И:и)б)етеине относится к обработке металлов лаи.1С11ием и может быть Hcih:).ib:i(ji.a110 на iieiii)epijiiii i)ix трубосварочных ar ieгатах. Известен способ произ15()лства сварных труб, нри котором непрерывную, сваренную нз отдельных рулонов полосу перед (jujpмовкой предварительно нрокатывают в валках нрокатной клети, установленной в .шНИИ трубосварочного агре1ата (I). При реализации этого способа на выходе из прокатной клети происходит искрнвление полосы в горизонтальной плоскости, вследствие задачи в .тинию агре1ата но.тосы тралециевИлЦЮго сечения, сваренной из отдельных лент, полученных путем н)одо.тьной разрезки на несколько частей ру,лопной стали, имеющей 1 оперечнук) разното.лН1,инпость. Искривление по.тосы г 1Ч))изонта.п.иой н.юскостн на выходе из нрсжатной клети отрицательно сказываетея на качестве формовки и сварки и, следо1 ате.(х на качестве i-отовых т)уб. Иекрии.тепие no, в горкзоп1а.Л1,п()й iLiocKOCTii при 1 ыходе из валков прокатной к.1ети происходит вследствие пеодинакоЕюй длнн1 | левой и правой кромок, образуемых за какой-то промежуток времени, ес.ли To.iHUMia .тевой к п)авой кромок нолосы iia входе в к.теть неодинакова. Разннп.а д.шп кромок обьяснястся )азницей нх РИ)1тяжек II ско|К)стей на выходе из к.1етн. iio скорость Iia выходе 011реде;1яется величиной опе)ежения. Нсли раз.шчна )oi-Ti к;)ом()К, то ра.злично н их онере/кенпе. H.UiccTeH способ нз1Ч)товления труб посредством :)лектроснарки 2. В этом способе с целью устрапення дефектов нолосы {получеин, X iipii ее нзготов.мении. на нрокатных станах) таких, как волннстость кромок и уд;1И11енне центральной ч;;. но.юсы, предложено нри фО()мированип lio/ujcix н трубу п)икладывать к пей растягивающие уси;1ия (созд,а;;ать заднее относите,ьно ({KjpMOBf)4Horo етапа натяжение). Это достигается тем, что перед фо(1мовочн1..м claiioM хстанав.швают группу панравляклшх :залков. Между зтой г|)уп11ой ва.1ков н ()ормовoчны i станом создают растягиваючщгс усплня путем рас11олд)жения вер.хннх и нижних валко niaxMaiiiOM норядке. Друюй Bafiiiairv развития натяжения -- это установка : арапее заданного соотношения скоростей мсж:ду группой паиравляюпи-ьх валков и первыми к.четями формовочного етапа. |зад.нес г.агяженне относнте.илю формовочного станаэто переднее натя;кение относитс,1Ы1О группы направляющих ва.). Недостатком этого способа является то, что нри задаче в нрокатно-гибочную клеть нолосы с трапециевидным сечением на выходе пз клети ироисходит искрив.аение но.тосы в горизог:та.1ьпой плоскости как п()и прокатке без натяжения, так п при прокатке с передним относите.лыю нрокатпо-1Т1бочпой клети п,;1тяжен нем. р-1аиболее б,1и,зким к нзобрстению является способ производст а сварных , вк.11очак:||н,ий cfsapKy встык отде,ты1ых рулонов в пепрер1 1впую по.тосу, прокатку п гибку непрерывной нолосы с регу.щруемы. по нп-фине полосы натяжением, (|)ормоьк H(j;ioсы в трубную заготовку и сварку ее кромок (3. В данном выравнивание вытяжек ио краям по.Л()сы осуществляют нуте.м изменения распреде,тенпя обжатнй но длине ва;1ков (нпцщне нол(к;ы) за счет соответств.ующстч) перемстцения одного из нажи.миых винтов до по,1 чения одинаковьгх показаний обоих удел)Ны натяжений. 1егу; ир|;вапие натяжения по Н1ирине кхюсы в способе достигается за счет ас.имметричного по)смен1епия винтов. Недостаток известного способа зак;почаетея в том, что для eio реа.