О Oi 00 ел
Изобретение относится к цветной металлургии, в частности к электролитическому способу получения алюми ния, и может быть использовано в литейном и формовочном производстве для создания полостей для отливок. 5
Известно катодное устройство электролизера для получения алюминия в способе уменьшения пористости футеровки алюминиевого электролизера, включающее подовую и бортовую футе- Ю ровки из блоков с подовой массой в швах между блоками, трубки для подачи углеводородов, расположенные в бортовой футеровке 1.
Недостатком известного катодного 15 устройства является не достаточно чвысокий срок его службы, обусловленный низкой степенью уплотнения подовой массы.
Наиболее близким по технической п сущности и .достигаемому результату к предлагаемому является катодное устройство в способе уплотнения угольной футеровки алюминиевого электролизера, включающее подовую и борто- jr вую футеровки из блоков с подовой массой в швах между блоками, трубки для подачи углеводородов., расположенные в бортовой футеровке Г2,
Однако стенки трубок между отверcтия м препятствуют равномерному уплотнению швов пироуглеродом. При набойке, в трубки через отверстия могут попадать кусочки массы и забивать каналы трубок, затрудняя подачу углеводородов. Ограниченность пло-35 щади отверстий в трубках приводит к повышению давления в системе и соответствующему снижению скорости подачи углеводородов. Неравномерность распределения лироуглерода в 40 объеме подовой массы приводит к снижению степени уплотнения швов в делом и, следовательно, катодное устройство имеет не достаточно высокий срок службы.45
целью изобретения является увеличение срока службы электролизера за счет повьниения степени уплотнения подовой массы. ,гп
Поставленная цель достигается тем, что в катодном устройстве электроли; ера для получения алюминия, включающем подовую и бортовую футеровки КЗ блоков с подовой массой в швах 1ежду блоками, трубки для подачи уг-,Ь5 леводородгжь, расположенные в бортовой футеровке, в швах подины дополнительно расположена сетка из стрежней, выполненных из легкоплавкого материала, причем стержни сетки сос 60 тыкованы с трубками для подачи углеводородов .
