1
Изобретение относится к машинострое нию, в частности к сборочному производству и может быть использовано, например, при сборке различных «изделий, и их узлов, выпускаемых серийно.
Известно устройство для автоматической смены инструмента, имеющее координатный стол с магазином сменного инструмента и базирующими приспособлениями приводы манипулирующего органа и координатного стола, систему управлений и подвода воздуха l.
Однако в известном устройстве для смены инструмента используется отдельный привод, что усложняет конструкцию и соответственно управление и наладку.
Цель изобретения - упрощение конструкции устройства.
Указанная цель достигается тем, что устройство снабжено расположенными на координатном столе кассетами о деталями, а магазин инструментов выполнен в виде жестко закрепленной на координар ном столе стойки с расположенным в ней
подпружиненным фиксатором, на которой , смонтирована с возможностью периодического поворота на установленный угол обоймы с крышкой, причем фиксатор и крышка установлены с возможностью взаимодействия с торцом шпинделя.
Кроме тпго, механизм подключения инструмента к системам подвода воздуха выполнен в- виде силового пневмоцилийдра с распределительным устройством в его штоке и закрепленной на конце штока планки, несущей разъемы и уплотнения, установленной относительно ответной части на сменном инструменте с зазором, соответствующим ходу штока силового пневмоцилиндра, а сменный инструмент снабжен пневматическими датчиками контроля, каждый из которых соединен с разъемами на секторе, установленном на фланце инструмента, а фланец снабжен пазом, предназначенным для фиксации инструмента в шпинделе.
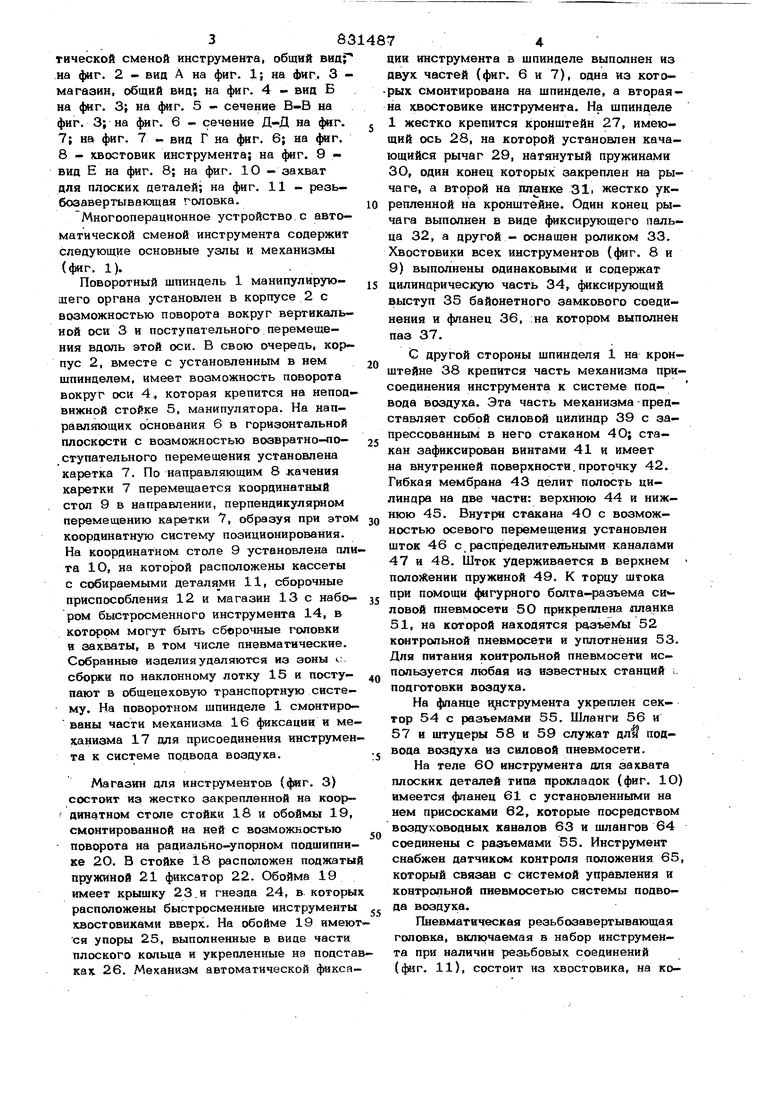
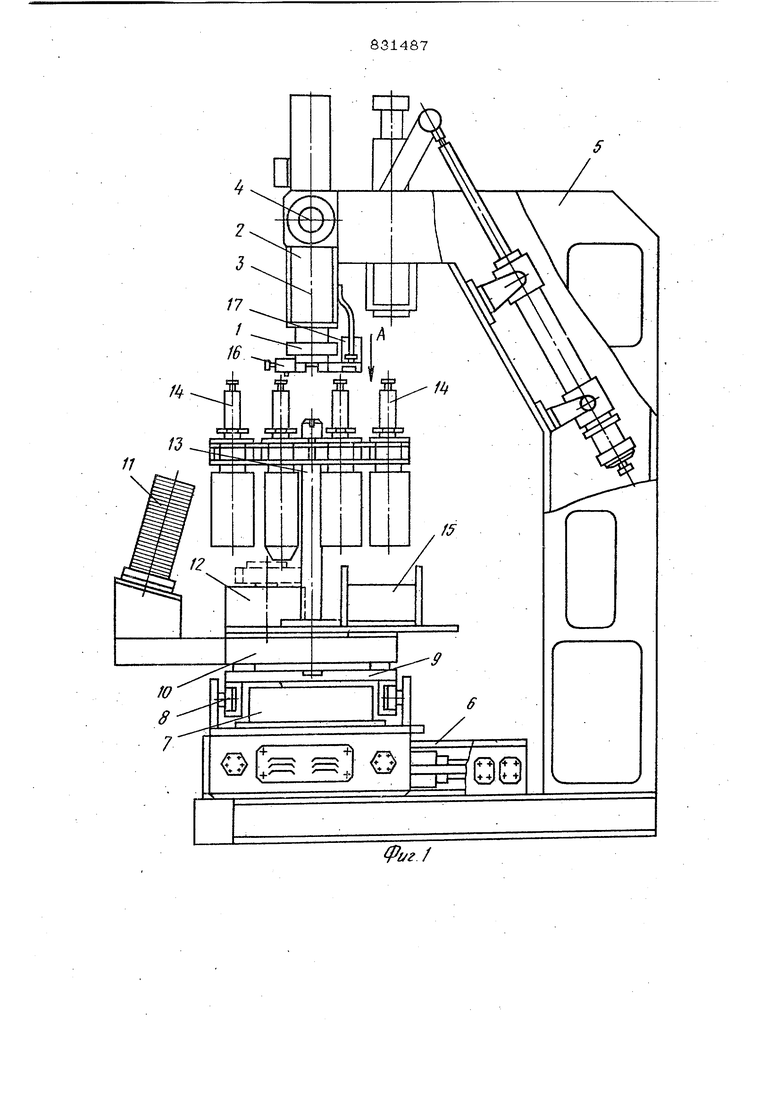
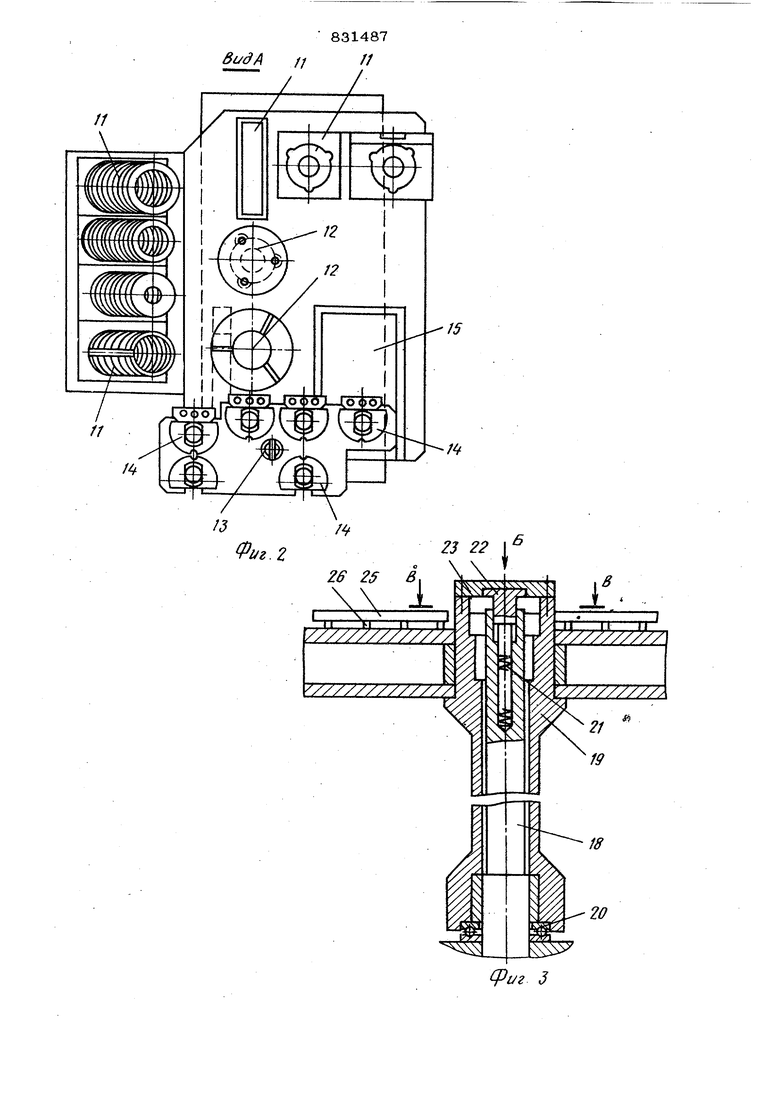
