Изобретение относится к бурению скважин, а именно к способам сборки и разборки конических резьбовых соединений бурильных труб.
Известен способ сборки конических резьбовых соединений бурильных труб, включающий приведение одной из бурильных труб во вращение с перемещением в осевом направлении в соответствии с щагом резьбы за оборот 1.
Недостатком указанного способа является то, что при работе с бурильными трубами разной длины и веса не исключаются удары при встрече резьбовых концов.
Наиболее близким к предлагаемому является способ сборки и разборки конических резьбовых соединений бурильных труб, включающий свинчивание и развинчивание путем зажима бурильных труб и приведение одной из них по вращение с перемещением в осевом направлении в соответствии с щагом резьбы за оборот 2.
Недостатком данного способа является то, что он не исключает трения боковых поверхностей витков резьб в процессе их свинчивания и развинчивания.
Цель изобретения - уменьщение износа резьбовых соединений.
Указанная цель достигается тем, что согласно способу сборки и разборки конических резьбовых соединений бурильных труб, включающему свинчивание и развинчивание путем зажима бурильных труб и приведение одной из них во вращение с перемещением в осевом направлении в соответствии с щагом резьбы за оборот, при свинчивании в момент соприкосновения резьбовых соединений прекращают перемещение трубы в осевом направлении, а после захода резьбы ниппельного конца в резьбу муфтового конца прекращают вращение трубы и Перемещают ее в осевом направлении на величину, равную половине зазора между витками резьбового соединения, после чего приводят трубу во вращение с одновременным перемещением в осевом направлении в соответствии с щагом резьбы за оборот, а при развинчивании перемещение трубы в осевом направлении в соответствии с шагом резьбы за оборот производят после расхождения упорных торцов ниппельного и муфтового концов резьбового соединения.
Применение предлагаемого способа исключает трение боковых поверхностей витков резьб в процессе их свинчивания и развинчивания.
На чертеже изображена диаграмма осевого поступательного перемещения Н ниппельного конца за время Т.
Способ осуществляется следующим образом.
При свинчивании опускают ниппельный конец наращиваемой трубы и, не доводя его до муфтового конца колонны, ниппельный
и муфтовый концы зажимаются, наращиваемую трубу приводят во вращение, а ее линейную скорость принудительного поступательного осевого перемещения поддерживают
в соответствии с щагом замковой резьбы на оборот трубы (участок оа диаграммы). В момент встречи резьбовых концов в подавляющем больщинстве случаев осевое поступательное перемещение наращиваемой
трубы приостановится, так как ничтожно мала вероятность, что нитка резьбы ниппельного конца сразу попадет в нитку резьбы муфтового конца. Момент встречи (т. а диаграммы) резьбовых концов (остановка поступательного движения ниппельного конца) фик5 сируется, например, индуктивным датчиком, который подает команду на прекращение принудительного поступательного перемещения ниппельного конца, вращение же ниппельного конца продолжается (участок ав диаграммы) и нитка замковой резьбы ниппельного конца заходит в нитку замковой резьбы муфтового конца. Это момент начала свинчивания (т. g диаграммы), который фиксируется, что легко сделать, например, индуктивным датчиком, так как с этого момен5 та возобновляется осевое перемещение ниппельного конца, но уже не принудительно, а по резьбе. В это время боковая поверхность витка резьбы ниппельного конца лежит на контактирующей с ней боковой поверхности витка резьбы муфтового конца, а
0 полный осевой зазор 5 между витками резьбы в момент начала свинчивания выбран в одну сторону. В момент начала свинчивания датчик подает команду на остановку вращения ниппельного конца с одновременным дискретным перемещением его в осевом направлении на величину 0,5 S от муфтового конца (участка Sc анаграммы), после чего возобновляют вращение ниппельного конца и его непрерывное принудительное поступательное перемеще0 ние в осевом направлении к муфтовому концу в точном соответствии с щагом замковой резьбы на оборот (участок поддиаграммы). Дальнейщее свинчивание будет проходить практически без контактирования, а значит без трения и износа боковых поверхностей витков свинчиваемых резьб.
Далее фиксируют схождение упорных торцов свинчиваемых ниппельного и муфтового концов, например, датчиком индуктивного типа, который подает команду на отQ ключение механизма принудительного поступательного перемещения ниппельного конца (т. d диаграммы). Поступательное принудительное перемещение ниппельного конца в осевом направлении прекращается и только при вращении трубы происходит затяжка
5 резьбового соединения с необходимым усилием (участок de диаграммы).
При развинчивании трубу приводят во вращение, производя раскрепление резьбового соединения (участок Л/7 диаграммы, фиксируют момент начала расхождения упорных торцов ниппельного и муфтового концов (т. п диаграммы) датчиком, подающим команду на включение механизма поступательного перемещения трубы, который начинает перемещать поступательно отвинчиваемую трубу от муфтового конца с линейной скоростью в точном соответствии с шагом замковой резьбы на один оборот трубы.
