Изобретение относится к области металлургии, электротермии, конкретно к печам для электрического обжига углеродсодержащих материалов.
При подготовке сырых углеродсодержащих материалов к последующей переработке применяется операция прокалки (обжига) при температурах не менее 1200°С без доступа воздуха, приводящая к удалению из прокаливаемого материала любой влаги, летучих веществ и водорода, а также к его структурной перестройке - укрупнению кристаллитов и графитизации углерода. Степень графитизации материала определяется максимальной температурой и продолжительностью его обработки.
В результате проведения обжига в материале происходит снижение содержания шлака, повышение содержания графита и повышение электропроводности.
Одним из способов обработки углеродистого материала, такого как антрацит, пековый кокс, металлургический кокс и нефтяной кокс, является электрический обжиг, осуществляемый за счет джоулева тепла, выделяющегося при протекании электрического тока через слой прокаливаемого материала.
Печь для проведения электрического обжига (электрокальцинатор) представляет собой вертикальный канал, где подвергаемый обжигу материал подается через верхнюю часть, а через нижнюю - выгрузка обоженного материала. Электрическое напряжение подается в электрокальцинатор через угольные электроды, расположенные в верхней и нижней частях печи. Время пребывания обрабатываемого материала в зоне прокаливания регулируется скоростью выгрузки обоженного материала из электрокальцинатора.
Известно устройство для электрического обжига углеродсодержащего материала [1], представляющее собой вертикально расположенную футерованную огнеупорным материалом печь, имеющую верхний и нижний электроды, входное отверстие в верхней части печи для подачи углеродсодержащего материала и устройство в нижней части печи для выпуска обожженного материала.
Конструктивно известное устройство [1] состоит из следующих основных элементов: вертикального футерованного кожуха, футерованного свода с центральным отверстием под верхний электрод и для загрузки материалов и боковыми отверстиями для отвода отходящих газов, установленных соосно с кожухом верхнего и нижнего электродов, подового диска и механизма разгрузки, являющегося вращаемым скрепером.
Вертикально установленный футерованный кожух, имеющий цилиндрическую форму, образует с футерованным сводом и подовым диском полость, в которой проходит прокаливание материала. Соосно футерованному кожуху сверху и снизу в полость устройства введены электроды, подводящие к материалу напряжение, за счет чего по материалу протекает электрический ток. Сверху кожух перекрыт футерованной крышкой, имеющей центральное отверстие для прохода верхнего электрода и подачи материалы на прокалку и боковое - для отвода отходящих газов. В нижней части кожуха расположен механизм разгрузки, предназначенный для выгрузки прокаленного материала и частичного его охлаждения.
Известное устройство [1] работает следующим образом. Сверху в полость кожуха через крышку непрерывно подается сырье на переработку. По мере опускания материала последний попадает в межэлектродное пространство, где через него начинает протекать электрический ток, приводящий к разогреву материала. В зоне максимального разогрева температура материала поднимается свыше 2500°С, что позволяет более полно удалить из него летучие составляющие и осуществить его графитизацию. Затем прокаленный материал попадает в зону охлаждения, в результате чего его температура понижается до 1000°С. Далее материал через механизм разгрузки поступает на охлаждающий конвейер.
К недостаткам известного устройства [1] следует отнести неравномерность тепловой обработки в ходе процесса обжига, когда температура между электродами в центре печи является очень высокой, свыше 2500°С, в то время как температура в периферийной части печи существенно ниже, между 800°С и 1200°С. Таким образом, окончательный продукт обжига, выходящий из нижней части печи, отличается неоднородностью по отношению к содержанию шлака, графита и электропроводности.
Наиболее близким по технической сущности и достигаемым результатам техническим решением является обжиговая печь для электрического обжига углеродсодержащего материала [2], позволяющая повысить равномерность качества обоженного материала за счет выпуска последнего в виде двух потоков. Материал, обоженный в центральной части, подвергается обработке с температурой свыше 2300°С, а материал из периферийной части обжигается при температурах от 2300°С до 800°С.
Конструктивно известная обжиговая печь [2] аналогична известному устройству [1], состоящему из следующих основных элементов: вертикального футерованного кожуха, футерованного свода с центральным отверстием под верхний электрод и для загрузки материалов и боковыми отверстиями для отвода отходящих газов, установленных соосно с кожухом верхнего и нижнего электродов, подового диска и механизма разгрузки, являющегося вращаемым скрепером. Дополнительно обжиговая печь [2] содержит открытые цилиндрические кольца, расположенные в верхней и нижней частях печи, дополнительный механизм разгрузки для выпуска периферийной части обоженного материала, а также шахтный ствол в верхней части печи для периферийной подачи материала на обжиг.
