сз:
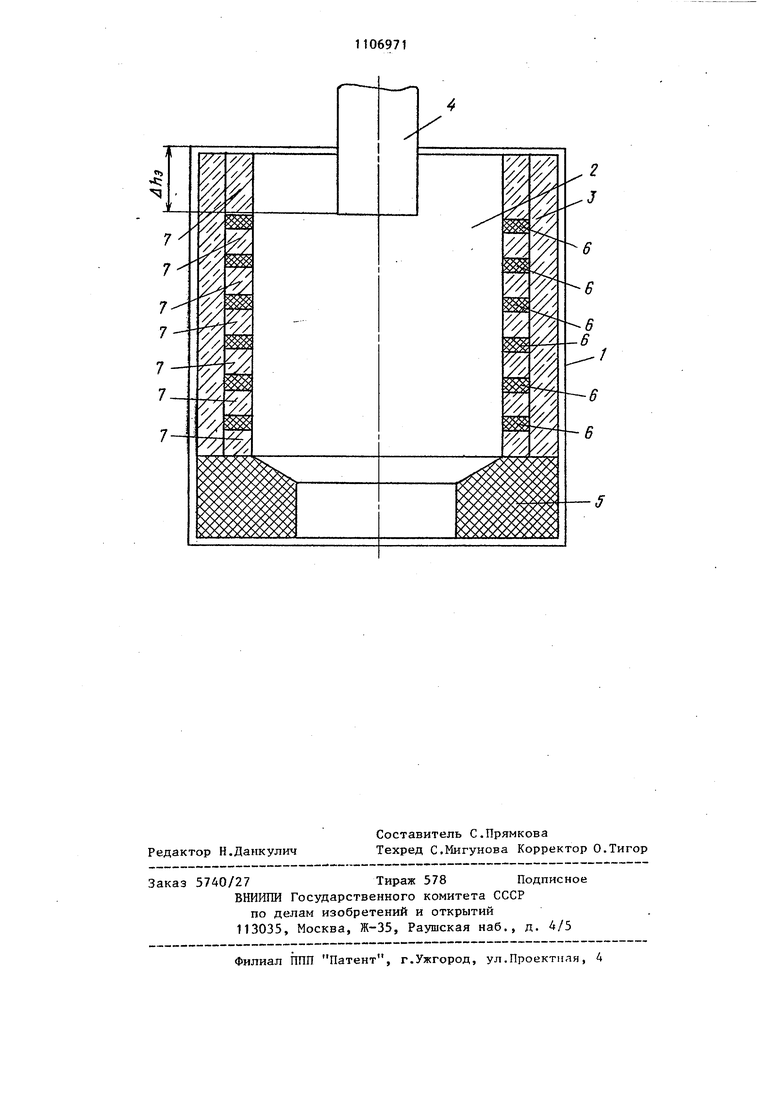
со vj Изобретение относится к черной и цветной металлургии, химической промьшленности, промьшшенности по производству минеральных удобрений, а также нефтепереработки, где необхо дима высокотемпературная прокалка углеродистых материалов типа антраци та, кокса. Известна электропечь ля высокотемпературной прокалки углеродистых материалов, называемая электрокальцинатором, содержащая верхний и нижний электроды, камеру прокалки и камеру выдержки, при этом диаметр каме ры выдержки составляет 0,8-0,9 диаметра прокалочной камеры, а высота 2,0-2,5 диаметра прокалочной камеры С11. Недостатком такой печи являются большие габаритные размеры по высоте из-за наличия дополнительной камеры. Неравномерность температур нагрева углеродистых материалов в прокалочной камере при имеющихся тепловых потерях через футеровку электрокальцинатора приводит к тому что средняя температура материала в камере выдержки не превышает значений 1550-1600°С, что в свою очере снижает качество прокаливаемого ма:териала. i Наиболее близким техническим решением к изобретению является элект ропечь для высокотемпературной прокалки материалов, включающая металлический корпус с футеровкой из электропроводного материала (углеродисты блоков) в верхней части корпуса и из диэлектрического материала (элект роизоляционного) в нижней части кор пуса на высоте 0,4-0,6 высоты стенки 2. I Недостатками известной печи являются неравномерность прокалки по объему печной камеры из-за разделения футеровки по высоте на две части - из углеродистого материала (хо рошо проводящего электрический ток) и из огнеупорного диэлектрика, Электрический ток проходит в печ ной камере по пути наименьшего сопротивления от нижнего торца электро да, установленного в верхней части корпуса, через прокаливаемый материал (в горизонтальной плоскости то ца электрода) на углеродистые блоки затем в районе диэлектрической вста ки ток проходит через прокаливаемый материал к подовому электроду. При 1 1I этом подлежащий прокалке материал разогревается только в зоне между торцом верхнего электрода и углеродистыми блоками и далее в районе, примыкающем к внутренней боковой поверхности диэлектрической вставки. При данной конструкции печи неравномерность прокалки по объему печной камеры составляет 300-400°С и происходит значительный износ углеродистых блоков, особенно в верхней части камеры из-за окисления на воздухе под действием высокого уровня температур . Цель изобретения - повышение равномерности объемной прокалки материала и увеличение износоустойчивости футеровки. Указанная цель достигается тем, что в электропечи для высокотемпературной прокалки материала, содержащей металлический корпус с футеровкой из электропроводного и диэлектрического материала, верхний и подовьш электроды, футеровка выполнена в виде чередующихся по высоте корпуса частей из электропроводного и диэлектрического материала, причем площадь поперечного сечения части футеровки из электропроводного материала составляет 1,5-1,9 площади поперечного сечения верхнего электрода, а суммарная величина высот частей футеровки из диэлектрического материала и расстояния от торца верхнего электрода до первой по высоте футеровки части из электропроводного материала составляет 0,75-0,9 расстояния между верхним и подовым электродами. При этом первая и послейняя части футеровки выполнены из диэлектрического материала. Указанные соотношения геометрических размеров диэлектрических и электропроводных частей футеровки подобраны в результате экспериментальных исследований. При соотношении площади поперечного сечения части футеровки из электропроводного материала менее 1,5 площади поперечного верхнего электрода возможен перегрев части футеровки из электропроводного материала при протекании по ним электрического тока и, соответственно, увеличение мощности потерь в энергозатратах. При увеличении этого соотношение более 1,9 из-за высокого коэффициента теплопроводности частей футеровкн из электропроводного материала возможен пнрегрев кожуха печи вьше допустимых значений и разрушение его При соотношении суммарной величины высот частей футеровки из диэлектрического материала и расстояни от тбрца верхнего электрода до перво го по высоте футеровки части из элек ропроводного материала менее 0,75 рас стояния между верхним и подовым электродами возникает неравномерност прокалки материала, снижается электрический и тепловой коэффциент полез ного действия электропечи, повышается термическая нагрузка на части футеровки из диэлектрического материала, что- приводит к их быстрому разрушению, т.