1
Изобретение относится к сварочному производству, в частности к флюсам в виде пасты для сварки алюминиевых сплавов в среде защитных газов .
Целью изобретения является повышение механических свойств сварных соединений при сварке алюминиевых сплавов типа АМгб.
При использовании флюса в виде пасты его замешивают в этиловом спирте в соотношении 1:1,5. Перед замешиванием в этиловом спирте компоненты флюса плавят при 600 С, а затем после остывания гранулируют. Испарение спирта после нанесения флюс-пасты на поверхность деталей происходит в течение 2-3 мин при комнатной температуре.
Для устойчивого горения дуги, эффективной защиты тыльной стороны сварочной ванны и улучшения формирования корня шва флюс в виде пасты наносят со стороны корня.
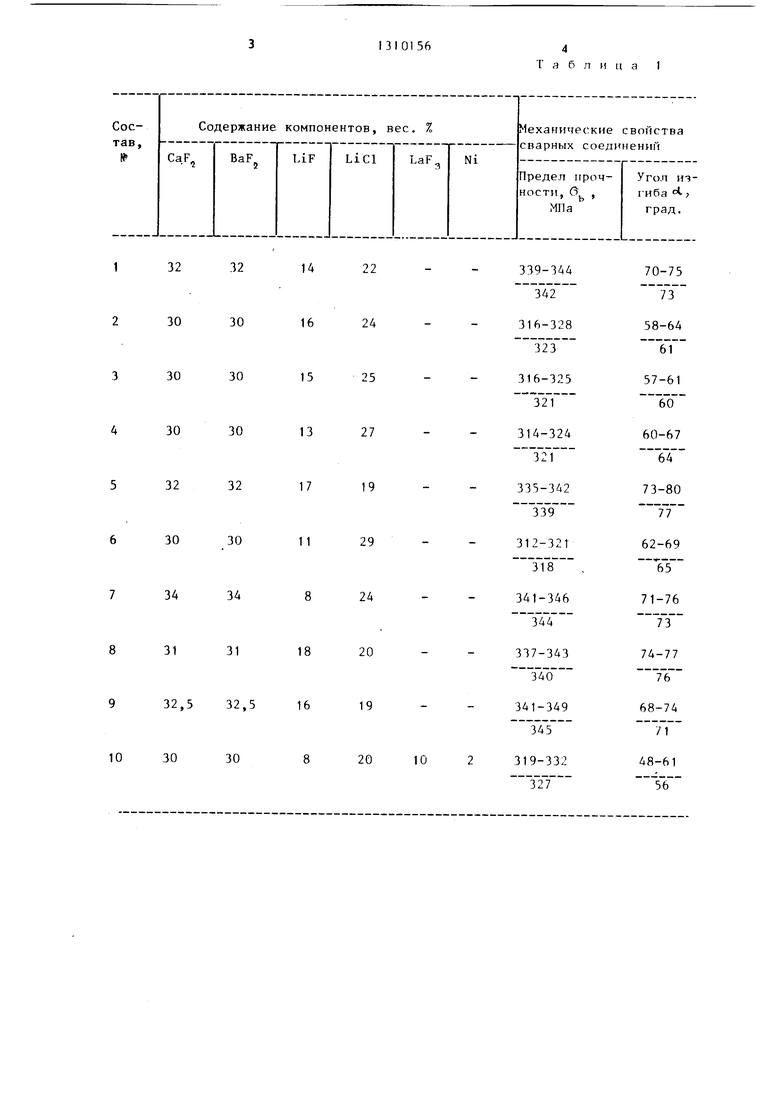
Испытания проводились на листовы образцах из алюминиевого сплава АМгб толщиной 2,0 мм, сваренных ар- гонодуговым способом. Из сваренных листовых образцов размером 300х200х х2,0 вырезались образцы для испытания на механические свойства (предел прочности и угол изгиба).
Результаты испытаний представлены в табл. 1.