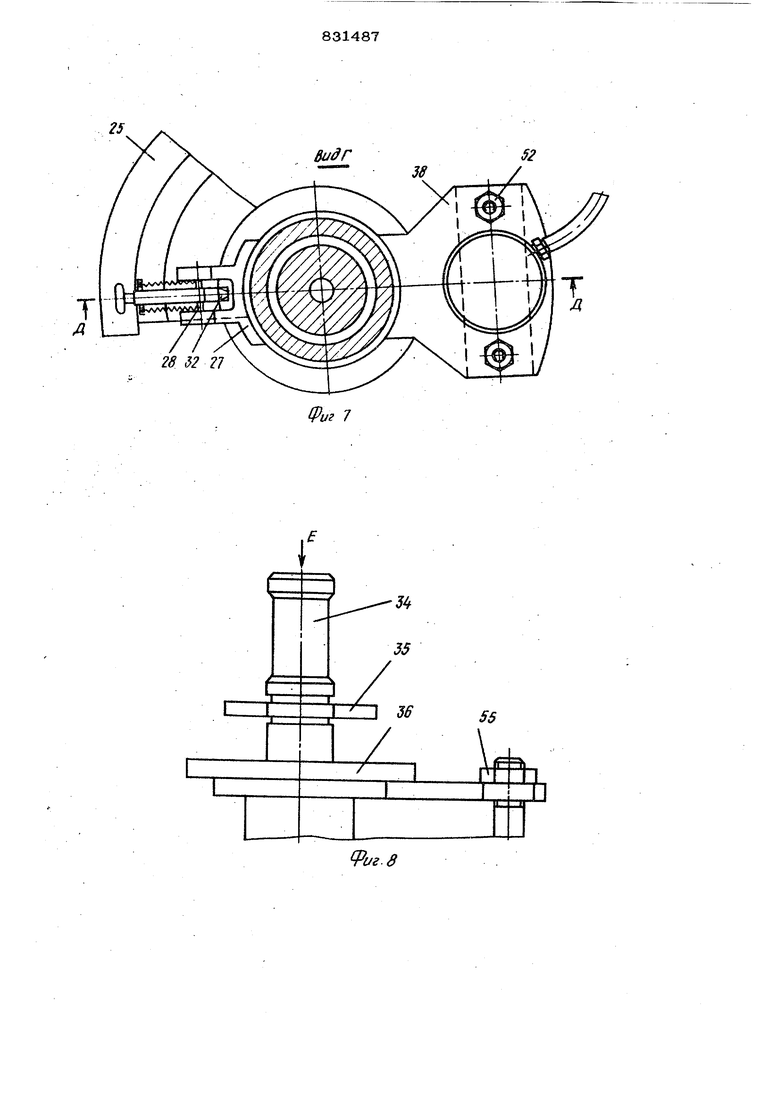
На фиг. 1 изображено предлагаемое многооперационное устройство с автоматической сменой инструмента, общий видр на фиг. 2 - вид А на фиг. 1; на фиг. 3 магазин, общий вид; на фиг. 4 - вид Б на фиг. 3; на фиг. 5 - сечение В-В на фиг. 3; на 4«г. 6 - сечение Д-Д на фиг. 7; на фиг. 7 - вид Г на фиг. 6; на фиг. 8 - хвостовик инструмента; на фиг. 9 вид Е на фиг. В; на фиг. 10 - захват для плоских деталей; на фиг. 11 - резьбозавертываклцая головка.
Многооперационное устройство,с автоматической сменой инструмента содержит следующие основные узлы и механизмы (фиг. 1)..
Поворотный шпиндель 1 манипулирующего органа установлен в корпусе 2 с возможностью поворота вокруг вертикальной оси 3 и поступательного перемещения вдоль этой оси. В свою очерець, корпус 2, вместе с установленным в нем шпинделем, имеет возможность поворота вокруг оси 4 которая крепится на неподвижной стойке 5, манипулятора. На направляющих основания 6 в горизонтальной плоскости с возможностью возвратно-по- ступательного перемещения установлена каретка 7. По направляющим 8 хачения каретки 7 перемещается координатный стол 9 в направлении, перпендикулярном перемещению каретки 7, образуя при этом координатную систему позиционирования. На координатном столе 9 установлена плита 10, на кото{эой расположены кассеты с собираемыми деталями 11, сборочные приспособления 12 и магазин 13с набором быстросменного инструмента 14, в которс могут быть сборочные головки и захваты, в том числе пневматические. Собранные изделия удаляются из зоны i; сборки по наклонному лотку 15 и поступают в общецеховую транспортную систе му. На поворотном шпинделе 1 смонтиро- ваны части механизма 16 фиксации и механизма 17 для присоединения инструмента к системе подвода воздуха.
