Изобретение относится к области чистовой обработки поверхностей тел вращения ферроабразивным порошком в магнитном поле и может быть применено в различных отраслях промышленности на финишных операциях.
Известно устройство,для магнитноабразивной обработки внутренних поверхностей, установленных с возможностью вращения трубчатых деталей, помещенных в рабочую зону, образованную одноименными наружными полюсами . магнитной системы и противоположным по полярности внутренним полюсом,имеющим концентраторы ма1гнитного потока, выполненные в виде рифлений на поверхности полюса 1 .
Недостатком известного устройства является невысокая производительность обработки, так как концентраторы магнитного потока, выполненные в виде выступов и впадин, удерживают ферроабразивный поршюк преимущественно у вершины выступов. Магнитное поле у вершины выступа неоднородно и градиент его направлен к вершине. Поэтому в процессе обработки перемещение ферроабразивного порошка вдоль рабочего зазора уменьшается, давление на обрабатываемую поверхность снижается.
чГЪ снижает и производительность обработки.
Целью изобретения является пов|лшение производительности обработки.
Цель достигается тем, что в предлагаемом устройстве внутренний полюс выполнен в виде цилиндра с гладкой боковой поверхностью,в теле цилиндра выполнены расположенные равномерно
10 по окружности, концентричной поверхности цилиндра, отверстия, оси которых параллельны образующим цилиндра, при этом участки тела цилиндра между отверстиями образуют концентраторы
15 магнитного поля.
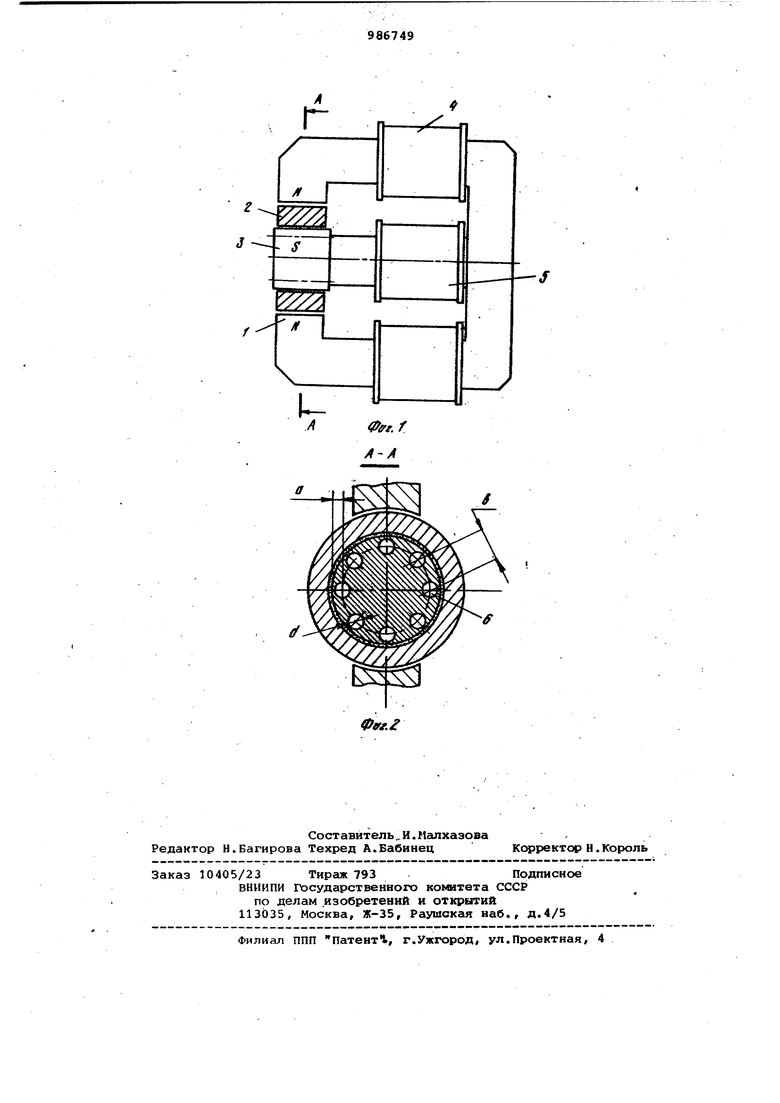
На фиг.1 показано устройство, общий вид; на фиг.2.- разрез А-А на фиг.1.
