00
со
Изобретение относится к электрохимической обработке металлов, в частности к полированию высокохромистых сплавов типа 40хНЮ, 4бхНМ, 47хНМ-ВИ.
Известны растворы для электрохимического полирования высоколегированных хромистых сталей на основе серной и фосфорной кислот с добавками органических кислот, а также глюкозы, декстрина, метилового спирта, пиридина, хинолина, фурфурола 1.
Однако они не обеспечивают качественного полирования высокохромистых сплавов, так как поверхность в процессе обработки покрывается матовой пассивной пленкой. Кроме того, для данных растворов характерна большая продолжительность обработки.
Известен электролит на основе серной и фосфорной кислот с добавкой этанола и солей щелочных металлов сульфокарбоновых кислот фракций Си-С го для электрохимического полирования хромосодержащих сталей 2.
Однако этот электролит не позволяет получать качественную поверхность при полировании высокохромистых сплавов, так как на поверхности присутствуют следы раствора.
Наиболее близким к предлагаемому по технической сущности и достигаемому эффекту является раствор для электрохимического полирования высоколегированных хромоникелевых сталей, содержащий серную и лимонную кислоты.
Данный раствор обеспечивает качественное полирование высокохромистых сплавов 3.
Однако для процесса полирования в данном электролите характерна большая продолжительность обработки, а раствор обладает низкой работоспособностью.
Цель изобретения - интенсификация процесса и увеличение работоспособности раствора.
Поставленная цель достигается тем, что раствор для электрохимического полирования высокохромистых сплавов, содержащий серную кислоту, органическую добавку и воду, в качестве органической добавки содержит протеолитические энзимы в сочетании с орто-нитробензойной кислотой при следующему соотношении компонентов, мае /о:
Серная кислота75-85
Орго-Нитробензойная
кислота0,5-0,6
Протеолитические энзимы 0,05-0,06 ВодаОстальное
Процесс электрополирования осуществляют при 30°С, анодной плотности тока 220-250 А/дм и времени полирования 30- 40 с.
Протеолитические энзимы относятся к ферментам класса гидрогаз, выпускаются промышленностью по ТУ 59-100-76, ТУ 49-522-79.
0 Данный раствор готовят следующим образом.
Необходимое количество серной кислоты приливают в воду, охлаждают до 40°С, затем растворяют необходимое количество орго-нитробензойной кислоты и протеоли5 тического энзима, раствор охлаждают до комнатной температуры и перемешивают. Приготовленный таким образом раствор доводят до нужного объема водой.
Указанный состав раствора является
Q оптимальным. При уменьшении или увеличении содержания компонентов раствора происходит увеличение времени обработки и снижение работоспособности раствора при одновременном увеличении плотности тока и температуры электролита.
5Исследования проводят на образцах
проволоки 0,5 мм из сплава 40хНЮ длиной 50 мм. Исходная поверхность образцов: высота микронеровностей Нг 1,05 мкм, отражательная способность - 53%.
Образцы обрабатывают до получения
0 одинаковой поверхности: высоты микронеровностей Rz 0,2-0,27 мкм, отражательной способности 89-94%.
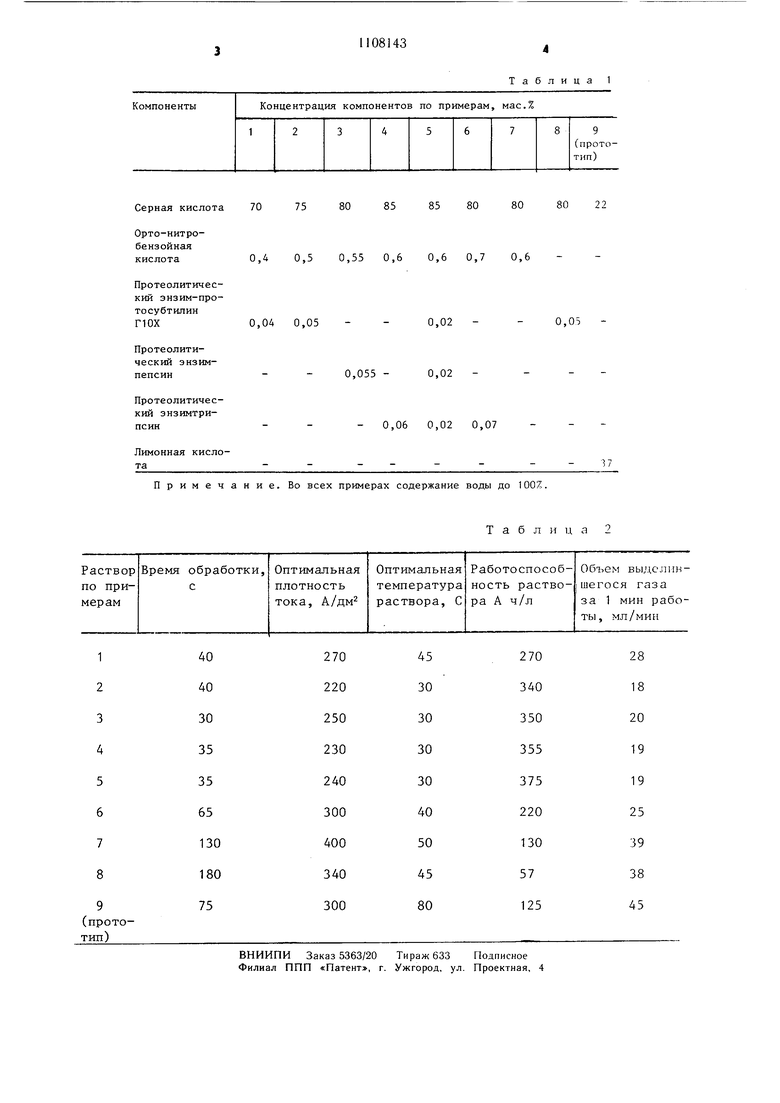
В табл. 1 представлены составы растворов, иллюстрирующие изобретение.