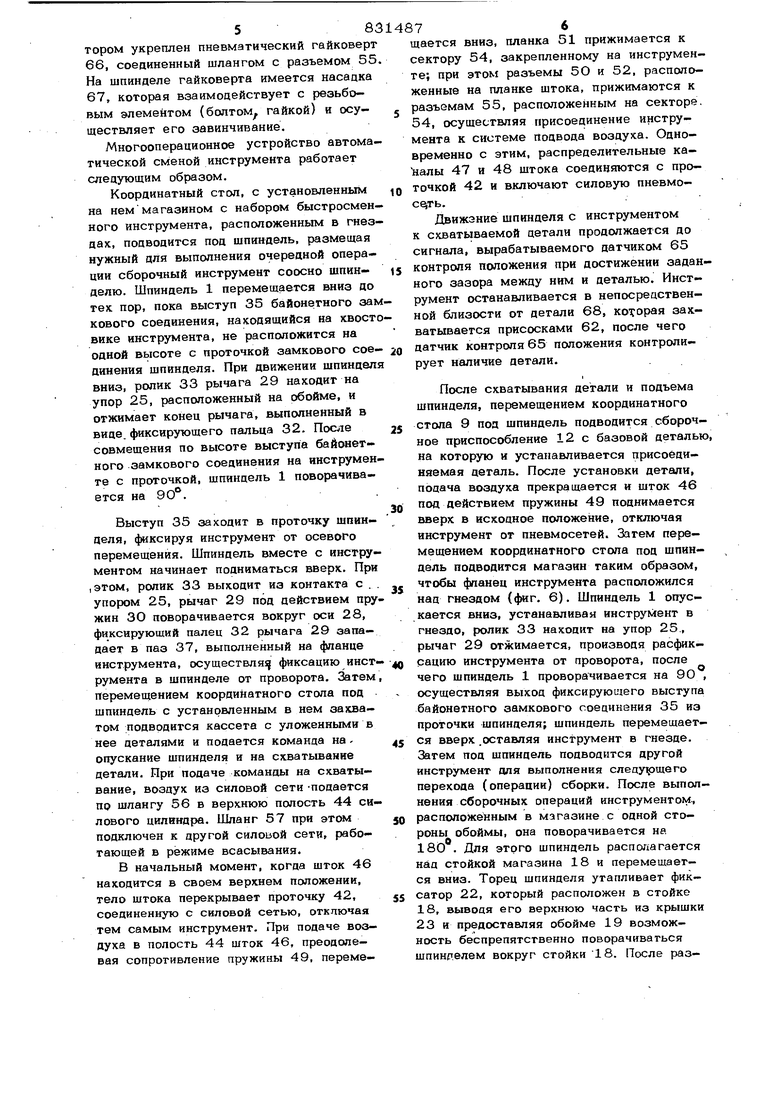
Магазин для инструментов (4й1Г. 3) состоит из жестко закрепленной на коор- : цинатном столе стойки 18 и обоймы 19, смонтированной на ней с возможностью поворота на радиально-упорном подшипнике 2О. В стойке 18 расположен поджаты пружиной 21 фиксатор 22. Обойма 19 имеет крышку 23.и гнезда 24, в которы расположены быстросменные инструменты хвостовиками вверх. На обойме 19 имеюся упоры 25, выполненные в вице части плоского кольца и укрепленные на подстаках 26. Механизм автоматической фиксации инструмента в шпинделе выполнен из двух частей (фиг. 6 и 7), одна из которых смонтирована на шпинделе, а вторая на хвостовике инструмента. На шпинделе 1 жестко крепится кронштейн 27, имеющий ось 28, на которой установлен качающийся рычаг 29, натянутый пружинами 30, один конец которых закреплен на рыча ге, а второй на планке 31, жестко укрепленной на кронштейне. Один конец рычага выполнен в виде фиксирующего пальца 32, а другой - оснащен роликом 33. Хвостовики всех инструментов (фиг. 8 и 9) выполнены одинаковыми и содержат цилиндрическую часть 34, фиксирующий выступ 35 байонетного замкового соединения и фланец 36, на котором выполнен паз 37.
