1 .
Изобретение относится к технологии машиностроения, в частности к абразивной обработке ферромагнитными порошками в магнитном поле. Оно предназначено для обработки деталей из сталей, цветных металлов, сплавов и неметаллических материалов.
Целью изобретения является повышение производительности и качества обработки за счет задания магнитному индуктору с ферромагнитным абразивным порошком сложного движения: вращения и радиальной осцилляции, что обеспечивает повышение скорости резания и полу«ieHHe разнонаправленных взаимопересекающихся траекторий движения порошка, необходимых для повышения качества обработки.
На фиг. 1 показано устройство, разрез; на фиг. 2 - вид А на фиг. 1; на фиг. 3 и А - соответственно схемы применения устройства для обработки плоской и фасонной поверхности.
Устройство состоит из неподвижного корпуса 1, вращающегося корпуса 2, магнитного индуктора 3, механизма рабочих движений, обеспечивающего одновременное вращение и радиальные осцилляции магнитного индуктора, механизма для регулирования магнитной индукции на полюсах индуктора.
Внутри вращающегося корпуса 2 устройства размещается механизм рабочих движений индуктора, а на нижнем его торце - направляющие, позволяющие магнитному индуктору 3 совершать радиальные осцилляции.
В соспв механизма рабочих движений входят хвостовик 4, несущий на себе ведущую шестерню 5 и эксцентриковый палец 6, планетарный механизм
с колесами 7 и 8. I
Магнитный индуктор состоит из
двух блоков 9 и 10, собранных внутри корпуса индуктора. Блоки 9 и 10 набраны из радиально расположенных постоянных магнитов 11 и стальных магнитопроводов 12. Полюсами магнитов 11 являются их боковые плоскости и магниты собраны в блоках таким образом, что одинаковые полюсы каждых двух соседних магнитов обращены друг к другу. При этом нижние плоскости разделякяцих их магнитопроводов 12 имеют чередукяцие полярности. Блок 9 выполнен поворотным относительно блока 10, неподвижно закрепленного в корпусе для включения-вы09г
ключения магнитного поля и для регулирования магнитной индукции на полюсах индуктора.
Механизм регулирования магнитной индукции и включения-выключения магнитного поля должен обеспечивать поворот блока магнитов 9 на один угловой межполюсный шаг V , а также обеспечивать фиксированные угловые положения блока 9 в пределах шага . Например, с этой целью может быть применен механизм из конических шестерен 13 и 14. На шестерне 13 закреплена угловая шкала 15, а коническая шестерня 14 закреплена на поворотном блоке магнитов 9. В ступице конической шестерни 15 имеется отверстие под ключ.
Неподвижный корпус устройства закрепляют на йпиндельной бабке металлорежущего станка (например, вертикальнофрезерного) или на шпиндельной бабке специального станка. Хвостовик 4 устройства закрепляет в шпинделе базового станка.
При включении вращения шпинделя базового станка через шестерни 5, 7 и 8 и корпус 2 вращение сообщается магнитному индуктору 3. Одновременно, благодаря эксцентриковому пальцу 6, входящему в окно магнитного индуктора, ему сообщают радиальные осцилляции. Передаточные отношения колес 5, 7 и 8 подобраны таким образом, чтобы за каждый полный оборот корпуса 2 с магнитным индуктором 3 последный совершил несколько радиальных ходов.
Обрабатываемая деталь получает движение подачи от привода базового станка.
Зерна ферромагнитного абразивного порошка, находящегося при включенном магнитном поле в зазоре между индуктором и обрабатываемой поверхностью, повторяют движение магнитного индуктора и в процессе магнитоабразивного полирования образуют на обрабатываемой поверхности сетку взаимно пересекающихся рисок (фиг. 2) . Удаление припуска при резании с пересекающимися траекториями зерен происходит с высокой производительностью. Одновременно достигается и более высокое качество обрабатываемой поверхности.