шзащи требуется весьма с.:1ожная систс.ма ун)авлепия п)ивод.ом нажимп1)1Х винтов по показаниям датчиков удельных натяжений, на.тежность атетворнте.м.на д.ля )мы1н,ле. с,1овии. Целью из(.1б|1сч-епия яв. яется предотвращение MCKpHfi..CiHiH н(.1осы, повышение качества труб 1 снижение 1К1СХода MCTa.i:ia на нх н.чго онлепие. 1 ос гав.Кипая цель достигается тем, что cor.iacHo с1:ОС(.|бу производства сва|1пых труб, вк..1ючак)П1ему сва)ку BCTIJIK отде.дьньгх DXMOнон и не11ре|:)Ь В11ую но,, нрокаткх н гибку непрерывной Ho.ioeiii с per.HipyeMijiM но ширине lloл(cj патяжепнем. ())opMOiiK полосы в трубную загото ку н сварк ее к)омок, щкме операнин нхжаткн и гпПкн создают донолпнтельпое сонротиг лепие сн,1ию патяження путем ) 6{;.ice вытяпутг)й кромки полосы. (лищость нред.юженпого способа .:,ак.лючается и с.К-дукмцем. J прокатпо-гнбочпой к.цтн неьрсурь.вная нолоеа подвергается обжатию н из.гибу. . н)окатно- Т|б()чпо1| и формующих к.тетей создается натяжение по.1ое)1, нерсл.нее от1К)сите,1ьно н 1окатногибочной клет}1. Пели толщина 1 ромок нолос -,. входящей IS нрокат|1о-гиб(;чну1о клеть, с левой н правой стороны равна . собой, то на полосу воздействует равномерное по нщрине патяженг;е. При этом вытяжки li скорости .мок ПОЛОС) слева и справа равны между собой и искривление полосы в горизонтальной плоскости отсутств е7. с;:и, например, одна из кро.мок по.юеы, входящей в нрокатно-гибочпую к.леть, окаже ся то.ице другой, то па выходе к:1ети вс.чедствне оолыиеи вытяжки oo.icv To.iстой кромки скорост) ее выхода из к.1ети будет больше и но,юса получит искрив.1ение R оризопта. ()й плоскости в .сто()оиу более топкой (но входной стороне клеги) менее вытянутой кромки.
При иск|1ии,1ении полосы во взаимодействие с бо,лее В1)1тянутой кромкой, имеющей болыную скорость 15Ь1хода из клети, на участке между прокатно-гибочной клетью и гр ппой формуюн1их к,1етей, вступает донолнительпое сопротивление усилию натяжения, образуемое при разшбе (уменьшении изгиба) этой кромки и потребляющее (расходуюн1ее) часть тяпун1е1Т) усилия группы формуюни1х к,1етсй. Умен1лпеп11е тянущих усп.1ИЙ между прокатпо-гнбочной клетью п группой (|)орм Ю1пих к,1етсй 1риводпт к , что иередиее относптс.н.по прокатно-гибочиой K ieTii натяжение уменьп1ается со стороны 6o.iee вытянутой кромки.
Воз деист вне .и)полпите, сопротивления усилию натяжения, направленного па разгиб бсхчее вьггян той кромки или, что то же самое, мсиьн1енпс передпего натяжения со с гороны этоГ; кромки, ос нкчтв.:1яют до тех пор, пока скорости левой и 1 равой кро.мик ие будут равны между собой и искривление н(),1осы и горнзонта.чьпой н.юскости пе прекратится.
При утом па мепее вытянут ю кромку дополнителыюго В()зде11ствия пе сказывают, величипу ее изгиба и натяжения остав,1як)т неизменн1)1.п1.
Уменьшение переднего натяжения па бо.лее вытянутой кромке вызывает умеиыпеппе критическо|-о yr,ia валка со стороны этой кромки, уменьшение онереже Н1Я и, следовательно, чменынение скорости выхода полосы из валков нрокатно-гнбочпой клети со CTOpotn, более вытянутой кромки.
Г1оско.1ьку со стороны мепее вытянутой кро.мки скорость в, полосы из к.1ети остается неизменной, умепьн1епие ск(рости со сторО1и 1 более вьггянутой кромки снижает разность скоростей кромок и ведет к их BI Iравнивапию, а значит, к устранению искривлеппя полосы в горизонтальной плоскости.