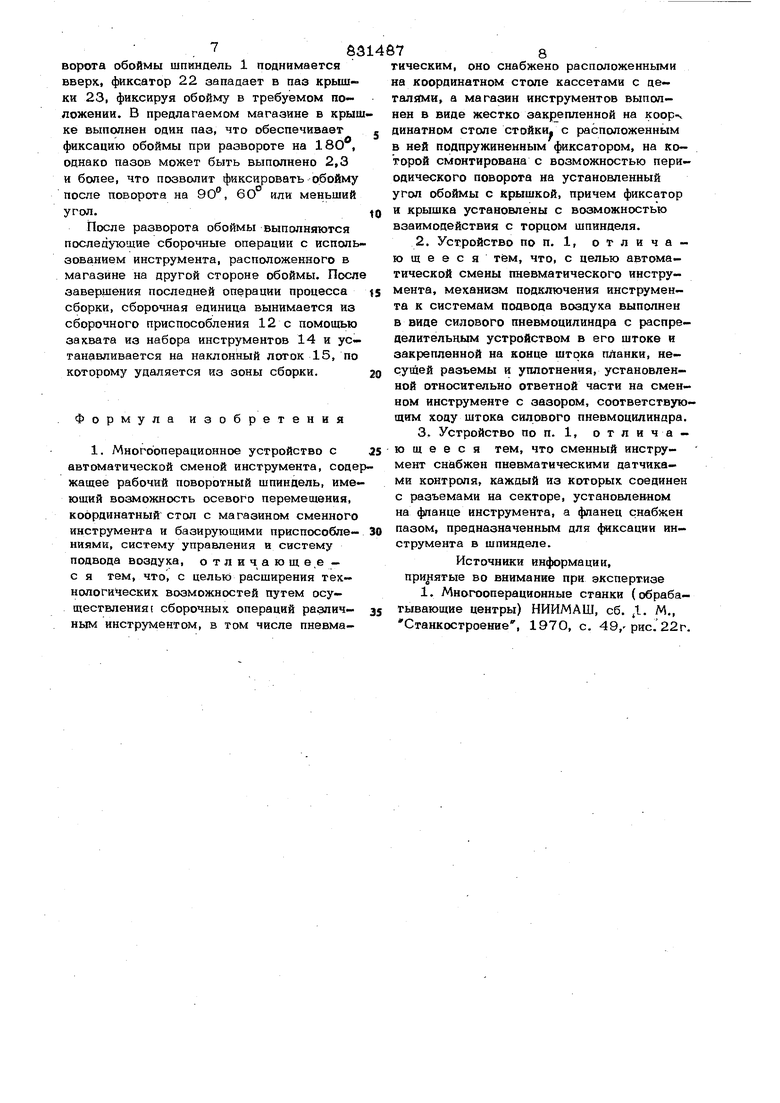
С другой стороны шпинделя 1 на кронштейне 38 крепится часть механизма присоединения инструмента к системе подвода воздуха. Эта часть механизма - представляет собой силовой цилиндр 39 с запрессованным в него стаканом 40; стакан зафиксирован винтами 41 и имеет на внутренней поверхности.проточку 42. Гибкая мембрана 43 делит полость цилиндра на две части: верхнюю 44 и нижнюю 45. Внутри стакана 4О с возможностью осевого перемещения установлен шток 46 с распределительными каналами 47 и 48. Шток Удерживается в верхнем полотКении пружиной 49. К торцу штока при помощи фигурного болта-разъема си«ловой пневмосети 50 прикреплена лланка 51, на которой находятся разъекА 1 52 контрольной пневмосети и уплотнения 53. Для питания контрольной пневмосети используется любая из известных станций ;. подготовки воздуха.
На фланце и,нструмента укреплен сектор 54 с разъемами 55. Шланги 56 и 57 и штуцеры 58 и 59 служат дли подвода воздуха из силовой пневмосети.
На теле 6О инструмента для захвата плоских деталей типа прокладок (фиг. Ю имеется фланец 61 с установленными на нем присосками 62, которые посредством воздуководных каналов 63 и шлангов 64 соединены с разъемами 55. Инструмент снабжен датчиком контроля положения 65 который связан с системой управления и контрольной пневмосетью системы подвода воздуха.
