнитное поле, неравномер ное как в вертикальном, так и в горизонтальном направлении, а концент рация поля на вершинах ступеней маг тов и Периодическое изменение их положения относительно обра:батывае:йой поверхности за счет -центробежног-о эффектапозволяет получить в рабочем зазоре поле с переменным гр. диентом магнитной индукции, что спо . собствует повышению магнитных сил, действующих на ферро-абразивную мас су порошка/ Совмещение вращательног качательного и. поступательного движений позволяет периодически создавать дополнительные зоны, в которьгх возникает эффект заклинивания, что значительно повышает производительность процесса за счет более полного использования энергии магнитного поля, обладающего градиентом, так как обработка производится при значительных переменных усилиях, действующих на ферро-абразивные зерна порошка, и более полном использовании их режущих свойств. Кроме того, наличие качательного движения способствует лучшему перемешиванию и удерживанию ферро-абразивного порошка в рабочем зазоре за счет прерывистого характера контакта зерен с обра:батываемой поверхностью и периодического уменьшения в связи с этим сил трения, стремящихся выбросить порошок из зазора. Это, в свою очередь, исключает проскальзывание ферро-абразивной массы Относительно Полюсов, повышает стойкость порошка и обеспечивает надежное его следование в направлении вращения полюсов. Замена порошка и его съем с рабочих поверхностей полюсов производится следующим образом. При выключенном вращательном движении устройство отводят на край стола, где закреплены защитный экран и скребок (не по-, казаны), изготовленный из немагнитного полимерного материала. Ври протягивании устройства за счет автоматического хода стола над скребком, который касается рабочей поверхности полюсов, отработанный порошок, соскабливается на боковую поверхность диамагнитного рычага 4.. Затем устройству сообщают вращательное движение и Порошок центробежными силами выбра- . сывается на защитный экран, откуда вакуумоОтсосом транспортируется в приемный бункер. Пример. .Многополюсную магнйтную систему собирают из постоянных магнитов с чередующейся в шахматном порядке полярностью полюсов, ширину которых стабилизируют размером ,7 мм. Угол наклона полюсов oi , как и шаг .ступеней полюсов t, изме- . няют .в пределах, указанных в таблице. Собранная таким образом магнитная система устройства испытывается на , образцах из меди Ml ГОСТ 495.