Устройство включает полюса 1,рас20положенные вблизи поверхности обрабатываемого изделия 2 трубчатой фор№л. Внутри обрабатываемого отверстия размещен полюс 3. Магнитное поле образовано катушками 4 электромагнитов,
25 создающими одноименную полярность полюсов 1, и катушкой 5, создающей противоположную полярность полюса 3. Полюс 3 выполнен в виде цилиндра с
гладкой боковой поверхностью и имеет 30 равномерно расположенные по окружности, концентричной поверхности цилиндра, отверстия 6, оси которых параллельны образующей полюса 3. Участки тела полюса 3 между отверстиями 6 образуют концентраторы магнитного потока. При этом окружность, на которой расположены оси отверстий 6, отстоит от боковой поверхности полюса 3 на расстояниеС|-i + (О ,1-5 ,0) мм, а расчстояние между осями отверстия +
+(0,1-10,0) мм, где d - диаметр отверстия 6.
Пределы изменения параметров d и Ъ ограничены прочностью металла и распределением магнитного поля в рабочих зазорах, которое создается предлагаемой формой концентраторов.
При значениях а и Ъ менее +0 Л
образующиеся перемычки между рабочей поверхностью полюса и отверстиями непрочны и могут разрушаться под действием давления ферроабразивного .порошка. Кроме указанных значениях параметров а и b не обеспечивается необходимое (,6-1,2Т) значение магнитной индукции в рабочем зазоре, что снижает производительность обработки. При значении +0,5 роль концентраторов магнитного поля снижается, магнитное поле в рабочих зазорах приближается к однородному, что также снижает произв9ДИтельность
обработки. При Ъ +10 мм расширя f
ется зона рабочего зазора с однородным магнитным полем, что снижает роль концентраторов. Производительность обработки уменьшается.
Устройство работает следующим образом.
.В рабочие зазоры межрв обрабатываемой поверхностью изделия 2 и рабочей поверхностью полюса 3 подают дозу ферроабразивного порсяика, включают катушки 4 и 5 электромагнитов и привод вращения изделий и осцилляции (не показан). В рабочих зазорах создается неоднородное магнитное поле, -Удерживающее ферроабразивный порошок Наибольшая плотность магнитного потока образуется, на участках рабочей поверхности полюса 3 между отверстиями а наименьшая плотность - на участках рабочей поверхности полюса в зоне
отверстия (по его ширине). Ферроабразивный порошок удерживается преимущественно в зоне максимальной концентрации магнитного потока у рабочей поверхности полюса. В процессе обработки происходит его непрерывная миграция, переход из одной в.оны с максимальной концентрацией магнитного поля в другую. Это обеспечивается непрерывностью рабочей поверхности полюса
между указанными зонами с максимальной концентрацией. Переходящая часть ферроабразивного порошка способствует его уплотнению и повышению сил воздействия зерен абразива на обрабатываемую поверхность. Уплотнение происходит в зонах с наибольшей плотностью магнитного потока, что обеспечивает повышение производительности обработки.
Проведенные сравнительные испыта-: ния показали, что предлагаемое устройство для магнито-абразивной обработки внутренних поверхностей отверстий обеспечивает в среднем на 20-22%
большую производительность по массовому съему металла, чем известное.
Формула изобретения
Устройство для магнитно-абразивной обработки внутренних поверхностей, установленных с возможностью вращения трубчатых деталей, помещенных в рабо5 зону, образованную одноименными нарумшыми полюсами магнитной системы и противоположным по полярности внутренним полюсом, имеющим концентраторы магнитного потока, отличающееся тем, что, с целью повышения производительности обработки, внутренний полюс выполнен в виде цилиндра с гладкой боковой поверхностью, в теле цилиндра выполнены расположенные равномерно по окружности, концентричной поверхности цилиндра, отверстия, оси которых параллельны образующим цилиндра, при этом участки тела цилиндра между отверстиями образуют концентраторы магнитного поля.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР 347142, кл. В 24 В 31/10, 1970.
/4
0ffe,f
g
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ магнитно-абразивной обработки изделий | 1977 |
|
SU677896A1 |
| Устройство для магнитно-абразивной обработки изделий | 1981 |
|
SU986748A1 |
| Станок для магнитно- абразивной обработки рулонного материала | 1988 |
|
SU1604574A1 |
| Способ магнитно-абразивной обработки внутренних поверхностей полых немагнитных деталей типа тел вращения | 1989 |
|
SU1773696A1 |
| Приспособление для магнитно-абразивной обработки деталей | 1980 |
|
SU872222A2 |
| Устройство для магнитно-абразивной обработки | 1982 |
|
SU1024241A1 |
| Устройство для магнитно-абразивной обработки изделий | 1982 |
|
SU1106641A1 |
| Способ магнитно-абразивной обработки деталей | 1989 |
|
SU1703413A2 |
| УСТАНОВКА ДЛЯ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ ИЗДЕЛИЯ СЛОЖНОЙ ФОРМЫ | 2016 |
|
RU2631534C1 |
| Устройство для магнитно-абразив-НОй ОбРАбОТКи ТЕл ВРАщЕНия | 1979 |
|
SU814684A1 |