е. происходит остывание ,центральной части объема камеры на 250-300°С, а вблизи внутренней боковой поверхности футеровки из-за уменьшения полезной высоты частей футеровки из диэлектрического материала происходит перегрев прокаливанием материала на 250-300°С выше заданной температуры прокалки. При увеличении вышеуказанного соотношения высот частей футеровки из диэлектрического материала более 0,9 расстояния между верхним и подовым электродами материал, расположенный в центральной части камеры, имеет бо лее высокую температуру (на 150 ) но сравнению с прокаливаемым материалом, находящимся возле боковой поверхности футеровки печи, т.е. возникает неравномерность нагрева обрабатываемого материала. Выполнение первой части футеровки из диэлектрического материала вызвано тем, что в случае выполнения ее из электронроводного материала проис ходит разогрев прокаливаемого материала до 1700-1800°С за счет нротекания электрического тока с верхнего электрода через поверхностный слой прокаливаемого материала, что усложняет работу вспомогательных механиз.мов и конструкций, расположенных над .печью. Выполнение же последней части уутеровки из диэлектрического материала обусловлено обеспечением повышения равномерности прокалки вблизи подового электрода. На чертеже изображена электропечь для высокотемпературной прокалки материала, вертикальньй разрез. . Электропечь для высокотемпературной прокалки материала содержит металлический корпус 1, в который заключена ванна 2 с футеровкой 3 с погруженным в нее верхним электродом 4. В нижней части ванны 2 расположен подовой электрод 5. Футеровка 3 электропечи выполнена по высоте корпуса из чередующихся частей 6 из электропроводного материала и частей 7 из диэлектрического материала. Первая и последняя части футеровки вьшолнены из диэлектрического материала. Подовый электрод 5 выполнен из токопроводящих углеродистых блоков, Электропечь для высокотемпературной прокалки материала работает следующим образом. В ванну 2 загружается сьтучий материал, например, антрацит, кокс или другой углеродсодержащий материал, подлежащий прокалке. При помощи механизма перепуска (не показан) верхний электрод 4 погружается в ванну 2 на глубину до одного диаметра электрода. После завершения подготовительных работ включается электрический ток от верхнего электрода 4. Электрический ток разветвляется на две ветви по углеродсодержащему материалу: 45% тока проходит через центр печи по кратчайшему расстоянию к подовому электроду 5 и 55% тока протекает вблизи боковой поверхност частей 7 футеровки из диэлектрическо го материала и по частям 6 футеровки из электропроводного материала, выпдолняющим роль промежуточных электродов. Токовая цепь замьжается на подовом электроде 5. Равномерное растекание тока по углеродсодержащему материалу, обеспечивает равномерность его прокалки. После достижения полного прогрева ванны до 1700-1800°С материал открытием шибера (не показан) подается в зону охлаждения. Режим работы печи периодической. Выполнение футеровки электропечи из чередующихся по высоте корпуса частей из электропроводного и диэлектрического материала позволяет выравнить токи, протекающие по центру печи и по периферийным зонам, и следовательно, повысить равномерность прокала по объему ванны, а значит и качество прокаленного материала, увеличить износоустойчивость футеровки, снизить величину тепловых и электрических потерь, повысить производительность электропечи.