-70 с . исходной шероховатостью ,5 мкмпри следующих режимах МАЙ:. для известного устройства. Анализ результатов испытаний многополюсных магнитных систем, собранных из постоянных магнитов, с различ ными углами наклона полюсов oL и шагом ступеней t показьгоает, что тольк в пределах значений 0 4° производительность процесса повышается по сравнению с известным. Увеличение угла об выше предела значений оС 540 , как и увеличение шага ступеней t до четырех размеров зерна 250/160 мкм, снижает производительность МАП до производительности известного, так как при таких «(. и t происходит потеря самоторможения, вызванная динамикой процесса (вибрацией, измени ем направления действия сил и т.д Таким образом, в отличие от широко применяемых при МАП рифленных полюсных наконечников, предназначенных для концентрации магнитного потока, ступенчатое с шагом ,32-0,75 мм и наклонное под углом (б4 расположение полюсов постоянных магнитов разноименной полярности кроме концентрации потока создает еще и дополнительные клиновые зоны в рабочем зазоре, которые, обладая свойством самоторможения, обеспечивают приращение удельного давления абразивных зерен на поверхность обрабатываемого изделия и, тем самым, повышают производительность процесса обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для магнитно-абразивной обработки изделий | 1981 |
|
SU986748A1 |
| Устройство для магнитно-абразивной обработки | 1982 |
|
SU1024241A1 |
| Устройство для магнитно-абразивной обработки | 1984 |
|
SU1201109A1 |
| Устройство для обработки поверхностей магнитно-абразивным порошком | 1977 |
|
SU621553A2 |
| Станок для магнитно- абразивной обработки рулонного материала | 1988 |
|
SU1604574A1 |
| Устройство для магнитно-абразивной обработки | 1981 |
|
SU986749A1 |
| Способ магнитно-абразивной обработки деталей из немагнитных,преимущественно титановых,сплавов | 1979 |
|
SU895626A1 |
| Устройство для магнитно-абразивной обработки | 1978 |
|
SU666060A1 |
| Приспособление для магнитно-абразивной обработки деталей | 1977 |
|
SU655515A1 |
| ЭЛЕКТРОМЕХАНИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ИЗМЕЛЬЧЕНИЯ И ПЕРЕМЕШИВАНИЯ ПИЩЕВЫХ ПРОДУКТОВ | 1992 |
|
RU2045194C1 |
УСТРОЙСТВО ДЛЯ МАГНИТНОАБРАЗИВНОЙ ОБРАБОТКИ ИЗДЕЛИЙ по авт. св. № 986748, отличающееся тем, что, с целью повышения производительности, каждый из постоянных магнитов выполнен в виде блока, собранного из прямоугольных магнитов чередующейся полярности, расположенных в шахматном порядке, при этом в направлении, параллельном оси качания рычагов, магниты в блоке закреплены ступенчато и наклонены к поверхности торца корпуса под углом 0°(. (Л С о 9: 9д 4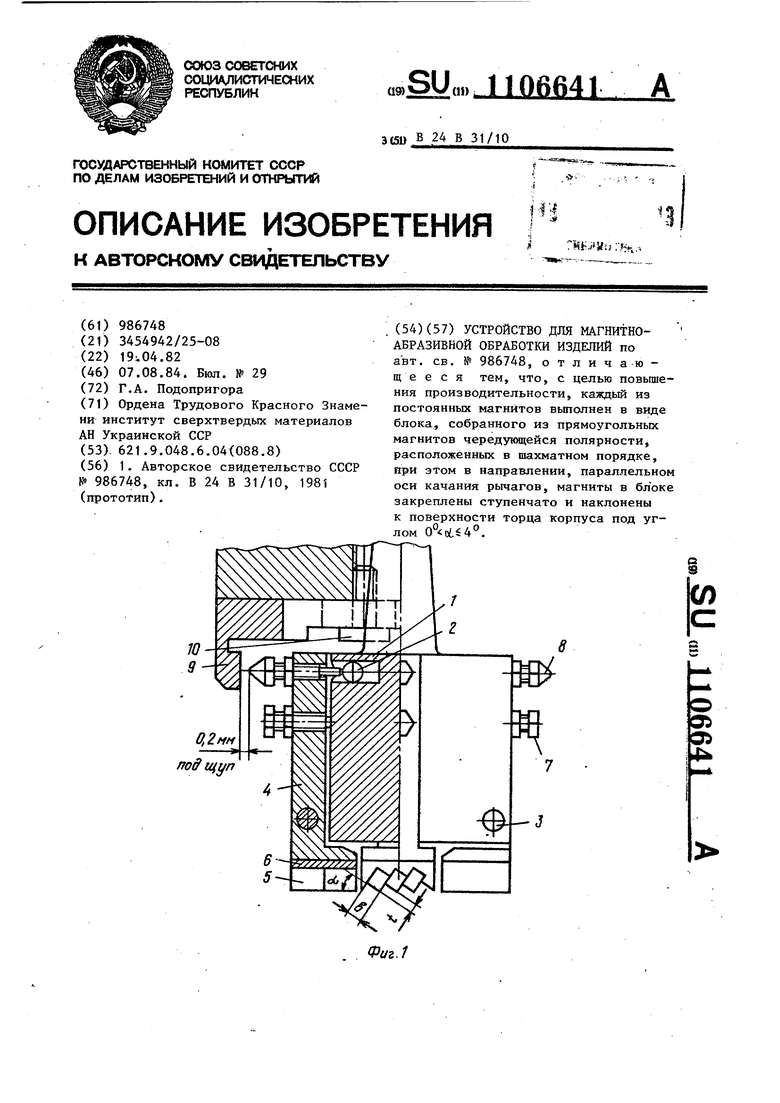
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для магнитно-абразивной обработки изделий | 1981 |
|
SU986748A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
