со го
со 4; Изобретение относится к защитным покрытиям, применяемым при диффузионной сварке. Известно вещество - фтористый аммоний, применяемое в диффузионной сварке для очистки соединяемых поверхностей от окисных пленок химически активных веществ 1 . Недостатком фтористого аммония является то, что на воздухе он не в полной мере обеспечивает качественное восстановление металлов из окислов и удаление продуктов реакции из зоны сварки вследствие узкого температурного интервала активности. Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому эффекту является флюс для диффузионной сварки, содержащий эпоксидную смолу 2. Недостатком флюса является низкое качество сварного соединения. Целью изобретения является повышение качества сварного соединения. Ноставленная цель достигается тем, что флюс для диффузионной сварки, содержащий эпоксидную смолу, дополнительно содержит бор аморфный при следующем соотнощении компонентов, мае. °/о: Эпоксидная смола80-83 Бор аморфный17-20 Эпоксидная неотвержденная смола представляет собой вязкую тфозрачную жидкость - полимер сложного химического состава. Бор аморфный - мелкодисперсное вещество черно-коричневого цвета с аморфной структурой и развитой поверхностью. Положительное действие флюса OCHOBI Iвается на том, что, будучи нанесенным на соединяемую поверхность, он зап1ип;ает ее
Таблица 1 от образования окисных пленок и коррозии как хи.мически инертное по отношению к свариваемому материалу вещество. Эпоксидная смола является адсорбционно-активным веществом. При термическом разложении эпоксидной смолы происходит выделение большого количества продуктов разложения в газообразной фазе, которые при расширении выдавливают из стыка остатки флюса. Бор аморфный, будучи мелкодисперсным вепхеством, легко удаляется из стыка и образует на внешней поверхности стыка при взаимодействии с кислородом воздух пленку, содержащую и В, стойкую при нагревании и надежно предохраняющую от окисления. Не удалившаяся из стыка часть бора при температуре около 1183°С образует эвтектику Fe-В, Fe-В-С, которая, являясь жидкостью близкого к соединяемому материалу состава, обладает способностью адсорбционного понижения прочностных свойств, что способствует скорейшему смятию микровыступов и образованию соединения с минимальными деформациЯдМи. Флюс сохраняет свои защитные свойства во всем интервале температур сварки. Флюс изготавливают просты.м смешением заданного количества исходных компонентов. Для определения свойств флюса было приготовлено и испытано 6 составов. Составы № 2 и № 4 с граничным содержанием бора, Я 3 - опти.мальным. Составы NO 1 и 5 содержат бор соответственно выше верхнего и ниже нижнего пределов. Для сравнения испытан состав флюса № 6 - принятый за прототип. Составы флюса, подвергшиеся испытанию, приведены в табл. 1.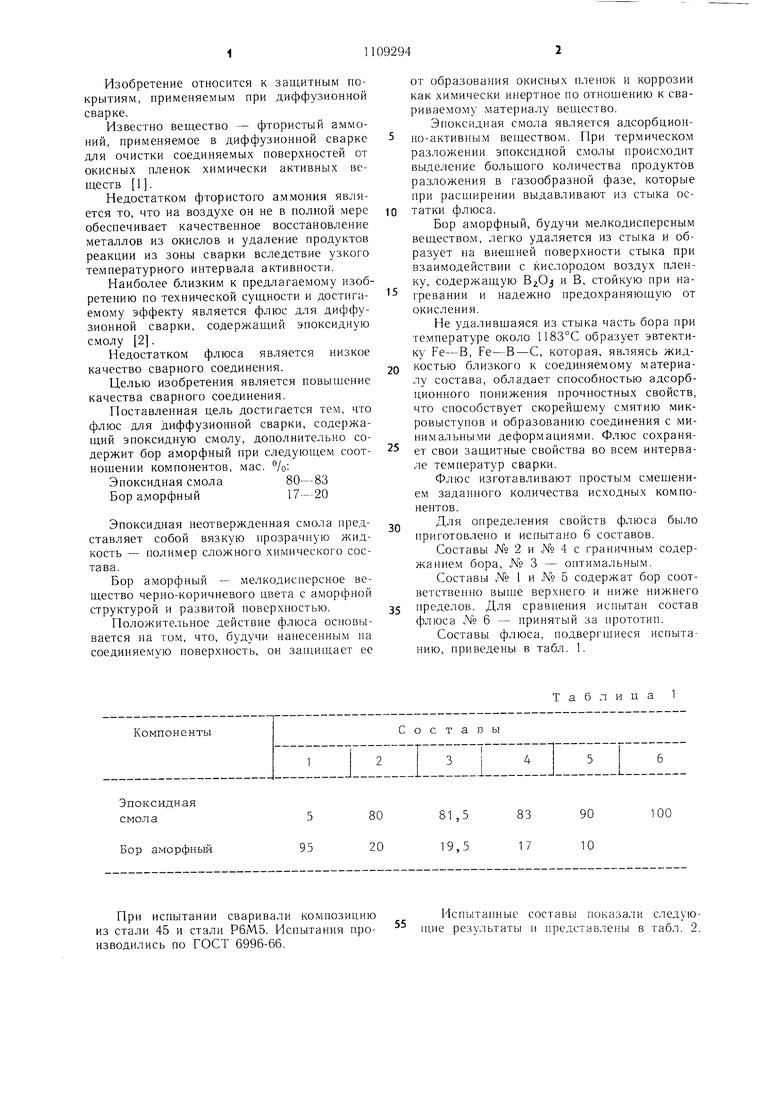
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав флюса | 1978 |
|
SU729017A1 |
| Флюс для сварки алюминиевых сплавов | 1983 |
|
SU1138283A1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ДЕТАЛЕЙ ИЗ ХИМИЧЕСКИ АКТИВНЫХ МЕТАЛЛОВ И СПЛАВОВ (ВАРИАНТЫ) | 2007 |
|
RU2354518C2 |
| Флюс | 1983 |
|
SU1100066A1 |
| Способ диффузионной сварки изделий из стали и алюминия | 2020 |
|
RU2754134C1 |
| Флюс-паста для дуговой сварки алюминиевых сплавов | 1985 |
|
SU1310156A1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ТРУБ С АКТИВИРУЮЩИМ ФЛЮСОМ | 2014 |
|
RU2554241C1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ТРУБ С ГАЗООБРАЗНЫМ ФЛЮСОМ | 2014 |
|
RU2554240C1 |
| Сварочный флюс | 1980 |
|
SU860971A1 |
| Способ контактной стыковой сварки сопротивлением | 1988 |
|
SU1738539A1 |
ФЛЮС ДЛЯ ДИФФУЗИОННОЙ СВАРКИ, содержащий эпоксидную смолу, отличающийся тем, что, с целью повышения качества сварного соединения, он дополнительно содержит бор аморфный при следуюшем соотношении компонентов, мае. %: Эпоксидная смола80-83 Бор аморфный17-20
При испытании сваривали композицию из стали 45 и стали Р6М5. Испытания производились по ГОСТ 6996-66.