При этом весь процесс развинчивания (после раскрепления) происходит без контактирования боковых поверхностей витков резьбы развинчиваемых труб, следовательно, без трения и износа (участок пт диаграммы). Применение предлагаемого способа позволяет осуществлять свинчивание и развинчивание бурильных труб без трения боковых поверхностей витков резьб, что значительно уменьшает износ резьбовых соединений.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ИЗНОСА ВНУТРЕННЕЙ ИЛИ НАРУЖНОЙ РЕЗЬБЫ | 2019 |
|
RU2705176C1 |
| СПОСОБ КОНТРОЛЯ СТЕПЕНИ ИЗНОСА РЕЗЬБЫ ДЕТАЛЕЙ КОНИЧЕСКОГО СОЕДИНЕНИЯ (ВАРИАНТЫ) | 2004 |
|
RU2270977C1 |
| Устройство для свинчивания-развинчивания труб | 1983 |
|
SU1145118A1 |
| Резьбовое замковое коническое соединение бурильных труб | 2020 |
|
RU2747498C1 |
| Резьбовое замковое коническое соединение бурильных труб и способ увеличения его несущей способности и ресурса работы | 2019 |
|
RU2728105C1 |
| Технологическая линия для восстановления бурильной трубы | 2020 |
|
RU2740193C1 |
| Двухупорное резьбовое соединение бурильных труб | 2020 |
|
RU2744965C1 |
| СПОСОБ КОНТРОЛЯ СУММАРНОЙ СТЕПЕНИ ИЗНОСА РЕЗЬБЫ ДЕТАЛЕЙ КОНИЧЕСКОГО СОЕДИНЕНИЯ (ВАРИАНТЫ) | 2004 |
|
RU2270978C1 |
| Резьбовое соединение бурильной колонны | 2022 |
|
RU2796709C1 |
| Соединение резьбовых концов бурильных труб | 2021 |
|
RU2784259C1 |
СПОСОБ СБОРКИ И РАЗБОРКИ КОНИЧЕСКИХ РЕЗЬБОВЫХ СОЕДИНЕНИЙ БУРИЛЬНЫХ ТРУБ, включающий свинчивание и развинчивание путем зажима бурильных труб и приведение одной из них во вращение с перемещением в осевом направлении в соответствии с шагом резьбы за оборот, отличающийся Н(н муфт, концу) -fi -ivactH - q i 11 i«J |;нБ:шит ь;А тем, что, с целью уменьшения износа резьбовых соединений, при свинчивании в момент соприкосновения резьбовых соединений прекращают перемещение трубы в осевом направлении, а после захода резьбы ниппельного конца в резьбу муфтового конца прекращают вращение трубы и перемещают ее в осевом направлении на величину, равную половине зазора между витками резьбового соединения, после чего приводят трубу во вращение с одновременным перемещением в осевом направлении в соответствии с шагом резьбы за оборот, а при развинчивании перемещение трубы в осевом направлении в соответствии с шагом резьбы за оборот производят после расхождения упорных торцов ниппельного и муфтового концов резьбового соединения. (Л к. п 00 со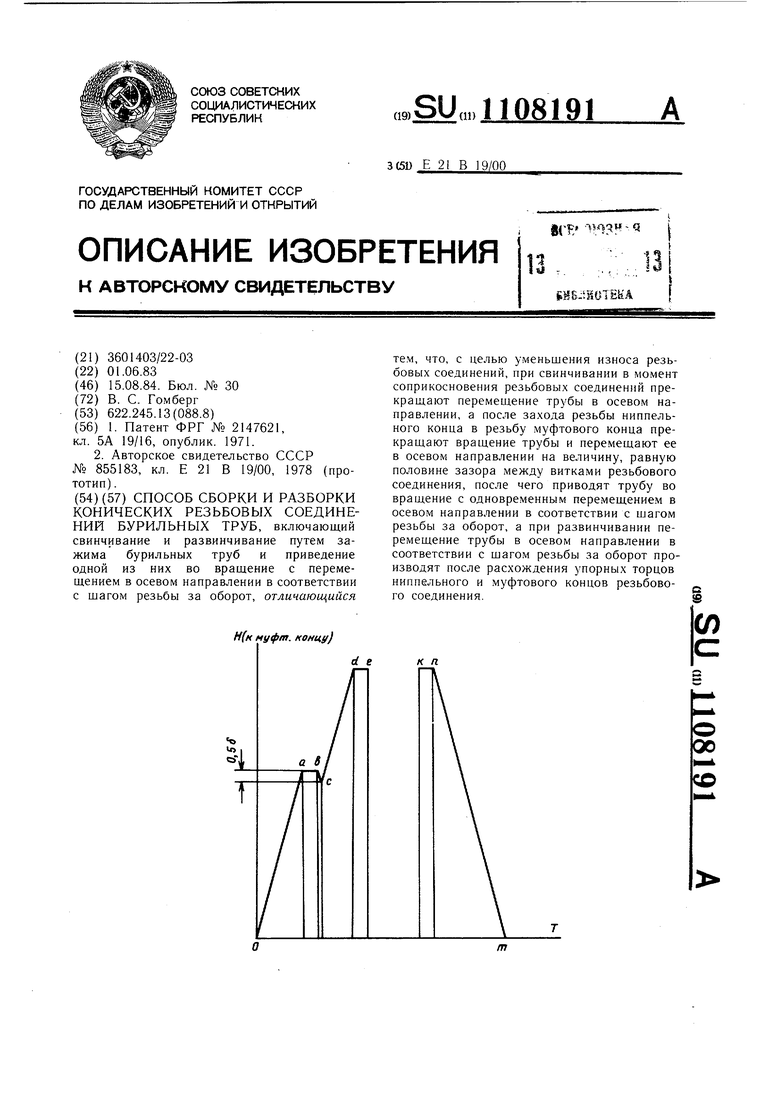
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОКИСЛОВ ТУГОПЛАВКИХ МЕТАЛЛОВ ИЗ ЛОПАРИТОВОГО КОНЦЕНТРАТА | 1999 |
|
RU2147621C1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Устройство станционной централизации и блокировочной сигнализации | 1915 |
|
SU1971A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ соединения бурильных труб в колонну | 1978 |
|
SU855183A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