Включение-выключение магнитного поля, необходимые для замены отра3ботавшей порции порошка, осуществляются поворотом блока 9 на один угло вой шаг расположения магнитов с помощью конических шестерен 13 и 14. При включенном положении полярности магнитов в блоках 9 и 10 совпадают, при выключенном положении - противоположны. Положение Включено и Выключено отражены отметками на шкале 15. Расстояние между этими крайними отметками на шкале разделено на отрезки, что позволяет поворачивать блок 9 на фиксированную часть угло9вого шага ( магнитов и тем ca№iM постепенно зп еньшать величину магнитного потока (магнитной индукции) в рабочих зазорах. Необходимость в уменьшении магнитной индукции (и сил резания) возникает при достижении высокого качества поверхностей на обрабатываемых материалах с низкой твердостью. Примененный механизм регулирования позволяет а предлагаемом устройстве изменить магнитнзпо иццукцию в рабочем зазоре S « 1 w от 6 до 1,4 Тл с шагом 0,1 Тл.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для магнитно-абразив-НОй ОбРАбОТКи | 1978 |
|
SU848318A1 |
| СПОСОБ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2022 |
|
RU2787597C1 |
| Устройство для магнитно-абразивной обработки изделий | 1982 |
|
SU1106641A1 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2002 |
|
RU2220836C1 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ ИЗДЕЛИЯ | 2016 |
|
RU2632732C1 |
| Устройство для магнитно-абразивной обработки | 1988 |
|
SU1523314A1 |
| Устройство для магнитно-абразивной обработки | 1985 |
|
SU1315257A1 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ | 1996 |
|
RU2098258C1 |
| Машина для шлифования и обеспыливания кож | 1976 |
|
SU596623A1 |
| Цилиндрический индуктор для магнитно-абразивной обработки | 1987 |
|
SU1407774A1 |
УСТРОЙСТВО ДЛЯ МАГНИТНОАБРАЗИВНОЙ ОБРАБОТКИ, в котором магнитньй индуктор связан с эксцентриковым механизмом осцилляции и выполнен в виде корпуса с расположенными в нем двумя блоками постоянных магнитов, один из которых установлен с возможностью смещения, включающее неподвижный корпус, отличающееся тем, что, с целью повышения производительности и качества обработки, в него введен дополнительный корпус, установленный в неподвижном корпусе с возможностью вращения вокруг оси, несущий магнитный индуктор и снабженный планетарным механизмом, ведущая шестерня которого закреплена на приводном валу механизма осцилляции, при этом постоянные магниты i в блоках расположены радиально. (Л С ;о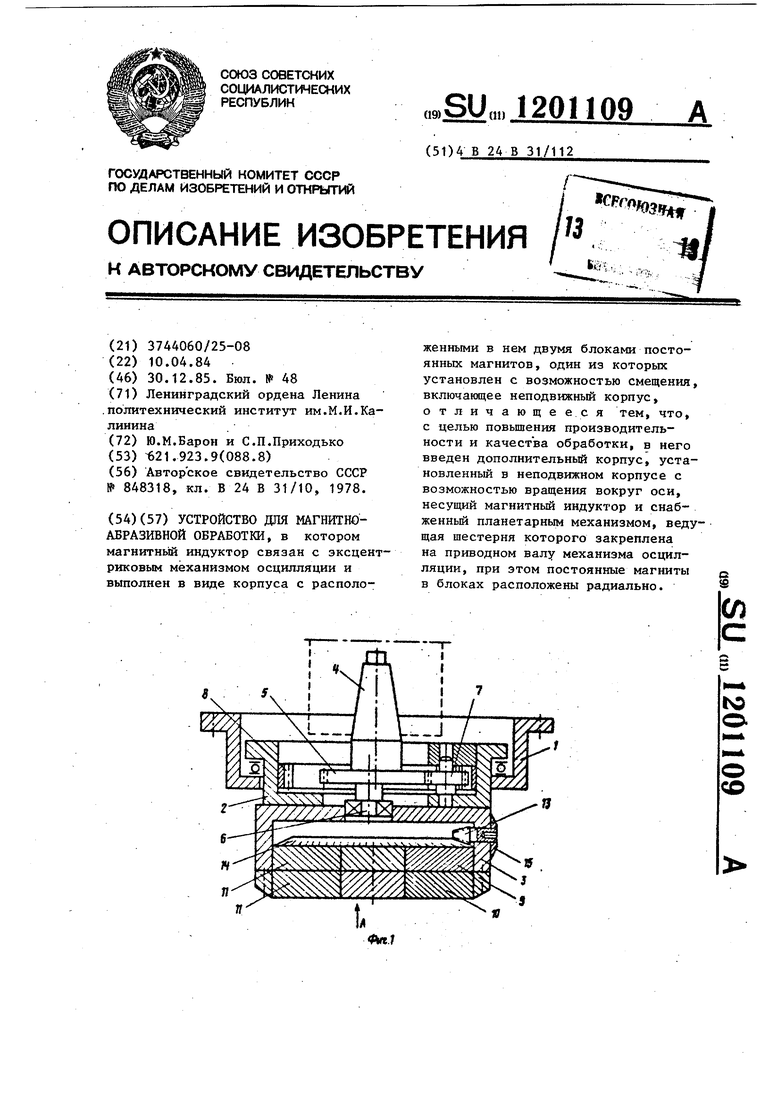
| Устройство для магнитно-абразив-НОй ОбРАбОТКи | 1978 |
|
SU848318A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