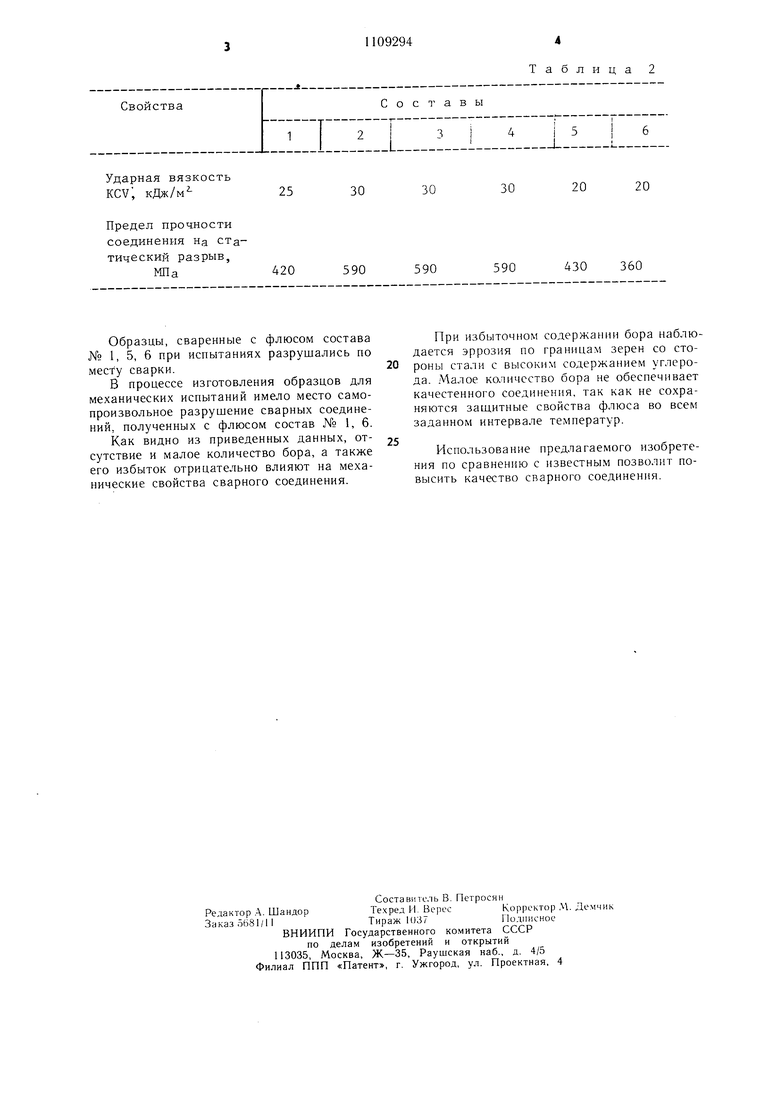
Испытанные составы показали следующие результаты и представлены в табл. 2. Ударная вязкость KCV; кДж/м 253030 Предел прочности соединения На статический разрыв, МПа420590590 Образцы, сваренные с флюсом состава № 1, 5, 6 при иснытаниях разрушались по месту сварки.20 В процессе изготовления образцов для механических испытаний имело место самопроизвольное разрушение сварных соединеНИИ, полученных с флюсом состав № 1, 6. Как видно из приведенных данных, от-25 сутствие и малое количество бора, а также его избыток отрицательно влияют на механические свойства сварного соединения. 302020 590430 360 При избыточном содержании бора наблюдается эррозия по границам зерен со стороны стали с высоким содержанием углерода. Малое количество бора не обеспечивает качестенного соединения, так как не сохраняются заш.итные свойства флюса во всем заданном интервале температур. Использование предлагаемого изобретения по сравнению с известным позволит повысить качество сварного соединения.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Казаков Н | |||
| Ф | |||
| Диффузионная сварка материалов | |||
| М., «Машиностроение, 1976, с | |||
| Спускная труба при плотине | 0 |
|
SU77A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Финкельштейн М | |||
| Л | |||
| Диффузионная сварка в жидких средах | |||
| М., «Металлургия, 1978, с | |||
| Нивелир для отсчетов без перемещения наблюдателя при нивелировании из средины | 1921 |
|
SU34A1 |
