Изобретение относится к контактной стыковой сварке сопротивлением металлов с разными физико-химическими свойствами и может найти применение в различных областях промышленности.
Известен способ стыковой электросварки молибденовых штабиков, включающий засыпку свариваемых концов штабиков молибденовым порошком.
Известен способ контактной стыковой сварки сопротивлением, при котором сварку производят под слоем флюса с добавкой порошка металла.
Недостатком известного способа является то, что перед засыпкой смеси флюса и металлического порошка торцы заготовок находятся в состыкованном положении, поэтому в процессе сварки защищается металл от воздействия воздуха только по наружной поверхности соединения, а газы и окислы, находящиеся на торцах свариваемых деталей, остаются в основном внутри стыка. Внешняя защита стыка практически
не влияет на качество сварки внутри стыка из-за невозможности проникновения смеси флюса и металлического порошка в стык сжатых деталей.
Целью изобретения является повышение качества сварного соединения и обеспечение сварки деталей из разнородных металлов.
Цель достигается тем, что в известном способе контактной стыковой сварки сопротивлением, при котором детали устанавливают в токоподводящие зажимы, подают в зону сварки порошок, пропускают электрический ток и прикладывают к деталям осевое усилие, порошок размещают между свариваемыми торцами деталей, при этом используют порошок самофлюсующегося токопроводящего сплава.
Удержание порошка осуществляют охватывающей деталью нетокопроводной втулкой. Втулку выполняют с прорезью. С целью обеспечения сварки деталей из разнородных металлов, порошок размещают
(Л
С
ч
ы
00
ел ы ю
между деталями поперечными слоями, имеющими различный состав.
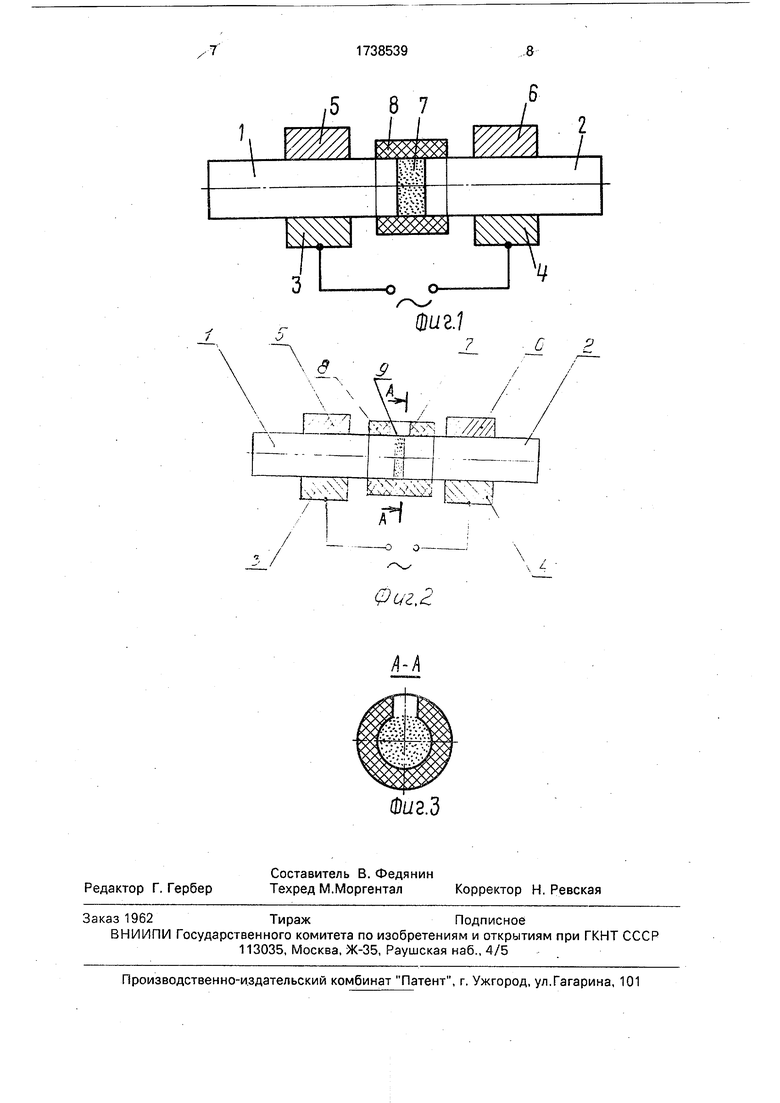
На фиг. 1 и 2 показаны схемы сварки; на фиг. 3 - разрез А-А на фиг. 2.
Способ осуществляется следующим образом.
Проводят сварку деталей с разными физико-химическими свойствами.