Полное освобождение стенок канаов при расплавлении легкоплавкого материала позволяет многократно уве- 5
личить начальную суммарную площадь сечения для прохождения газа или парообразных углеводородов. При этом снижается давление в системе и появляется возможность увеличить расход подаваемых для уплотнения углеводородов, если это необходимо. Благодаря равномерному распределению фильтрующих по порам углеводородов возрастает степень уплотнения,, так как при одинаковой скорости реакции пиролиза увеличивается площадь внутренней поверхности, на которой выделяется пироуглерод.
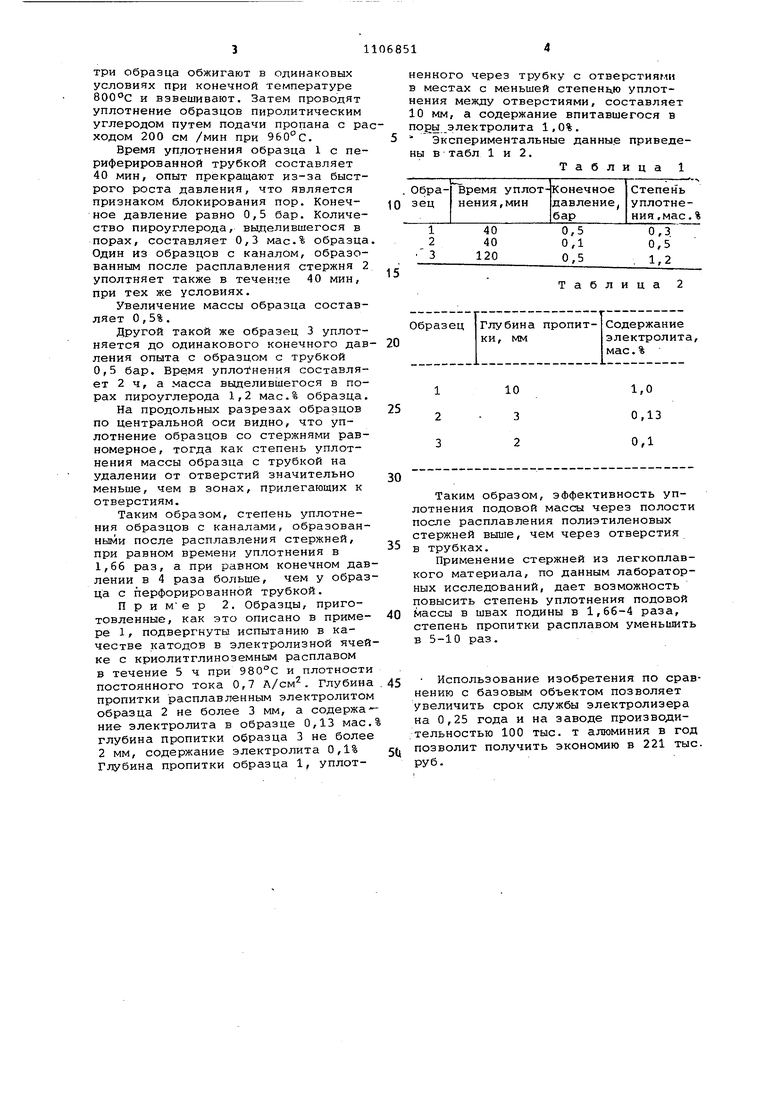
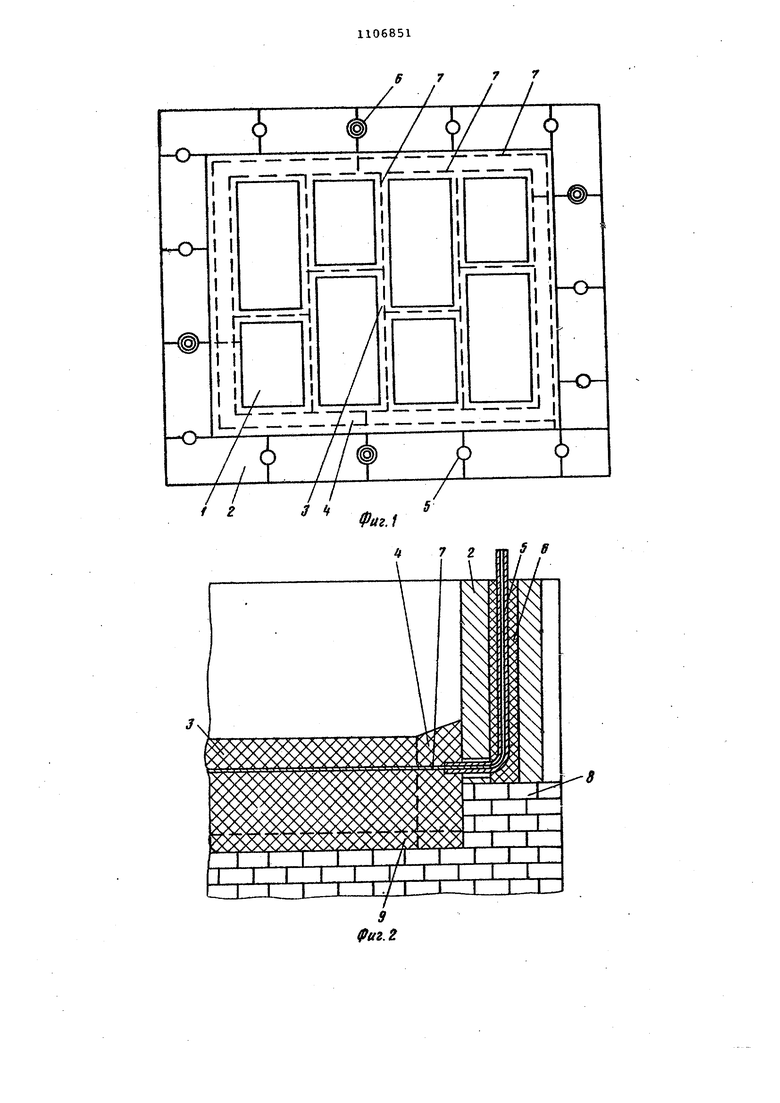
На фиг. 1 дано, расположение стержней в межблочных швах подины; на фиг, 2 - межблочный шов, продольный разрез; на фиг. 3 - схема расположения стержней в набивной подине.
Катодное устройство алюминиевого .электролизера состоит из подовых 1 и бортовых 2 катодных блоков, центральных 3 и периферийных 4 межблочных швов, а также шпоночных пазов 5 бортовых блоков 2, наполняемых подовой массой, трубок 6 для подачи углеводородов, стержней 7 из легкоплавкого материала, кирпичного цоколя 8, подушки из подовой массы 9. Катодный кожух на чертеже не показан.
Устройство работает следуюгцим образом.
Во время обжига стержни 7 из легкоплавкого материала расплавляются и впитываются в поры подовой массы центральных 3 и периферийных 4 межблочных швов или испаряются в зависимости от температуры кипения материала стержней. При температуре поверхности подины 750°С начинается подача углеводородов через трубки б, расположенные в шпоночных пазах 5 бортовых блоков 2. Пиролиз углеводородов в объеме подовой массы, набитой в центральные 3 и периферийные 4 межблочные пазы, при 750-1000°С приводит к заполнению пор и трещин пиролитическим углеродом и уплотнени подины.