Пневматическая резьб озавертывающая головка, вклк чаемая в набор инструмента при наличии резьбовых соединений (4«ir. 11), состоит из хвостовика, на ко58тором укреплен пневматический гайковер 66,соединенный шлангом с разъемом 5 На шпинделе гайковерта имеется насадка 67,которая взаимодействует с резьбовым элементом (болтом гайкой) и осуществляет его завинчивание. Многооперационное устройство автома тической сменой инструмента работает следующим образом. Координатный стол, с установленным на неммагазином с набором быстросмен ного инструмента, расположенным в гнез дах, подводится под шпиндель, размещая нужный для выполнения очередной операции сборочный инструмент соосно шпикделю. Шпиндель 1 перемещается вниз до тех пор, пока выступ 35 байонетного за кового соединения, находящийся на хвост вике инструмента, не расположится на одной высоте с проточкой замкового сое динения шпинделя. При движении шпиндел вниз, ролик 33 рычага 29 находит на упор 25, расположенный на обойме, и отжимает конец рычага, выполненный в виде, фиксирующего пальца 32. Flocvie совмещения по высоте выступа байонетного замкового соединения на инструмен те с проточкой, шпиндель 1 поворачивается на 90 . Выступ 35 заходит в проточку шпинделя, фиксируя инструмент от осевого перемещения. Шпиндель вместе с инструментом начинает подниматься вверх. При ,этом, ролик 33 выходит из контакта с . упором 25, рычаг 29 под действием пру жин 30 поворачивается вокруг оси 28, фиксирующий палец 32 рычага 29 западает в паз 37, выполненный на фланце инструмента, осуществля фиксацию инструмента в шпинделе от проворота. Затем перемещением координатного стола под шпиндель с установленным в нем захватом подводится кассета с уложенными в нее деталями и подается команда наопускание шпинделя и на схватывание детали. При подаче команды на схватывание, воздух из силовой сети -подается по шлангу 56 в верхнюю полость 44 силового цилиндра. Шланг 57 при этотл подключен к другой силовой сети, работающей в режиме всасывания. В начальный момент, когда шток 46 находится в своем верхнем положении, тело штока перекрывает проточку 42, соединенную с силовой сетью, отключая тем самым инструмент. При подаче воздуха в полость 44 шток 46, преодолевая сопротивление пружины 49, переме- 7 щается вниз, планка 51 прижимается к сектору 54, закрепленному на инструменте; при этом разъемы 5О и 52, расположенные на планке штока, прижимаются к разъемам 55, расположенным на секторе. 54, осуществляя присоединение инструмента к системе подвода воздуха. Одновременно с этим, распределительные каналы 47 и 48 штока соединяются с проточкой 42 и включают силовую пневмосе ть. Движэние шпинделя с инструментом к схватываемой детали продолжается до сигнала, вырабатываемого датчиком 65 контроля положения при достижении заданного зазора между ним и деталью. Инструмент останавливается в непосредственной близости от детали 68, которая захватывается присосками 62, после чего датчик контроля 65 положения контролирует наличие детали. После схватывания детали и подъема шпинделя, перемещением координатного стола 9 поя шпиндель подводится сборочное приспособление 12 с базовой деталью, на которую и устанавливается присоединяемая деталь. После установки детали, подача воздуха прекращается и шток 46 под действием пружины 49 поднимается вверх в исходное положение, отключая инструмент от пневмосетей. Затем перемещением координатного стола под шпиндель подводится магазин таким образом, чтобы фланец инструмента расположился над гнездом (фиг. 6). Шпиндель 1 опускается вниз, устанавливая инструмент в гнездо, ролик 33 находит на упор 25, рычаг 29 отжимается, производя расфиксацию инструмента от ароворота, после чего шпиндель 1 проворачивается на 90, осуществляя выход фиксирующего выступа байонетного замкового соецинания 35 из проточки шпинделя; шпиндель перемещает- ся вверх .оставляя инструмент в гнезде. Затем под шпиндель подводится другой нструмент для выполнения следующего перехода (операции) сборки. После выполения сборочных операций инструментом., асположенным в магазине с одной стооны обоймы, она поворачивается на 80 . Для этого шпиндель располагается ад стойкой магазина 18 и перемещаетя вниз. Торец шаинделя утапливает фик- атор 22, который расположен в стойке 8, выводя его верхнюю часть из крышки 3 и предоставляя обойме 19 возможость беспрепятственно поворачиваться пинделем вокруг стойки 18. После разворота обоймы шпиндель 1 поднимается вверк, фиксатор 22 западает в паз крышки 23, фиксируя обойму в требуемом положении. В предлагаемом магазине в крышке выполнен один паз, что обеспечивает фиксацию обоймы при развороте на 180 , однако пазов может быть выполнено 2,3 и более, что позволит фиксировать обойму после поворота на 90, 6О или меньший угол.