Все составы, представленные в табл. 1, способствуют полному удалению окисных включений и крупной пористости в металле шва, улучшают формирование проплава сварного шва Данные флюсы имеют хорошие сварочно- технологические свойства, после сварки остатки флюса и шлака хорошо смываются в воде.
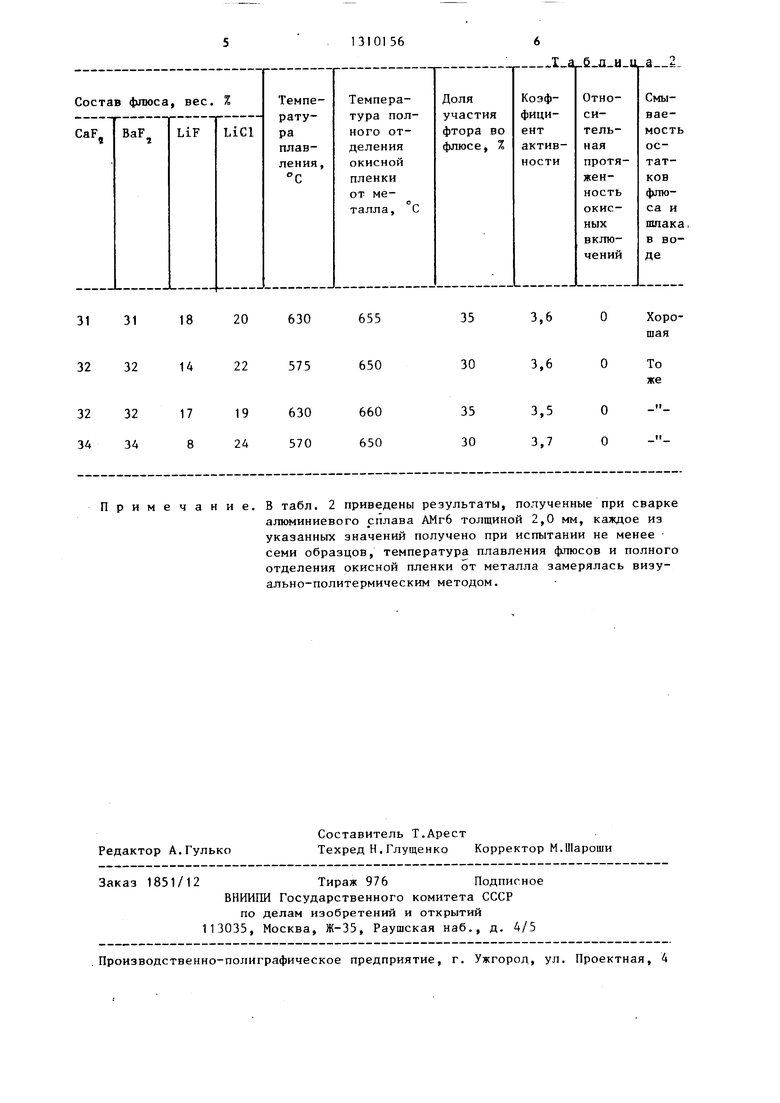
Технологические свойства флюсов представлены в табл. 2.
Наиболее высокими механическими свойствами обладают сварные соединения, полученные при сварке с флюсами в составе которых содержание фтористого кальция и фтористого бария находится в диапазоне 31-34% (см. табл. 1, составы № 1, 5, 7, 8, 9).
62
Фтористый кальций, фтористый барий и фтористый литий способствуют растворению поверхностной окисной пленки и переводу ее в шлак. Одновременно
они защищают расплавленный металло- сварочной ванны и околошовной зоны от взаимодействия с окружающей средой. Однако эвтектический состав из этих фторидов имеет, высокую температуру плавления (Т пл. 710 С) и не обеспечивает эффективного удаления окисных включений из металла шва.