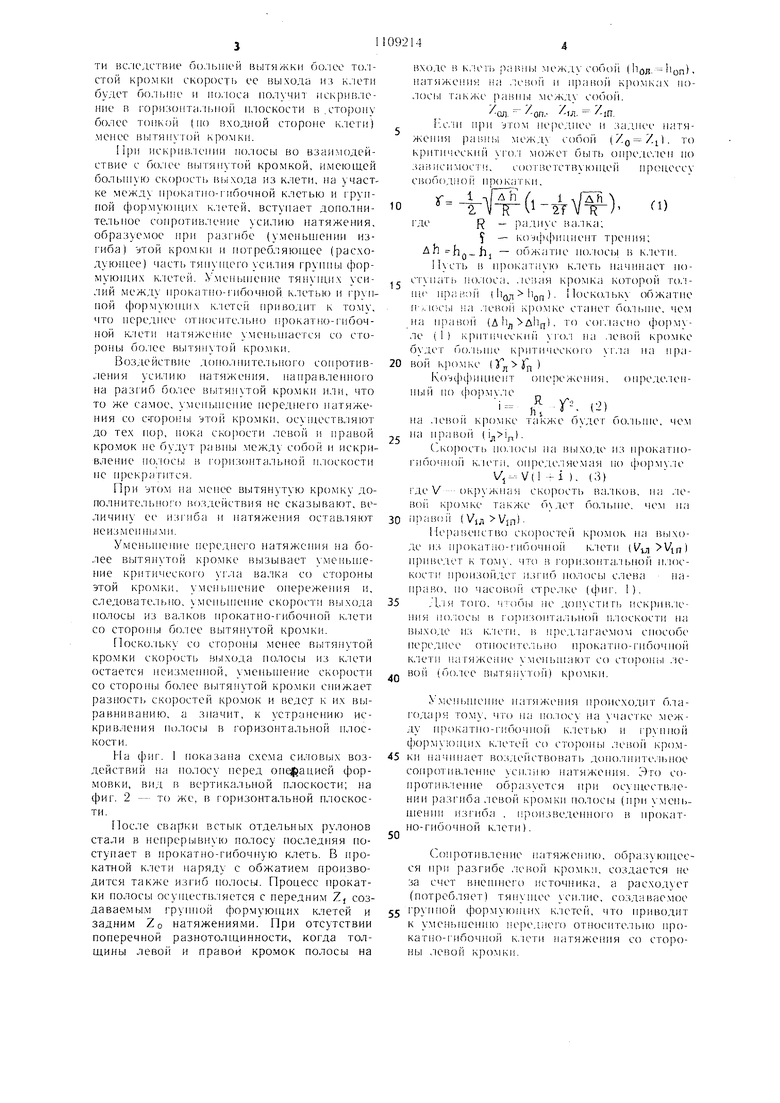
фиг. I показана схе.ма силов1 1х воздействий па но.юсу перед операцией формовки, вид R вертикальной плоскости; на фиг. 2 -- то же, в горизопталыгой плоскости.
После сг.5арки встык отдельных рулопов стали в непрерывную полосу последняя поступает в прокатно-гпбочпую клеть. В прокатной клети наряду с обжатием производится также изгиб полось). Процесс прокатки полосы осу1иеств,1яется с передним Z, создаваемым группой формующих клетей и задним Zo патяжениями. При отсутствии поперечной разнотолщинности., когда толщины левой и правой кро.мок полосы на
вхо.те в клсгь равн между сооон ( Пол.). натяжения па /icHoit п npaiioii по,1осы также |1авпы меж;1у собо.
. ОП.- . Ш.
Еимп нрн :1том 11С 1сднсе п заллее натяжения pauiibi .между собой (7. 7.. то критически) тол может бьггь ,1еп по записи мости, соответствующей процессу свобг1ДП(5Й прокатки.
1 -,rZh Л
дп
1 2ГУ1Г
О) l
2Т
R - радиус валка;
1де 5 - коу(|)(|1ицис1гг трения; Ah hg-hj - обжатие по.юсы в к,1етп.
в прокатг ую к,теть пачинает но ступать по.юса, ,1сиая кромка которой To.iHii- нран;)11 (ligji liQn - Посксхтьку обжатие
П-лосы ia .icBoii станет бо,1ьи1е, чем
на 11ра1()й (Ah Ahf|l, то С()г,1аспо (
,те ( 1 ) критически ), а ,)i кромке
буде Г)о. кр тпчес о -о ,-ia ia вой чромкс (1д iTn )
Кочф4) о 1ереже я, опреде, 10 (,1C р
| „ Г. (2)
а ,1евой также будег 6o,, 4eN на ipaBoii |ij,in).
