Изобретение может быть использовано в силикатной иромынгленности.
Известен колено-рычажный иресс для иолусухого двустороннего прессования, содержащий станину, верхний и нижний штемпели, засынную каретку, нресс-форму, механизм выталкивания .и нривод с коленчатым валом, кулаками и шарнирно-рычажной системой.
Однако такие ирессы не обеспечивают получение изделий необходимой плотности, так как ограничена возможность повыше ия прессового давления из-за высокой стенеии сжатия запрессованного воздуха, который носле нзвлечения изделия из формы вызылает увеличение пор в изделии и его расслаивание.
Цель изобретения - новысить плотность изделий путем многократного их прессования с нарастаюндим ирессовым давлением.
Достигается это тем, что коленчатый вал кинематически связан с доиолнительным валом, на котором установлены кулаки для привода каретки, механизма выталкивания и нижнего штемпеля и дополнительный кулак, шарнирно связанный посредством рычагов и тяг с нолзунами, установленными с возможностью неремещения но обеим сторонам нижнего штемпеля и несущими нодиружииенные стойки с консольно укренленными на них нрокладками.
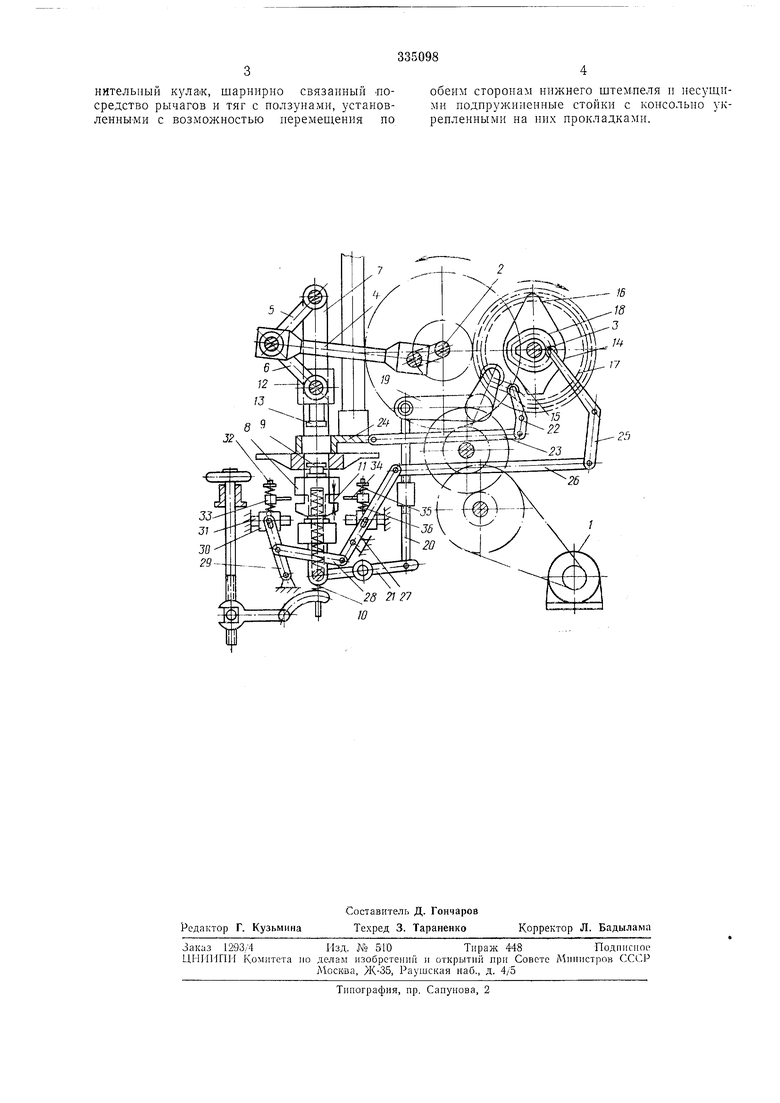
Пресс содержит электродвигатель /, коленчатый 2 и дополнительный 3 валы.
Коленчатый вал 2 шатуном 4 соедннен с верхней 5 н нижней 6 серьгами.
Серьга 5 свободио иасажена на вал, соеднняюнип- вверху .бокови1н 1 7, которые внизу связаны траверсой 8.