Результаты сравнительных испытаний
приведены в таблице 2.
Как видно из табл 2, раствор с добавкой только орго-нитробензойной кислоты (раствор 7) или только протеолитического энзима (раствор 8) обладает низкой раQ ботоспособностью и низкой скоростью полирования. Только совместное введение в раствор полирования орго-нитробензойной кислоты и протеолитических энзимов дает возможность увеличить работоспособность раствора и скорость полирования.
5 Таким образом, предлагаемый электролит позволяет интенсифицировать процесс электролитического полирования в 1,8- 2,5 раза при одновременном снижении плотности тока на 18-27%, увеличить работоспособность раствора в 2,7-2,85 раза, а также улучшить условия труда за счет сокращения газовыделения.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2007 |
|
RU2357019C2 |
| Раствор для электрохимической обработки никелевых сплавов | 1984 |
|
SU1178808A1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2007 |
|
RU2355828C2 |
| СПОСОБ ОБРАБОТКИ ЛОПАТКИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2013 |
|
RU2533223C1 |
| Раствор для электрохимического полирования сталей | 1979 |
|
SU891812A1 |
| СПОСОБ ПОЛИРОВАНИЯ ИЗДЕЛИЙ | 1994 |
|
RU2116391C1 |
| РАСТВОР ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ ЛАТУНЕЙ | 1991 |
|
RU2026894C1 |
| Раствор для электрохимического полирования кобальтовых сплавов | 1988 |
|
SU1548276A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ СПЛАВОВ НА ОСНОВЕ ЗОЛОТА ИМПУЛЬСНЫМ БИПОЛЯРНЫМ ТОКОМ | 2004 |
|
RU2288978C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ ИЗДЕЛИЙ ИЗ ХРОМОНИКЕЛЕВЫХ СТАЛЕЙ | 1997 |
|
RU2118412C1 |
РАСТВОР ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ ВЫСОКОХРОМИСТЫХ СПЛАВОВ. содержащий серную кислоту, органическую добавку и воду, отличающийся тем, что, с иольк-) интенсификации процесса и увеличсмшя работоспособности раствора, он в качестве органической добавки содержит протеолитические энзимы в сочетании с орто-нитробензойной кислотой при следующем соотношении компонентов, мае. %: Серная кислота75-85 Орго-нитробензойная кислота0,5-0.6 Протеолитические энзимы0,05-0,06 ВодаОстальное с S (Л
Серная кислота 70 75 80 85 85
0,4 0,5 0,55 0,6 0,6 0,7 0,6
0,04 0,05
Примечание. Во всех примерах содержание воды до 100%.
0,02
0,05
0,02
0,055 0,06 0,02 0,07
37
Таблица 2 80 80 80 22
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Бартл Д., Мудрох О | |||
| Технология химической и электрохимической обработки поверхности металлов | |||
| М., 1961, с | |||
| ПРИСПОСОБЛЕНИЕ ДЛЯ ПОДАЧИ УГЛЯ В ТЕНДЕР ПАРОВОЗА | 1920 |
|
SU293A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| М., Кащеева В | |||
| Д | |||
| и др | |||
| Особенности электрохимического полирования дорожек качения колец микроподшипников.- В сб.: Электрохимические и электрофизические .методы обработки | |||
| Под ред | |||
| В | |||
| Д | |||
| Дорофеева, Саратов, изд-во СГУ, 1979, с | |||
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Я., Зайцева Л | |||
| П | |||
| Электрополирование и электротравление металлографических шлифов | |||
| М., 1963, табл | |||
| Деревянное стыковое устройство | 1920 |
|
SU163A1 |