Скорост) по,ос) Па ыходе из прокат оГ 1боч О | K,icTii, ,.мая ю 4 РУ
V/i-Vil -i ), (3)
|дс V --окруж ая скорост) ва,)в, па .теBO i кромке 6o,, neN а 0 право ii ( VijT Vin)liepaiicncTiu) скоростей Kp() па в)ходе 13 рокат;К)-11 бочпо1 к,1ети (lui4n)
.1еТ к TON. ЧТ{1 в Ч)р 13ОПТа.()Й ,10Скост ()йдст 1о,К)сь с,1ева (), 1о часово , (фи 1).
;1,1Я , 4T()6li пе , nO.iOCbi в rt)),ib)C)i ЫС)СКОСТ 1 Па
5)1ходс пз к,, ) ipe;,. ()cc)6e
1 ереДНСС ,i) прока
к,1етп агяжен е )() со сторо 1Ь .че вой (более В)1тянутоГ|) кр().
У.1еП) 1рО 1СХОД Т бл а одаря тому, что ia о, па участке eжДУ )КаТ О- -;боЧ О | К, )|1
формук);.х к, со сторо Ь ,()| ) во;(действоват) д(.)пс)., со 1ротивлеп 1е , атяжеп 1я. Это со рот1П. образуется осу 1ествленип , 1о, (рп -мепьи еН П 131Иба , рО ЗВеДеП 0 0 ii р()КаТПО-Г 16ОЧНОЙ КЛеТ ) .
Сонрот 1в, п а тяж ен ), o6 ni3yK)nieeея ри разгибе ,ie) кро.;, создаетея ie за счет 1сточ ика, а расходует (потребляет) ус., создавае.мое
5 фОр.уЮП1ИХ К,, что
к y.MenbnjC n o переднего отпое те, р(). K/icT натяже1П1я со стороНЬ левой .

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического регули-РОВАНия плОСКОСТНОСТи пРОКАТыВАЕМыХпОлОС | 1978 |
|
SU827204A1 |
| Способ центрирования полосы преимущественно на реверсивном толстолистовом прокатном стане и устройство для его осуществления | 1987 |
|
SU1423209A1 |
| Способ изготовления сварных труб | 1988 |
|
SU1516164A1 |
| Гидравлическое устройство для автоматического регулирования толщины полосы при прокатке | 1984 |
|
SU1233973A1 |
| Аппарат для приема, кантовки и задачи полосы | 1987 |
|
SU1423211A2 |
| СПОСОБ АВТОМАТИЧЕСКОГО КОНТРОЛЯИ РЕГУЛИРОВАНИЯ ПРОФИЛЯ ПОЛОСЬ'. НА ЧЕТЫРЕХВАЛКОВОМ ПРОКАТНОМ СТАНЕ | 1969 |
|
SU420154A3 |
| Устройство для регулирования давлений при прокатке сваренных встык полос | 1981 |
|
SU969343A1 |
| Прокатная клеть | 1973 |
|
SU480458A1 |
| Устройство пола или мостовой из плит | 1940 |
|
SU61374A1 |
| Способ производства сварных труб | 1984 |
|
SU1194527A1 |
СПОСОБ ПРОИЗВОДСТВА СВАЕЧНЫХ ТРУБ, включающий сварку встык отде,1ьны ру.юнов в непрерывную 1Ю,1ос, ирокатку н сибку ненрерывно полосы с регу,1ируемым по пшрине no,ioci i натяжением, формовку шхпосы в трубную заготовку и сварк ее кромок, отличающийся тем, что, с ) нр()дотв 1ан1ения HCKJMIBления но.юсы, новьнпения качества труб и снижения расхода мета,1ла на и.х изготовление, после операции прокатки и гибки соз.чают .1ните,1ьное сонротивление усилию натяжения нутем разг1 ба более вытянутой кромки полосы. (Л со N3
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ производства сварных прямошовных труб | 1969 |
|
SU536857A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Д | |||
| Железнов | |||
| Прокатка ровны.х листов и полос, Л., «Металлургия, 1971, с | |||
| Переносная мусоросжигательная печь-снеготаялка | 1920 |
|
SU183A1 |