На последней установлены нижнне штемпели (нуансоны) 9, поддерживаемые пружннами 10. Между траверсой и боковинамн имеется зазор и.
Нижняя серьга 6 шариирио соедииена с креицконфом 12, к которому прикреплены верхние штемиели 13.
На валу 3 закреплеи кулак 14 мехаиизма выталкивания с различными участкамн 15 п 16 на нрофнле, а также кулак 17 иривода механизма передвижения каретки и кулак 18 системы рычагов с прокладками.
Механизм выталкивания состоит из двуилечего рычага 19, тяги 20 и рычага 21, соединенного с траверсой 8, а мехапизм передвнжения каретки - из двуплечего рычага 22 н тяги 23, соединеииой с засыпной кареткой 24.
Система рычагов с прокладками включает в себя двуплечий рычаг 25, тягу 26, рычаг 27, тяги 28 и рычаг 29. Рычаги 27 и 29 соединены с нолзунами 30, устаиовленнымн на ненодвижных направляющих 31. На ползунах 30
торых установлены кулаки 33 с закрепленными на них прокладками 34. Втулки на стойках установлены между пружинами 35 и 36.
Колено-рычажны пресс работает следующим образом.
Пресс через систему передач приводится в действие индивидуальным электродвигателем 1 н заставляет валы 2 н 3 вращаться.
При обкатывании профиля кулачка 17 ролик двуплечего рычага 22 через тягу 23 приводит в движение каретку 24, которая перемеН1ается возвратно-поступательно. При движении вперед каретка заполняет пресс-форму массой, после чего она останавливается в исходном (заднем) положении, а верхние штемпели 13 опускаясь, предварительно (односторонне) умииают массу. При этом нижние штемпели Я укрепленные па траверсе 8, неподвижны, так как последняя удерживается от осадки пружииами 10. При дальнейшем опускании верхних антемпелей нод прииудительным давлением колено-рычажной системы мехаиизма ирессоваиия и давлением развиваемым при этом, происходит осадка пружин 10. Зто влечет за собой одновременно с прессованием изделий некоторое опускание иижинх штемпелей 9.
При подъеме боковии 7, нх упоры, выбирая зазор //, приходят в соприкосновение с упорами траверсы 8 и приподнимают последнюю вместе с нижними штемпелями 9, в результате чего происходит двустороннее прессование изделий. Затем верхние штемпели отходят от прессуемых изделий и поднимаются, а боковины 7 при этом опускаются до тех пор, пока не соприкоснутся с упорами станины пресса.
При дальиейшем вращении коленчатого вала 2 верхние штемпели поднимаются, а кулак 14 механизма выталкивания восходящим участком 15 вступает в соприкосновение с роликом двуплечего рычага 19. Последннй, действуя через тягу 20 и рычаг 21 на нижние щтемпели 9, несколько поднимает их, а вместе с иими и изделие в иресс-форме, после чего эти щтемпелн опускаются в исходное иоложеиие. При этом ролик двуплечего рычага 19 передвигается на нисходящий участок 15 нрофиля кулака 14.
Изделие в пресс-форме удерживается на поднятом уровне за счет сил трения о стенки формы, а запрессованный воздух удаляется из него через имеющиеся в нем открытые поры.
Лри дальнейшем вращении валов каретка 24 остается неподвижной и находится в крайнем заднем положении. В это время опускаются верхиие штемпели 13, а кулак 18 восходящим участком профиля вступает в соприкосновенне с роликом двуплечего рычага 25, который через тягу 26, рычаг 27, тягу 28 и рычаг 29 приводит в движение ползуны 30 с закрепленными на них нрокладками 34. Последние вводятся в зазор // между унорами траверсы 8 и боковины 7.
Далее опять поднимаются боковины 7, и их упоры через введенные прокладки 34 соприкасаются с упорами траверсы 8, приподнимая ее вместе с нижними штемпелями 9, в результате чего изделия снова подвергаются двустороннему прессованию.