Берут детали 1 и 2, устанавливают в токоподводы 3 и 4 и зажимают прижимами 5 и 6. Детали из стали Ст. 40+латуни Л63, вторая группа деталей: Ст. 40+медь МЗ, диаметры заготовок 10-12 мм, установочная длина каждой из деталей, выступающей из зажимов электродов, составляет 8-10 мм, в зазор между деталями помещают прокладку 7 из самофлюсующегося порошка ПГ-СР. Величина зазора составляет 0,5-4,0 мм. Удержание порошка в зазоре между свариваемыми деталями и фиксацию деталей осуществляют нетокопроводной втулкой 8.
Сварку осуществляют на машине типа МСМ-150.
Перемещение подвижной плиты происходит по определенному циклу, включающему сжатие свариваемых деталей 1 и 2 вместе с порошком и приложение осадочного давления.
При этом происходит разогрев прокладки 7 из порошка ПГ-СП и торцов деталей 1 и 2 из Ст.40+Л63 и Ст.40+М3 до сварочной температуры от прохождения сварочного тока и осадки деталей.
После выключения сварочного тока происходит охлаждение и кристаллизация металла,
При применении тонкой прокладки из порошка типа ВСНГ шириной 0,5 мм сварка производится, как показано на фиг. 2 и 3, с применением втулки 8 с прорезью 9. В результате чего происходит вытеснение порошка вместе с окислами и вытеснение жидкой прослойки через прорезь 9. Металлическая связь при этом образуется непосредственно между свариваемыми деталями.
Проводят также сварку с применением прокладки из порошков композиционного состава с заданными свойствами, которые получаются путем механической смеси или соединения порошкового железа с легирующими и флюсующими компонентами.
К свариваемой детали из стали Ст. 40 для увеличения электротеплопроводности помещают прокладку из смеси железного порошка с медью, а затем для увеличения
переходного сопротивления в месте контакта прокладка - деталь из МЗ, помещают прокладку из легированного сплава в виде порошка тип ПГ-СР4, имеющего повышенное омическое сопротивление.
Весь процесс сварки длится 3,5 с. Используется трансформатор мощностью 100 кВА, рабочая ступень напряжения сварочного трансформатора 2-3.
После сварки проводят металлографическое исследование образцов. В стыках не обнаружено наличия окисных пленок и пор, толщина прослойки в стыке составляет 0,1- 1,1 мм. При механическом испытании на разрыв нетермообработанных образцов
разрушение происходит по основному металлу, в околошовной зоне, со стороны менее прочного металла (латунь, медь) с усилием образцов с медью 26-30 кг/мм2, образцов с латунью 30-32 кг/мм2.
Предлагаемым способом можно сваривать большое количество пар металлов с разными физико-химическими свойствами и улучшить качество сварки.
30
Формула изобретения
1.Способ контактной стыковой сварки сопротивлением, при котором детали устанавливают в токо под водящие зажимы, подают в зону сварки порошок, пропускают электрический ток и прикладывают к деталям осевое усилие, отличающийся тем, что, с целью повышения качества сварного соединения, порошок размещают между
свариваемыми торцами деталей, при этом используют порошок самофлюсующегося токопроводящего сплава.
2.Способ по п. 1,отличающийся тем, что, с целью обеспечения сварки деталей из разнородных металлов, порошок размещают между деталями поперечными слоями, имеющими различный состав.
3.Способ по п. 1, отличающийся тем, что удержание порошка осуществляют
обхватывающей детали нетокопроводной втулкой.
4.Способ по п. 3, отличающийся тем, что втулку выполняют с прорезью.
2
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2004 |
|
RU2270081C1 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ МЕДИ И МЕДНЫХ СПЛАВОВ | 2014 |
|
RU2558322C1 |
| Способ сварки | 1990 |
|
SU1797505A3 |
| СПОСОБ СВАРКИ | 1992 |
|
RU2057626C1 |
| СПОСОБ СВАРКИ ДАВЛЕНИЕМ | 1991 |
|
RU2010689C1 |
| Способ стыковой сварки рельсов с рельефной вставкой | 2024 |
|
RU2836940C1 |
| Способ контактной стыковой сварки оплавлением | 1989 |
|
SU1698010A1 |
| СПОСОБ СТЫКОВОЙ КОНТАКТНОЙ СВАРКИ СОПРОТИВЛЕНИЕМ РАЗНОРОДНЫХ МЕТАЛЛОВ | 2000 |
|
RU2188106C2 |
| Способ контактной точечной сварки | 2023 |
|
RU2815629C1 |
| Способ сварки давлением | 1990 |
|
SU1754365A1 |
Использование: при контактной стыковой сварке сопротивлением, в частности деталей из материалов с разными физико- химическими свойствами. Перед сваркой между торцами деталей размещают порошок самофлюсующегося токопроводящего сплава. Порошок удерживают втулкой. Для сварки деталей с различными свойствами порошок размещают поперечными слоями, имеющими различные свойства. 3 з. п. ф-лы, 3 ил.
0
3
фиг.1
7
С 2
А . Н
/
| Способ стыковой электросварки молибденовых штабиков | 1955 |
|
SU103211A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ контактной стыковки сварки сопротивления | 1973 |
|
SU529025A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