П. р и м е р 1. Приготавливают 3 комбинированных образца -из подовой массы и катодных блоков одинаковых размеров - высота 140 мм, длина 150 мм, общая толщина 120 мм, в том числе слоя подовой массы, набитой между вертикально расположенными пластинами из подовых блоко,в 40 мм. На расстоянии 40 мм от верха образцов в один из них закладывают. трубку наружным диаметром 10 мм, заваренную с одного конца с двумя отверстиями диаметром 3 мм на расстоянии друг от 40 мм, обращенными вверх. В два других образца закладывают на той же высоте полиэтиленовые стержни диаметром б мм, состыкованные внутри образца с трубками для подачи углеводородов. Все три образца обжигают в одинаковых условиях при конечной температуре и взвешивают. Затем проводят уплотнение образцов пиролитическим углеродом путем подачи пропана с ра ходом 200 см /мин при 960°с. Время уплотнения образца 1 с периферированной трубкой составляет 40 мин, опыт прекращают из-за быстрого роста давления, что является признаком блокирования пор. Конечное давление равно 0,5 бар. Количество пироуглерода, вьвделившегося в порах, составляет 0,3 мас.% образца Один из образцов с каналом, образованным после расплавления стержня 2 уполтняет также в течение 40 мин, при тех же условиях. Увеличение массы образца составляет 0,5%. Другой такой же образец 3 уплотняется до одинакового конечного дав ления опыта с образцом с трубкой 0,5 бар. уплотнения составляет 2 ч, а масса выделившегося в порах пироуглерода 1,2 мас.% образца. На продольных разрезах образцов по центральной оси видно, что уплотнение образцов со стержнями равномерное, тогда как степень уплотнения массы образца с трубкой на удалении от отверстий значительно меньше, чем в зонах, прилегающих к отверстиям. Таким образом, степень уплотнения образцов с каналами, образованными после расплавления стержней, при равном времени уплотнения в 1,66 раз, а при равном конечном дав лении в 4 раза больше, чем у образ ца с перфорированной трубкой. П р и ме р 2. Образцы, приготовленные, как это описано в примере 1, подвергнуты испытанию в качестве катодов в электролизной ячей ке с криолитглиноземным расплавом в течение 5 ч при 980°С и плотности постоянного тока 0,7 А/см. Глубина пропитки расплавленным электролитом образца 2 не более 3 мм, а содержание электролита в образце 0,13 мас. глубина пропитки образца 3 не более 2 мм, содержание электролита 0,1% Глубина пропитки образца 1, уплотненного через трубку с отверстиями в местах с меньшей степень.ю уплотнения между отверстиями, составляет 10 мм, а содержание впитавшегося в поды электролита 1,0%. Экспериментальные данны.е приведены в табл 1 и 2. Таблица 1 Таблица Таким образом, эффективность уплотнения подовой массы через полости после расплавления полиэтиленовых стержней выше, чем через отверстия в трубках. Применение стержней из легкоплавкого материала, по данным лабораторных исследований, дает возможность повысить степень уплотнения подовой Массы в швах подины в 1,66-4 раза, степень пропитки расплавом уменьшить в 5-10 раз. Использование изобретения по сравнению с базовым объектом позволяет увеличить срок службы электролизера на 0,25 года и на заводе производительностью 100 тыс. т алюминия в год позволит получить экономию в 221 тыс. РУб.
7 7
67
/ I
/ I
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ уплотнения угольной футеровки алюминиевого электролизера | 1979 |
|
SU865989A1 |
| КАТОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1996 |
|
RU2096531C1 |
| СПОСОБ МОНТАЖА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1994 |
|
RU2082828C1 |
| КАТОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1997 |
|
RU2121528C1 |
| Способ монтажа катодного узла электролизера для получения алюминия | 1978 |
|
SU771193A1 |
| СПОСОБ МОНТАЖА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2001 |
|
RU2200212C2 |
| Способ футеровки катода электролизера для получения алюминия | 1991 |
|
SU1826997A3 |
| ФУТЕРОВКА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА С ИНЕРТНЫМИ АНОДАМИ | 2012 |
|
RU2544727C1 |
| Подина алюминиевого электролизера | 1979 |
|
SU857303A1 |
| СПОСОБ МОНТАЖА КАТОДНОЙ ФУТЕРОВКИ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1999 |
|
RU2155823C1 |
КАТОДНОЕ УСТРОЙСТВО ЭЛЕКТРОЛИЗЕРА ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ, включающее подовуюи бортовую футеровки из блоков с подовой массой в швах между блоками, трубки для подачи углеводородов, расположенные в бортовой футеровке, отличающееся тем, что, с целью увеличения срока службы электролизера за счет повьпаения степени уплотнения подовой массы, в швах подины дополнительно расположена сетка.из стержней, выполненных из легкоплавкого материала, причем стержни сетки состыкованы с трубкат , ми для подачи углеводородов . i
77
п
3 ц
1 г
Фаг,1
т S в
1 2 3 / / I
Фиг.З
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ уплотнения угольной футеровки алюминиевого электролизера | 1979 |
|
SU865989A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ уменьшения пористости футеровки алюминиевого электролизера | 1977 |
|
SU638642A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
