Изобретение относится к технологии машиностроения и может быть использовано при токарной обработке нежестких пустотелых деталей. Известно устройство к токарному станку для обработки нежестких пустотелых деталей, содержащее оправку нагревательный элемент в виде индуктора, снабженного приводом перемеще ния в направлении, перпендикулярном оси вращения оправки и установленного на задней бабке станка СП, Недостатком известного устройства является невысокая точность обработки с его использованием, так как отсутствуют элементы измерения и регулировки температ тзы нагрева детали и оправки. Отсутствие информации о температуре нагрева детали и оправки приводит к повышению термодеформадионных искажений обработанной детали после ее остывания. Целью изобретения является повышение точности устройства. Поставленная цель достигается тем, что в устройстве для токарной обработки нежестких пустотелых деталей, включающем оправку, нагревательный блок зажима детали с электроспиралью и блоком питания и схему управления им, нагревателоный блок выполнен в виде последовательно соединенных компрессора, камеры нагрева и измерительной камеры с ре гулятором давления и термодатчиком, соединенным со схемой управления, включающей последовательно соединенные усилитель, схему сравнения с задатчиком температуры и коммутатор причем электроспираль выполнена из двух частей, одна из которых соедине на с блоком питания через коммутатор а другая - непосредственно. На чертеже показана схема устройства для токарной обработки нежестких пустотелых деталей. I Устройство содержит компрессор 1 который подает воздух в камеру 2 обогрева воздуха. Разогретый воздухе поступает в измерительную камеру 3, выводы 4 из которой связывают термодатчик 5 с усилителем 6, схемой срав нения 7, коммутатором 8 и блоком 9 питания. Устройство включает также основную и допольштельнуго спирали 10 и 11. В измерительной камере 3 размещен регулятор давления воздуха выполнениьй в виде клапана 12. Термо 82 датчик 13 служит для измерения температуры окружающей среды и связан с усилителем 14. Пустотелая деталь 15 помещена на оправку 16 с отверстиями 17 для подачи в зазор между ними горячего воздуха с целью ликвидации зазора и обеспечения натяга. Оправку 16 закрепляют в токарном патроне 18, обработку ведут резцом 19, закрепленным в резцедержателе 20. На корпусе 21 установлен центр 22, которьй упирается во втулку 23 из антифрикционного материалар причем сопряженные конические поверхности деталей 22 и 23 притерты для устранения утечки горячего воздуха. Устройство работает следующим образом. Компрессор 1 подает воздух в камеру 2 обогрева воздуха, который, обогреваясь, попадает в измерительную камеру 3 с регулятором 12 давления воздуха. Температура воздуха измеряется с помощью термодатчика 5, сигнал которого попадает на усилитель 6. Затем сигнал с усилителя 6 поступает на схему 7 сравнения. Одновременно с ним поступает сигнал через усилитель 14 от термодатчика 13 на схему 7 сравнения. Термодатчик 13 измеряет температуру воздуха. В зависимости от знака сравниваемых сигналов из схемы 7 подается на коммутатор 8 сигнал для включения блока 9 питания в цепь дополнительной спирали 11, При достижении заданной температуры спираль 11 отключается после подачи сигнала из схемы 7 сравнения значений температур, поступающих посредством блоков усилителей б и 14 от термодатчиков 5 и 13. Клапан 12 автоматически регулирует давление горячего воздуха. При подаче в отверстие оправки 16 горячего воздуха последняя увеличивается в диаметре и насаженная на ней с зазором деталь 15 жестко закрепляется за счет температурного расширения оправки 16, коэффициент линейного расщирения которой превышает коэффициент линейного расширения детали 15. После обработки и охлаждения оправки 16 и детали 15 (выключения компрессора) деталь 15 снимают со станка.