После разворота обоймы выполняются последующие сборочные операции с использованием инструмента, расположенного в магазине на другой стороне обоймы. После завершения последней операции процесса сборки, сборочная единица вынимается из сборочного приспособления 12 с помощью заквата из набора инструментов 14 и устанавливается на наклонный лоток 15, по которому удаляется из зоны сборки.
Формула изобретения
1. Многооперационное устройство с автоматической сменой инструмента, содержащее рабочий поворотный шпиндель, имеющий возможность осевого перемещения, координатный стол с магазином сменного инструмента и базирующими приспособлекиями, систему управления и систему подвода воздуха, отличающее - с я тем, что, с целью расширения технологических возможностей путем осуществления сборочных операций различным инструментом, в том числе пневмав314в7
8
тическим, оно снабжено расположенными на координатном столе кассетами с деталйми, а магазин инструментов выполнен в виде жестко закрепленной на коор-ч динатном столе стойки, с расположенным в ней подпружиненным фиксатором, на которой смонтирована с возможностью периодического поворота на установленный угол обоймы с крышкой, причем фиксатор и крышка установлены с возможностью взаимодействия с торцом шпинделя.
2.Устройство по п. 1, отличающееся тем, что, с целью автоматической смены пневматического инструмента, механизм подключения инструмента к системам подвода воздуха выполнен
в виде силового пневмоцилиндра с распределительным устройством в его штоке и закрепленной на конце штока планки, несущей разъемы и уплотнения, установленной относительно ответной части на сменном инструменте с зазором, соответствующим ходу штока силового пневмоцилинара.
3,Устройство по п. 1, отличающееся тем, что сменный инструмент сн1абжен пневматическими датчиками контроля, каждый из которых соединен с разъемами на секторе, установленном на фланце инструмента, а фланец снабжен пазом, предназначенным для фиксации инструмента в шпинделе.
Источники информации, принятые во внимание при экспертизе
1. Многооперационные станки (обрабатывающие центры) НИИМАШ, сб. Д. М., Станкостроение, 1970, с. 49,-рис. 22г.
fpue /
831487
видА ////
//
3
г
иг.5
| название | год | авторы | номер документа |
|---|---|---|---|
| Многооперационный сборочный центр | 1985 |
|
SU1271717A1 |
| Устройство для крепления и смены оптических головок лазерных технологических комплексов | 1990 |
|
SU1796384A1 |
| Устройство для координатной обработки отверстий осевым инструментом | 1990 |
|
SU1784411A1 |
| Многооперационный станок с ЧПУ | 1985 |
|
SU1305000A1 |
| Многоинструментальный двусторонний агрегатный станок | 1986 |
|
SU1386415A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1978 |
|
SU779037A1 |
| Автоматический сборочный комплекс | 1987 |
|
SU1521545A1 |
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1991 |
|
RU2022752C1 |
| Многооперационный станок с ЧПУ и автоматической сменой инструмента | 1989 |
|
SU1699757A1 |
| Устройство для автоматической смены инструментов | 1984 |
|
SU1175655A1 |

Г
Фиг 7