Известная обжиговая печь [2] работает следующим образом. Центральное и периферийное отверстия и шахтные стволы, используемые для подачи материала, сохраняются заполненными необожженным материалом, в то время как поток через печь регулируют с помощью устройств выпуска. Скорость выпуска регулируют таким образом, что получается по существу движение поршневого типа углеродсодержащего материала в направлении вниз через печь. По существу не происходит смешивания материала, который был обожжен при низкой температуре в периферийной части печи, и материала, который был обожжен при высокой температуре в центре печи.
Обожженный материал, который выпускается через центральное устройство выпуска, будет иметь высокое качество в отношении низкого содержания шлаков, высокой электропроводности и высокой степени графитизации.
Недостатком известной обжиговой печи является получение достаточно большого количества материала, прошедшего обжиг при низких температурах, с низким уровнем свойств, либо требующего его дополнительной обработки, либо для применения в неответственной продукции.
Техническим результатом настоящего изобретения является повышение однородности обоженного материала при обеспечении его высокой электропроводности и степени графитизации.
Технический результат достигается тем, что устройство для прокаливания углеродистых материалов за счет пропускания электрического тока (электрокальцинатор) состоит из вертикального футерованного кожуха, футерованного свода с центральным отверстием под верхний электрод и для загрузки материалов и боковыми отверстиями для отвода отходящих газов, установленных соосно с кожухом верхнего и нижнего электродов, подового диска и механизма разгрузки. Особенностью электрокальцинатора является то, что полость вертикального футерованного кожуха представляет собой гантелеобразную фигуру переменного по высоте сечения. При этом узкая часть кожуха располагается по высоте между электродами, а две широкие части - на уровне электродов.
Электрокальцинатор имеет следующие соотношения:
- диаметр верхнего электрода составляет 0,3...0,6 от диаметра узкой части кожуха;
- диаметр узкой части кожуха составляет 0,3...0,7 от расстояния между электродами;
- площадь узкой части кожуха составляет 0,3...1,0 от площади отверстия разгрузки.
Футеровка кожуха выполнена двухслойной, состоящей из рабочего огнеупорного и внешнего теплоизоляционного слоев. Огнеупорный слой футеровки в зоне широкой части кожуха состоит из неэлектропроводного материала с рабочей температурой до 1800°С и твердостью не более 5,0, а в зоне узкой части кожуха - из электропроводного материала с рабочей температурой до 2500°С и твердостью не менее 5,0 по шкале Мооса.
Отношение расстояния между электродами к высоте слоя огнеупорного электропроводного материала находится в пределах 0,8...1,2.
Применение гантелеобразной формы футерованного кожуха устройства обусловлено необходимостью обработки всего объема поступающего материала при температурах не менее 2000°С. В этом случае поступающий на переработку материал, загружаемый по периферии верхнего электрода, в межэлектродном пространстве будет сдвигаться в центральную часть, попадая в зону протекания электрического тока.
Такое движение материала с попаданием всех частей материала в зону воздействия электрического тока обеспечивает его нагрев до требуемых температур прокаливания при достаточной выдержке.
Приведенные ограничения по соотношению размеров кожуха устройства определяются спецификой проводимых в устройстве операций и характером движения материала внутри кожуха.
Так, соотношение диаметров верхнего электрода и узкой части кожуха, а также диаметра узкой части кожуха к расстоянию между электродами определяется возможным характером тепловых полей, образующихся при протекании по материалу электрического тока, а также временем пребывания материала в зоне температур прокалки.
При соотношении диаметров верхнего электрода к узкой части кожуха менее 0,3 и при соотношении диаметра узкой части кожуха к расстоянию между электродами более 0,7 часть материала, находясь на периферии, не попадает в область требуемых температур прокаливания, что снижает качество прокаленного материала. При соотношении диаметров верхнего электрода к узкой части кожуха более 0,6 и соотношении диаметра узкой части кожуха к расстоянию между электродами мене 0,3 существенно возрастает скорость движения материала по вертикали, что ведет к значительному снижению производительности устройства.
Отношение площадей узкой части кожуха к отверстию разгрузки также определяет возможность вывода прокаленного материала из полости кожуха, а также возможность охлаждения материала до температур мене 1000°С, необходимых для дальнейшей переработки.