Введение в состав флюса хлористого лития резко сокращает температуру
плавления флюса, температуру полного отделения окисной пленки от металла, улучшает формирование корня шьа, облегчает смывание остатков флюса и шлака после сварки с поверхности
деталей. При использовании флюса в виде пасты хлористый литий способствует прочному сцеплению флюса с поверхностью свариваемых деталей.
Флюс приведенного состава способствует повьш1ению качества сварных швов и соединений из алюминиевых сплавов и имеет хорошие сварочно- технологические свойства. Остатки
флюса и шлак легко смываются струей воды. Корень шва после промывки гладкий блестящий без следов окисных пленок, отсутствук1Т концентраторы напряжений в зоне сплавления металла
35
шва с основным металлом и по оси шва.
Формула изобретения
Флюс-паста для дуговой сварки 40 алюминиевых сплавов в среде защитны газов, содержащая фторид кальция, фторид бария, фторид лития и хлорид лития, отличающаяся тем, что, с целью повьш)ения механи- 45 ческих свойств сварных соединений при сварке сплава типа АМгб, флюс содержит компоненты при следующем соотношении, мас.%:
Фторид кальция 31-ЗА
50 Фторид бария31-34
Фторид лития8-18
Хлорид лития19-24
32321422
3030
1624
3030
1525
3030
1327
3232
1719
3030
1129
3434
824
831
31
1820
32,532,516
1030
30
82010
Таблица 1
10
339-344 Т4Т
316-328
зТз
316-325
314-324
зТ1
335-342 ЗТ9
312-321 ТГ8
341-346
Т4Т
337-343
зТо
341-349 Т4 5
319-332
70-75
Тз
58-64 бТ
57-61
То
60-67
73-80
тТ
62-69 Т5
71-76
тТ
74-77 Тб
68-74
48-61
Примечание. В табл. 2 приведены результаты, полученные при сварке
алюминиевого сплава АМгб толщиной 2,0 мм, каждое из указанных значений получено при испытании не менее семи образцов, температура плавления флюсов и полного отделения окисной пленки от металла замерялась визу- ально-политермическим методом.
Редактор А.Гулько
Составитель Т.Арест
Техред Н.Глущенко Корректор М.Шароши
Заказ 1851/12Тираж 976 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| название | год | авторы | номер документа |
|---|---|---|---|
| Флюс для сварки легких сплавов | 1989 |
|
SU1648701A1 |
| Флюс для сварки алюминия и его сплавов | 1979 |
|
SU872132A1 |
| Флюс для сварки алюминиевых сплавов | 1982 |
|
SU1018835A1 |
| Флюс для сварки алюминиевых сплавов | 1986 |
|
SU1382629A1 |
| Флюс для сварки | 1979 |
|
SU797861A1 |
| Флюс для сварки | 1980 |
|
SU899311A1 |
| Флюс для сварки магниевых сплавов | 1988 |
|
SU1632711A1 |
| Способ дуговой сварки алюминиевых сплавов | 1989 |
|
SU1655697A1 |
| Флюс для сварки магниевых сплавов | 1988 |
|
SU1556853A1 |
| Флюс для сварки легких сплавов | 1988 |
|
SU1706819A1 |
Изобретение относится к сварочному производству, в частности к флюсам в виде пасты для сварки алюминиевых сплавов типа АМг-6 в среде защитных газов. Целью изобретения является повышение механических свойств сварных соединений. Флюс, содержапщй 31-34% фторида кальция, 31-34% фторида бария, 8-18% фторида лщия и 19-24% хлорида лития, обеспечивает повышенный предел прочности сварного соединения при удовлетворительной пластичности и отличных сварочно-технологичес сих свойствах флюса. 2 табл. с « (Л ел О5
| Киселев С.Н | |||
| Газоэлектрическая сварка алюминиевых сплавов | |||
| М.: Машиностроение, 1972, с | |||
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
| ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 0 |
|
SU220020A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Флюс для сварки алюминиевых сплавов | 1982 |
|
SU1018835A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