При этом в пресс-форме расстояние между верхними 13 и нижиими 9 штемпелями уменьшается на величину толщины введенных прокладок 34. Следовательно, повторное прессование изделий происходит при более высоком удельном давлении, которое можно изменять в широких пределах изменением толщины прокладок. При дальнейшей работе пресса верхние штемпели отходят от прессуемого изделия и поднимаются, а боковины 7 опускаются до соприкосновения с упорами, станииы. После этого кулак 18 нисходящим участком профиля вступает в соприкосновение с роликом двуплечего рычага 25, который через тягу 26, рычаг 27, тягу 28 и рычаг 29 приводит в движение ползуны 30 с закрепленными на них прокладкамн 34, и последние выводятся из зазора 11. Кулак 14 восходяп им участкол 16 профиля встуиает в соирикосновение с роликом двуилечего рычага 19. В результате действия рычажной системы 19, 20 и 21 иижние штемпели 9 поднимают изделия иа 0,5-1 мм над уровнем стола.
Нижние штемпели 9 удерживаются в верхпем положении до тех пор, пока ролик двуплечего рычага 19 иаходится на среднем радиальном участке 16 профиля кулака 14. Когда же ролик двуплечего рычага 19 передвигается на нисходящий участок 16 профиля кулака 14, то штемпели возвращаются в псходное положение. Каретка 24, управляемая кулаком 17, при поступательном движении заполияет камеры пресс-формы массой, снимает
готовые изделия с нижннх штемпелей и подает их на передний стол пресса, а возвращаясь, она снимает со стола излишки массы, после чего цикл работы нресса повторяется. Таким образом, в предлагаемом прессе
цикл прессования изделий осуществляется за два (или более) оборота коленчатого вала 2. Число оборотов установленного вала 3 в двапять раз меньше чнсла оборотов коленчатого вала.
Предмет нзобретения
Колено-рычажный пресс для полусухого двустороннего прессования, содержащий станииу, верхннй и нижний штемпели, засыпную каретку, пресс-форму, механизм выталкивания и привод с коленчатым валом, кулаками и щарнирно-рычажной системой, отличающийся тем, что, с целью повыщения плотности изделий и регулирования усилия прессования, коленчатый вал кннематическн связан с донолинтельным валом, на котором установлены кулаки для привода каретки, механизма выталкивания и нижнего штемпеля и допелнительныи кулак, шарннрно связанный посредство рычагов и тяг с ползунами, установленными с возможностью перемещения по
обеим сторонам нижнего штем.пеля и несущими подпружиненные стойки с консольио укрепленными на них прокладками.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОЛЕНО-РЫЧАЖНЫЙ ПРЕСС ДЛЯ ДВУСТОРОННЕГО ПРЕССОВАНИЯ ОГНЕУПОРНЫХ ИЗДЕЛИЙ | 1973 |
|
SU390955A1 |
| МЕХАНИЧЕСКИЙ ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ГРУНТОЦЕМЕНТНЫХ МАТЕРИАЛОВ | 1991 |
|
RU2012491C1 |
| Пресс механический | 1985 |
|
SU1291438A1 |
| ЭКСЦЕНТРИКОВЫЙ ПРЕСС ДЛЯ ДВУСТОРОННЕГО ГОРИЗОНТАЛЬНОГО ПРЕССОВАНИЯ КИРПИЧА | 1935 |
|
SU56059A1 |
| ПРЕСС-ШТЕМПЕЛЬ ДЛЯ ГИДРАВЛИЧЕСКОГО ПРЕССА | 1970 |
|
SU261223A1 |
| СПОСОБ ПОЛУСУХОГО ФОРМОВАНИЯ СЫРЦА КИРПИЧА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2229973C2 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕНЧАТЫХ ВАЛОВ | 1971 |
|
SU295598A1 |
| УСТРОЙСТВО для СЪЕМА И ВЫТАЛКИВАНИЯ ИЗДЕЛИЙ | 1973 |
|
SU366907A1 |
| УСТРОЙСТВО ДЛЯ СЪЕМА ИЗДЕЛИЙ СО СТОЛА ПРЕССА | 1972 |
|
SU347202A1 |
| МЕХАНИЧЕСКИЙ ПРЕСС ДЛЯ ПОЛУСУХОГО ФОРМОВАНИЯ СЫРЦА КИРПИЧА В ДВА ЭТАПА ЗА ОДИН ХОД ПРЕССУЮЩЕГО ИНСТРУМЕНТА | 2000 |
|
RU2179927C2 |