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрокальцинатор | 1980 |
|
SU883635A1 |
| УСТРОЙСТВО ДЛЯ ПРОКАЛИВАНИЯ УГЛЕРОДИСТЫХ МАТЕРИАЛОВ (ЭЛЕКТРОКАЛЬЦИНАТОР) | 2004 |
|
RU2311599C2 |
| УСТРОЙСТВО ДЛЯ ВЫСОКОТЕМПЕРАТУРНОЙ ОБРАБОТКИ УГЛЕРОДИСТЫХ МАТЕРИАЛОВ (ЭЛЕКТРОКАЛЬЦИНАТОР) | 2008 |
|
RU2396498C1 |
| Электрокальцинатор | 1977 |
|
SU654846A1 |
| ПЕЧЬ ЭЛЕКТРОКАЛЬЦИНАЦИИ СЫПУЧЕГО УГЛЕРОДНОГО МАТЕРИАЛА | 2008 |
|
RU2369815C1 |
| ЭЛЕКТРОКАЛЬЦИНАТОР ДЛЯ ПРОКАЛКИ АНТРАЦИТОВ | 2002 |
|
RU2234037C2 |
| РУДНО - ТЕРМИЧЕСКАЯ ЭЛЕКТРОПЕЧЬ С ГОРЯЧЕЙ ПОДИНОЙ И СИЛЬНОТОЧНЫМ ТОКОПОДВОДОМ | 2013 |
|
RU2550983C1 |
| ЭЛЕКТРОКАЛЬЦИНАТОР НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 2017 |
|
RU2651072C1 |
| ЭЛЕКТРОДНАЯ МАССА ДЛЯ САМООБЖИГАЮЩИХСЯ ЭЛЕКТРОДОВ РУДОВОССТАНОВИТЕЛЬНЫХ ПЕЧЕЙ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 1997 |
|
RU2121989C1 |
| ПЕЧЬ ЭЛЕКТРОКАЛЬЦИНАЦИИ СЫПУЧЕГО УГЛЕРОДНОГО МАТЕРИАЛА | 2003 |
|
RU2244890C1 |
1. ЭЛЕКТРОПЕЧЬ ДЛЯ ВЫСОКОТЕМПЕРАТУРНОЙ ПРОКАЛКИ МАТЕРИАЛА, содержащая металлический корпус с футеровкой из электропроводного и диэлектрического материала, верхний и подовый электроды, отличающаяся тем, что, с целью повышения равномерности объемной прокалки материала и увеличения износоустойчивости футеровки, последняя вьшолне на в виде чередующихся по высоте корпуса частей из электропроводного и диэлектрического материала, причем площадь поперечного сечения части футеровки из электропроводного материала составляет 1,5-1,9 площади поперечного сечения верхнего электрода, а суммарная величина высот частей футеровки из диэлектрического материала и расстояния от торца верхнего электрода до первой по высоте футеровки части из электропроводного материала составляет 0,75-0,9 расстоя(Л ния между верхним и подовым электродами. 2. Электропечь по п. 1, о т л ичающаяся тем, что первая и последняя части футеровки вьтолнены из диэлектрического материала.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Электрокальцинатор | 1977 |
|
SU654846A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР № 675291, кл | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