При соотношении менее 0,3 материал, находясь в центре потока, практически не охлаждается и его температура существенно выше 1000°С, а при соотношении более 1,0 может произойти зависание материала в канале выгрузки.
Применение двухслойной футеровки кожуха устройства позволяет за счет применения огнеупорного материала обеспечить прогрев всего материала до требуемых температур, но при этом, вследствие применения теплоизоляционного материала, снизить тепловые потери через кожух устройства и не подвергать металлоконструкции устройства воздействию высоких температур. При этом применение огнеупорного слоя в виде слоев разных материалов позволяет при низких капитальных затратах на футеровку устройства обеспечить высокую ее стойкость. В районе узкой части кожуха применение высокотемпературного материала с высокой твердостью позволяет поднять температуру обрабатываемого углеродистого материала до достаточно высоких температур без разрушения и истирания огнеупорного слоя футеровки. В широкой части кожуха возможно применение огнеупорного материала с меньшей температурной стойкостью и меньшей твердостью ввиду существенно более низких температурных и механических нагрузок.
Кроме того, использование электропроводного огнеупорного материала в узкой части кожуха позволяет расширить зону высоких температур в сечении электрокальцинатора за счет тепловыделения при протекании части электрического тока по поверхности огнеупорного слоя.
Отношение расстояния между электродами к высоте электропроводного огнеупорного материала определяется характером электрического поля и тока, протекаемого между электродами как через прокаливаемый материал, так и по электропроводной футеровке.
При соотношении менее 0,8 высота электропроводного дорогостоящего материала становится чрезмерной, что снижает экономические показатели использования устройства, а при соотношении более 1,2 возможен износ менее огнеупорного материала с разрушением оборудования.
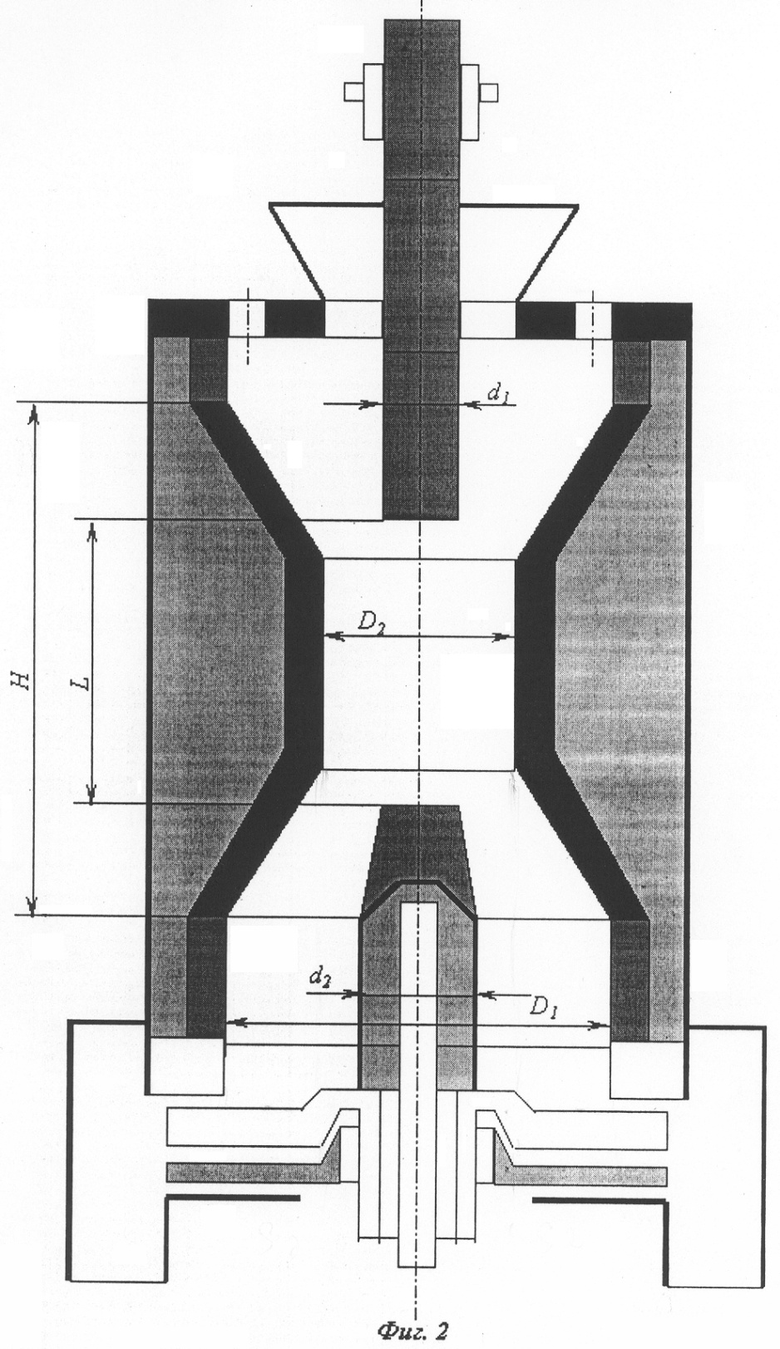
На фиг.1 представлен общий вид предложенного устройства для прокаливания углеродистых материалов (электрокальцинатора), на фиг.2 показаны основные соотношения размеров устройства.