311092684
Использование предлагаемого устрой- позволяет обеспечить экочомичегки г ства для токарной обработки нежест- эффект за счет повьппенач точности и ких деталей по сравнению с известным производительности.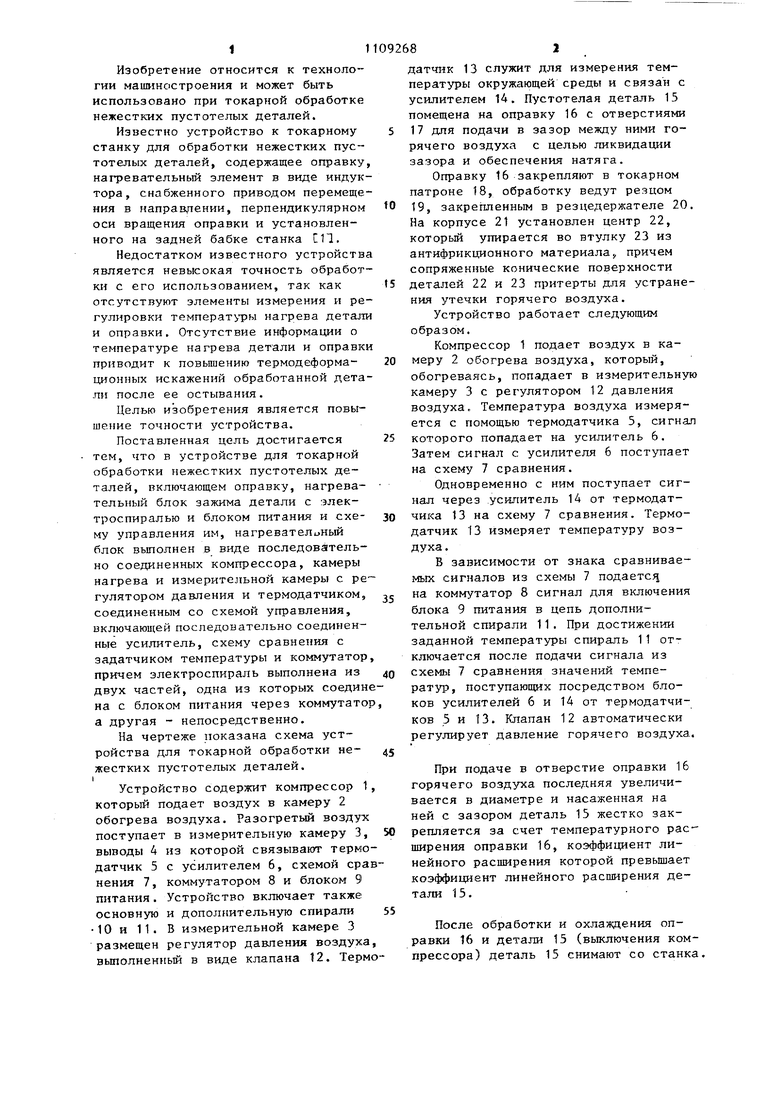
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ установки нежестких пустотелых деталей на термодеформируемой оправке и устройство для его осуществления | 1985 |
|
SU1255279A1 |
| Устройство к токарному станку для обработки нежестких пустотелых деталей | 1980 |
|
SU897403A1 |
| Устройство для обработки полых деталей | 1983 |
|
SU1090503A1 |
| Способ механической обработки нежестких заготовок | 1985 |
|
SU1294486A1 |
| Способ механической обработки нежестких пустотелых деталей | 1980 |
|
SU931300A1 |
| Система обогрева почвы с ветроэнергетической установкой | 1988 |
|
SU1544295A1 |
| Способ обработки нежестких деталей из труднообрабатываемых материалов,склонных к размерной нестабильности | 1982 |
|
SU1098665A1 |
| Способ механической обработки нежестких пустотелых деталей | 1977 |
|
SU665981A2 |
| Способ механической обработки нежестких пустотелых деталей | 1984 |
|
SU1172641A1 |
| Устройство индукционного нагрева при обработке поверхности детали резанием | 2018 |
|
RU2679861C1 |
УСТРОЙСТВО ДЛЯ ТОКАРНОЙ ОБРАБОТКИ НЕЖЕСТКИХ ПУСТОТЕЛЫХ ДЕТАЛЕЙ, содержащее оправку для- детали, нагревательныйблок зажима детали с электроспиралью и блоком питания и схему управления им, отличающееся тем, что, с целью повышет я точности, нагревательный блок выполнен в виде последовательно соединенных компрессора, камеры нагрева и измерительной камеры с регулятором давления и термодатчиком, соединенным со схемой управления , включающей последовательно соединенные усилитель, схему сравнения с задатчиком температуры и коммутатор, причем электроспираль выполнена из двух частей, одна из которых соединена с блоком питания через коммутатор, а другая - непосредственно. ko
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство к токарному станку для обработки нежестких пустотелых деталей | 1980 |
|
SU897403A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