Устройство состоит из следующих основных узлов: вертикального футерованного кожуха 1, футерованного свода 2, верхнего 3 и нижнего 4 электродов, подового диска 5 и механизма разгрузки 6 (Фиг.1).
Электрокальцинатор представляет собой вертикальный кожух 1, выложенный изнутри двумя слоями футеровочных материалов: теплоизоляционного 7 и огнеупорного. состоящего из двух видов материалов - неэлектропроводного с относительно низкой твердостью 8 и электропроводного с высокой твердостью 9.
Сверху и снизу внутрь кожуха соосно с ним введены два электрода - верхний 3 и нижний 4. Верхний электрод 3 закрепляется в подвешенном состоянии в токоподводе 10, а нижний устанавливается на фальшниппеле 11.
Сверху кожух печи закрыт футерованным сводом 2, имеющим центральное отверстие 12 для прохода верхнего электрода 3 и для подачи материала из печного бункера 13. Кроме того, имеется боковое отверстие 13 для отвода отходящих газов, подсоединяемое к газоходному тракту.
В нижней части кожуха размещен подовый диск 5, имеющий центральное отверстие для прохода фальшниппеля 11 нижнего электрода 4.
В нижней части кожуха размещается механизм разгрузки 6, содержащий подвижные ножи 14, соскребающие по подовому диску 5 прокаленный материал к вертикальным течкам 15. Через вертикальные течки материал выходит на внешний конвейер для охлаждения.
На фиг.2 показаны основные размеры электрокальцинатора, которые учитываются в приводимых в заявке соотношениях:
- d1 - диаметр верхнего электрода;
- d2 - диаметр основания нижнего электрода;
- D1 - диаметр широкой части кожуха;
- D2 - диаметр узкой части кожуха;
- L - расстояние между электродами;
- Н - высота слоя огнеупорного электропроводного материала;
- S1 - площадь узкой части кожуха (S1=πD2 2/4);
- S2 - площадь отверстия разгрузки (S2=π(D1 2-d2 2)/4).
Электрокальцинатор работает следующим образом. Исходный материал внешним транспортным устройством подается к электрокальцинатору и загружается в печной бункер 13, откуда он под собственным весом через центральное отверстие 12 свода 2 подается в полость кожуха 1. Вследствие гантелеобразной формы полости кожуха 1 по мере движения материал смещается в центральную часть кожуха и попадает в область протекания электрического тока, под действием которого разогревается до требуемой температуры. В дальнейшем материал проходит узкую межэлектродную зону и выходит на периферию вокруг нижнего электрода 4 и выгружается на подовый диск 5 с подового диска 5 материал подвижными ножами сгребается в вертикальные течки 15 и выводится из устройства на внешний водоохлаждаемый конвейер.
Наличие электропроводного слоя огнеупорной футеровки при протекании электрического тока приводит к его разогреванию, что, в конечном счете, приводит к снижению температурного перепада по горизонтальному сечению прокаливаемого материала и выравниванию свойств последнего.
Выделяющиеся в процессе прокалки летучие вещества смешиваются с подсасываемым воздухом и выводятся из устройства через боковое отверстие 6 футерованного свода 2 в газоходную систему.
Пример конкретного использования устройства для прокаливания углеродистых материалов.
Представленный на фиг.1 электрокальцинатор предназначен для прокаливания антрацита.
Устройство имеет следующие основные размеры:
- диаметр верхнего электрода - d1=610 мм;
- диаметр основания нижнего электрода - d2=900 мм;
-диаметр широкой части кожуха - D1=1900 мм;
- диаметр узкой части кожуха - D2=1000 мм;
- расстояние между электродами - L=2150 мм;
- высота слоя огнеупорного электропроводного материала - Н=2100 мм;
- площадь узкой части кожуха - S1=πD2 2/4=785 тыс. мм2;
- площадь отверстия разгрузки - S2=π(D1 2-d2 2)/4=150 тыс. мм2.
Поступающий на прокаливание антрацит должен содержать остаточную влагу не более 3% и летучих на уровне 15%. Попадая внутрь кожуха 1, антрацит разогревается до температур от 2000°С на периферии узкой зоны до 2300°С в ее центре. При производительности устройства 800 кг/час скорость опускания материала в узкой части кожуха составит до 10 мм/мин. При этом время нахождения материала в межэлектродном пространстве составляет около 4 часов, что позволяет прокалить материал до полного удаления из него влаги и летучих компонентов.
Полученный материал имеет удельное электрическое сопротивление в пределах 300±100 Ом·мм/м, тогда как материал, обработанный в электрокальцинаторе известной конструкции [1], имеет данную характеристику в пределах 450±250 Ом·мм/м.
Таким образом, достигается повышение качества прокалки материала при обеспечении его высокой однородности его свойств.
ИСТОЧНИКИ ИНФОРМАЦИИ
1. Международная заявка WO 80/02740, МПК7 F27D 11/04, опубликована 11.12.1980.
2. Патент РФ RU 2167377, МПК7 F27В 1/09, F27D 11/04, опубликован 20.05.2001.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕЧЬ ЭЛЕКТРОКАЛЬЦИНАЦИИ СЫПУЧЕГО УГЛЕРОДНОГО МАТЕРИАЛА | 2008 |
|
RU2369815C1 |
| УСТРОЙСТВО ДЛЯ ВЫСОКОТЕМПЕРАТУРНОЙ ОБРАБОТКИ УГЛЕРОДИСТЫХ МАТЕРИАЛОВ (ЭЛЕКТРОКАЛЬЦИНАТОР) | 2008 |
|
RU2396498C1 |
| Электропечь для высокотемпературной прокалки материала | 1982 |
|
SU1106971A1 |
| РУДНО - ТЕРМИЧЕСКАЯ ЭЛЕКТРОПЕЧЬ С ГОРЯЧЕЙ ПОДИНОЙ И СИЛЬНОТОЧНЫМ ТОКОПОДВОДОМ | 2013 |
|
RU2550983C1 |
| Электрокальцинатор непрерывного действия | 1986 |
|
SU1434224A1 |
| СПОСОБ ЭЛЕКТРОКАЛЬЦИНАЦИИ СЫПУЧЕГО УГЛЕРОДНОГО МАТЕРИАЛА | 2003 |
|
RU2243817C1 |
| Электрокальцинатор | 1977 |
|
SU654846A1 |
| ВАННА-КРИСТАЛЛИЗАТОР УСТАНОВКИ ДЛЯ ПОЛУЧЕНИЯ ФЕРРОТИТАНА ПУТЕМ ЭЛЕКТРОДУГОВОГО ПЛАВЛЕНИЯ РУТИЛА ПОД СЛОЕМ ЗАЩИТНОГО ФЛЮСА | 2007 |
|
RU2377325C2 |
| ЭЛЕКТРОПЕЧЬ СОПРОТИВЛЕНИЯ | 2005 |
|
RU2300720C2 |
| УСТРОЙСТВО ФУТЕРОВКИ ВАННЫ РУДНО-ТЕРМИЧЕСКОЙ ПЕЧИ | 2000 |
|
RU2194933C2 |
Изобретение относится к области металлургии, конкретно к печам для электрического обжига углеродсодержащих материалов. Устройство содержит вертикальный футерованный кожух, установленные соосно с кожухом верхний и нижний электроды. Вертикальный футерованный кожух представляет собой гантелеобразную фигуру с переменным по высоте сечением. Узкая часть кожуха расположена по высоте между электродами, а две широкие части - на уровне электродов. Диаметр верхнего электрода составляет 0,3...0,6 от диаметра узкой части кожуха. Диаметр узкой части кожуха составляет 0,3...0,7 от расстояния между электродами. Площадь сечения узкой части кожуха составляет 0,3...1,0 от площади сечения отверстия разгрузки. Футеровка кожуха выполнена двухслойной, состоящей из рабочего огнеупорного и внешнего теплоизоляционного слоев. Огнеупорный слой футеровки в зоне широкой части кожуха выполнен из неэлектропроводного материала, а в зоне узкой части кожуха - из электропроводного материала. Использование изобретения обеспечивает повышение однородности обожженного материала. 3 з.п. ф-лы, 2 ил.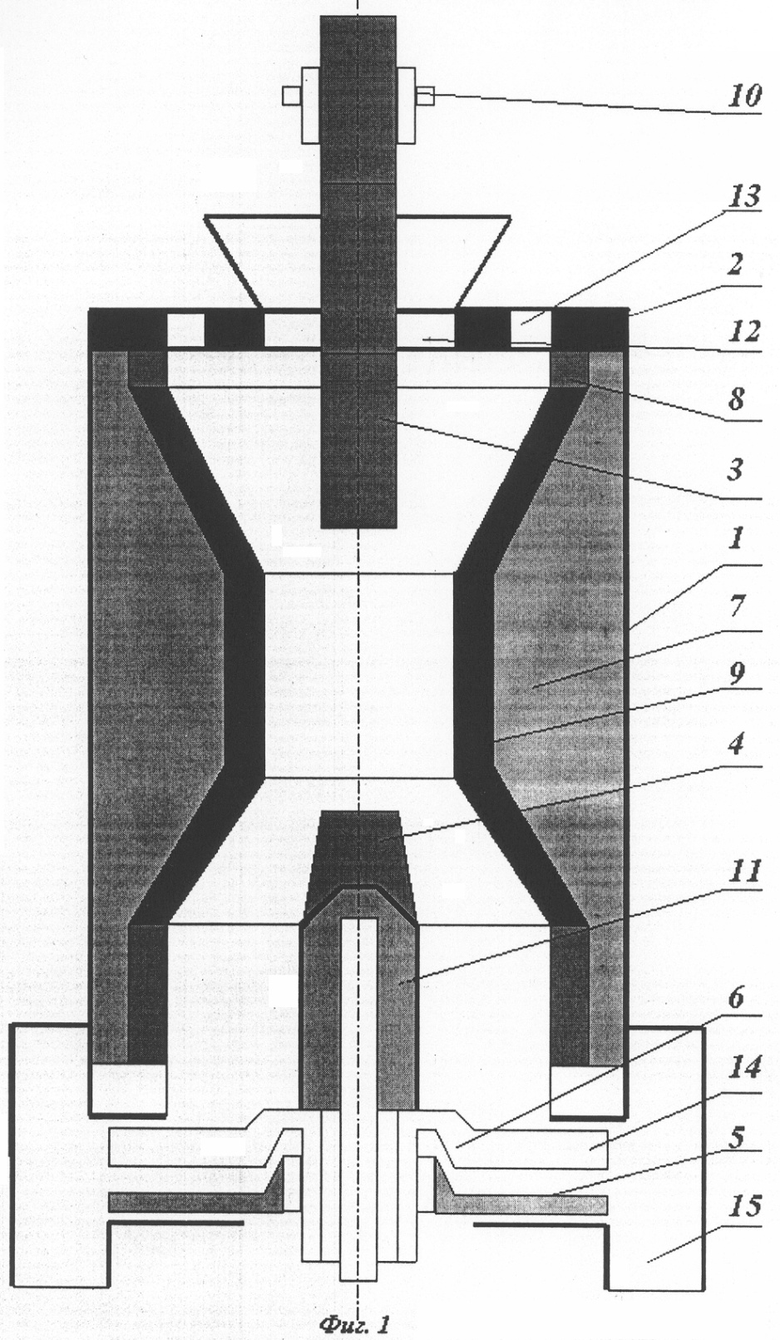
| СПОСОБ И ОБЖИГОВАЯ ПЕЧЬ ДЛЯ ЭЛЕКТРИЧЕСКОГО ОБЖИГА УГЛЕРОДСОДЕРЖАЩЕГО МАТЕРИАЛА | 1998 |
|
RU2167377C1 |
| Электрокальцинатор | 1977 |
|
SU654846A1 |
| СПОСОБ ОЧИСТКИ ВОДОЕМОВ ОТ РАДИОАКТИВНЫХ ИЗОТОПОВ Sr-90 И Cs-137 | 2003 |
|
RU2254628C1 |
| JP 2002180126 A, 26.06.2002. | |||

